基于飞秒激光单脉冲双光子聚合的微加工系统和高纵宽比微柱加工方法
本发明涉及飞秒激光微纳加工,具体涉及一种基于飞秒激光单脉冲双光子聚合的微加工系统和高纵宽比微柱加工方法。在光电子学、生物医学领域具有广阔的潜在应用,如集成光学器件、柔性电子器件、微小机器人及细胞三维生长调控等。
背景技术:
1、作为一种新型的加工工具,飞秒激光具有两个显著的特点:一个是脉冲宽度极短,在飞秒量级;另一个是峰值功率极高(1012~1015w/cm2)。这样的脉冲宽度和功率密度,给科学研究带来了前所未有的高时间分辨率、高电场及磁场强度、高压强和高温度的极端物理条件。飞秒激光的出现为物理、化学、生物、医学等基础和应用领域提供了一种更加精密的加工方法。双光子聚合是飞秒激光的另一个重要应用,与传统的光聚合不同,基于双光子的非线性吸收效应可以在材料内部制备分辨率小于衍射极限的三维微/纳米结构。飞秒激光所独有的在透明材料中加工三维微结构的能力使其在三维高精度微纳器件制造领域展现出巨大的潜力。
2、目前,基于飞秒激光双光子聚合实现高通量微结构制备主要通过两种方式实现:飞秒激光直写技术和基于空间光调制的飞秒激光加工技术。将扫描振镜应用于飞秒激光直写系统中,可以在保证加工分辨率的同时较大的提高飞秒激光直写的速度;但是在加工毫米甚至厘米级微结构的应用中,激光直写往往需要数十小时甚至数天,严重影响了加工效率。基于空间光场调制的飞秒激光加工技术,可以实现图案化高效率加工。但是空间光场调制算法较为复杂,且空间光场调制的器件价格昂贵;同时,在高纵宽比微结构的加工中,现有的基于空间光场调制的飞秒激光加工技术也只能通过逐层扫描实现,加工效率仍然较低。以上原因,严重限制了飞秒激光加工系统的应用领域及商业化进程。因此,亟需一种简单、高效的单脉冲飞秒激光双光子聚合方法来实现高纵宽比微结构的高效率加工。
技术实现思路
1、针对现有技术存在的不足之处,本发明提供了一种基于飞秒激光单脉冲双光子聚合的微加工系统和高纵宽比微柱加工方法,利用飞秒激光在激光焦斑范围内的能量阈值效应,来实现三维微柱阵列的高通量增材制造。
2、为实现上述目的,本发明所采用的技术方案是:
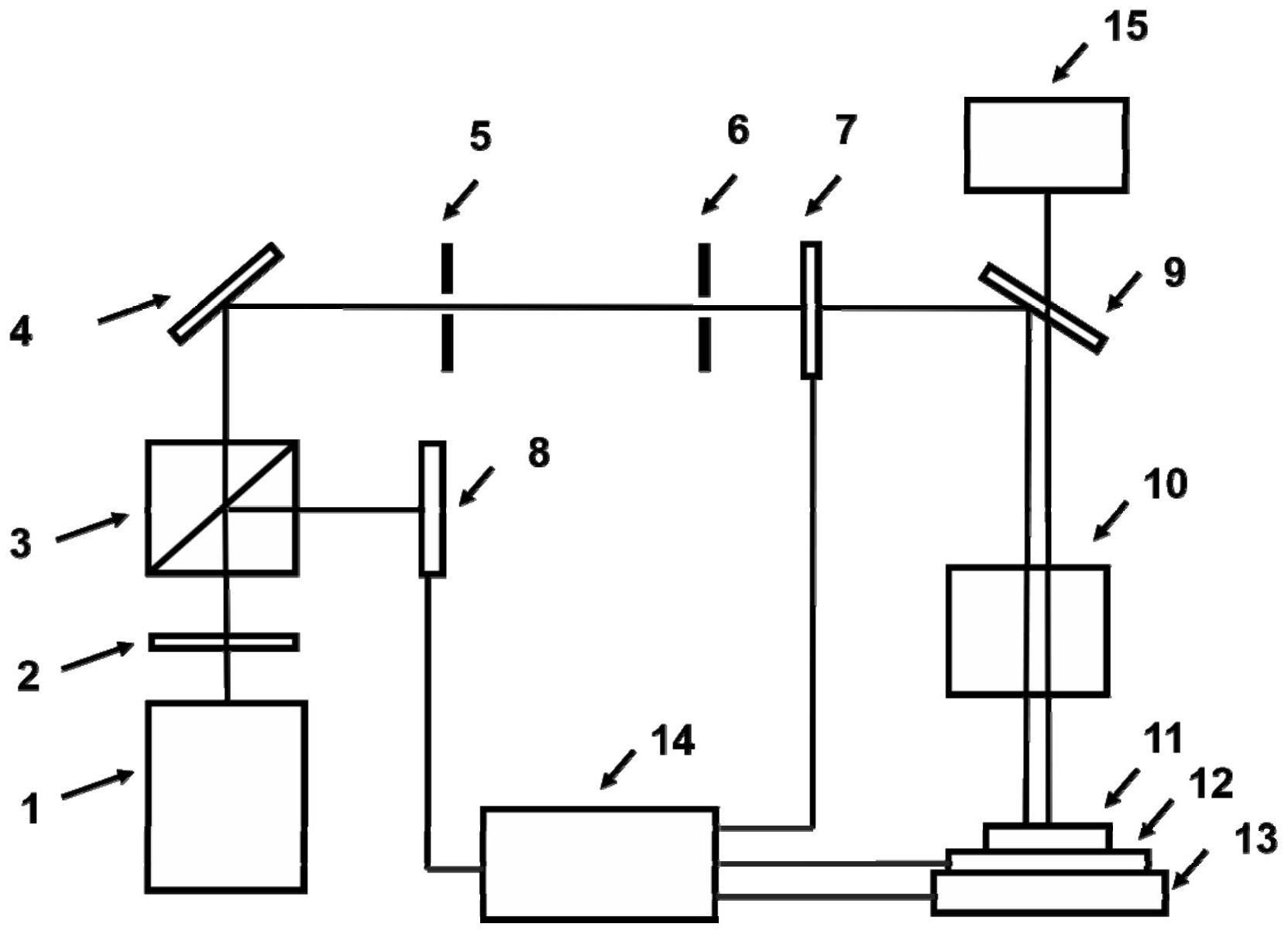
3、一种基于飞秒激光单脉冲双光子聚合的微加工系统,包括飞秒激光加工光学系统、运动平台系统和二极管触发控制系统;其中:
4、飞秒激光加工光学系统:包括飞秒激光器、超快反射镜、双光阑光学调节组件、光能量衰减组件和显微物镜,用于生成飞秒激光高纵宽比聚焦光斑;
5、运动平台系统:包括压电陶瓷运动平台和宏动平台,压电陶瓷运动平台和宏动平台均与上位机控制系统相连接,通过运动平台系统控制待加工样品与激光焦斑的相对位置;
6、二极管触发控制系统:包括光电二极管,用于检测飞秒激光脉冲并通过上位机控制系统触发宏动平台开始运动,通过飞秒激光脉冲频率与宏动平台速度的匹配,实现单脉冲双光子聚合加工。
7、所述双光阑光学调节组件由两个连续可调节光阑组成,分别为可调节光阑ⅰ和可调节光阑ⅱ,入射飞秒激光依次经过可调节光阑ⅰ和可调节光阑ⅱ进行两次衍射,从而对光场空间分布进行调制;经所述双光阑光场调制组件调制后的光场再经过显微物镜聚焦后,形成了高纵宽比椭球形聚焦光斑。
8、所述可调节光阑ⅰ的孔径为1~10mm,所述可调节光阑ⅱ的孔径为1~10mm;通过可调节光阑ⅰ的通光直径为3mm,通过可调节光阑ⅱ的通光直径为2mm。
9、所述光能量衰减组件包括半波片和偏振分束器,用于对入射激光能量进行连续调谐;其中:入射激光通过半波片后到达偏振分束器,到达偏振分束器的激光一部分反射至光电二极管,另一部分通过透过偏振分束器到达超快反射镜,经超快反射镜反射至所述双光阑光学调制组件;所述超快反射镜适用波长为飞秒激光波长,用于飞秒激光传播方向折转。
10、该微加工系统还包括样品台,所述样品台置于压电陶瓷运动平台上,待加工样品固定在样品台上,通过飞秒激光光学系统将激光聚焦到待加工样品上;所述待加工样品包括盖玻片和涂覆于盖玻片下表面的光刻胶,盖玻片用作光刻胶基底,光刻胶用于双光子聚合材料;所述光刻胶在双光子聚合加工之前,需要在100℃环境中加热70min。
11、该微加工系统还包括实时光学成像系统,用于对加工位置和加工结果进行实时观测;所述实时光学成像系统包括led照明光源、二向色镜和cmos相机,所述led照明光源照射到样品上的照明光经过显微物镜、透过二向色镜由cmos相机成像。
12、所述的基于飞秒激光单脉冲双光子聚合的高纵宽比微柱加工方法为:通过双光阑光学调节组件两次衍射的方法对入射激光的光场分布进行调节,进而通过显微物镜聚焦形成高纵宽比的椭球形聚焦光斑;通过飞秒激光脉冲频率和宏动平台运动速度的协同控制,使待加工样本每一点只受到单个飞秒激光脉冲曝光;然后基于飞秒激光能量阈值效应,精确控制椭球形聚焦光斑在光刻胶中的聚合区域,实现了不同高度和直径微柱的双光子聚合;通过高纵宽比聚焦光斑调制,实现了高纵宽比微柱的单脉冲聚合。
13、该加工方法中,单个高纵宽比微柱由单个飞秒激光脉冲进行双光子聚合得到;所述微结构样本在双光子聚合完成后,需经过显影去除多余光刻胶,得到预期的微柱结构。
14、该加工方法中,微柱的高度可以通过调节聚焦光斑与光刻胶-盖玻片界面的距离来进行调节;微柱的直径由聚焦光斑与光刻胶-盖玻片界面的横截面决定,会随微柱高度的增加而增加;微柱的高度和直径会随加工能量的增大而增大。
15、该加工方法制备的微柱高度可达78μm,微柱宽度范围为1.9~6μm,最高纵宽比高达19。
16、本发明具有以下有益效果及优点:
17、1.本发明采用双光阑光场调制方式,对呈高斯分布的入射飞秒激光光束进行双衍射整形,使其经物镜聚焦后形成高纵宽比的聚焦光斑。该光场调制方法成本低、易操作,极大的简化了飞秒激光光场调制过程。
18、2.本发明基于飞秒激光单脉冲聚合原理,通过飞秒激光单脉冲曝光,便可以加工出超高纵宽比的微柱,例如,一个高度几十微米的微柱其加工时间仅为220fs,极大的提升了微柱的加工效率。
19、3.本发明基于飞秒激光能量阈值效应,对双光子聚合材料具有普适性,不依赖于飞秒激光器和加工系统。可极大的提升飞秒激光双光子聚合在光电子器件、生物医学领域的应用。
技术特征:
1.一种基于飞秒激光单脉冲双光子聚合的微加工系统,其特征在于:该微加工系统包括飞秒激光加工光学系统、运动平台系统和二极管触发控制系统;其中:
2.根据权利要求1所述的基于飞秒激光单脉冲双光子聚合的微加工系统,其特征在于:所述双光阑光学调节组件由两个连续可调节光阑组成,分别为可调节光阑ⅰ和可调节光阑ⅱ,入射飞秒激光依次经过可调节光阑ⅰ和可调节光阑ⅱ进行两次衍射,从而对光场空间分布进行调制;经所述双光阑光场调制组件调制后的光场再经过显微物镜聚焦后,形成了高纵宽比椭球形聚焦光斑。
3.根据权利要求2所述的基于飞秒激光单脉冲双光子聚合的微加工系统,其特征在于:所述可调节光阑ⅰ的孔径为1~10mm,所述可调节光阑ⅱ的孔径为1~10mm;通过可调节光阑ⅰ的通光直径为3mm,通过可调节光阑ⅱ的通光直径为2mm。
4.根据权利要求1所述的基于飞秒激光单脉冲双光子聚合的微加工系统,其特征在于:所述光能量衰减组件包括半波片和偏振分束器,用于对入射激光能量进行连续调谐;其中:入射激光通过半波片后到达偏振分束器,到达偏振分束器的激光一部分反射至光电二极管,另一部分透过偏振分束器到达超快反射镜,经超快反射镜反射至所述双光阑光学调制组件;所述超快反射镜适用波长为飞秒激光波长,用于飞秒激光传播方向折转。
5.根据权利要求1所述的基于飞秒激光单脉冲双光子聚合的微加工系统,其特征在于:该微加工系统还包括样品台,所述样品台置于压电陶瓷运动平台上,待加工样品固定在样品台上,通过飞秒激光光学系统将激光聚焦到待加工样品上;所述待加工样品包括盖玻片和涂覆于盖玻片下表面的光刻胶,盖玻片用作光刻胶基底,光刻胶用于双光子聚合;所述光刻胶在双光子聚合加工之前,需要在100℃环境中加热70min。
6.根据权利要求1所述的基于飞秒激光单脉冲双光子聚合的微加工系统,其特征在于:该微加工系统还包括实时光学成像系统,用于对加工位置和加工结果进行实时观测;所述实时光学成像系统包括led照明光源、二向色镜和cmos相机,所述led照明光源照射到样品上的照明光经过显微物镜、透过二向色镜由cmos相机成像。
7.根据权利要求1所述的基于飞秒激光单脉冲双光子聚合的高纵宽比微柱加工方法,其特征在于:该方法通过双光阑光学调节组件两次衍射的方法对入射激光的光场分布进行调节,进而通过显微物镜聚焦形成高纵宽比的椭球形聚焦光斑;通过飞秒激光脉冲频率和宏动平台运动速度的协同控制,使待加工样本每一点只受到单个飞秒激光脉冲曝光;然后基于飞秒激光能量阈值效应,精确控制椭球形聚焦光斑在光刻胶中的聚合区域,实现了不同高度和直径微柱的双光子聚合;通过高纵宽比聚焦光斑调制,实现了高纵宽比微柱的单脉冲聚合。
8.根据权利要求7所述的基于飞秒激光单脉冲双光子聚合的高纵宽比微柱加工方法,其特征在于:单个高纵宽比微柱由单个飞秒激光脉冲进行双光子聚合得到;所述微结构样本在双光子聚合完成后,需经过显影去除多余光刻胶,得到预期的微柱结构。
9.根据权利要求7所述的基于飞秒激光单脉冲双光子聚合的高纵宽比微柱加工方法,其特征在于:微柱的高度可以通过调节聚焦光斑与光刻胶-盖玻片界面的距离来进行调节;微柱的直径由聚焦光斑与光刻胶-盖玻片界面的横截面决定,会随微柱高度的增加而增加;微柱的高度和直径会随加工能量的增大而增大。
10.根据权利要求9所述的基于飞秒激光单脉冲双光子聚合的高纵宽比微柱加工方法,其特征在于:微柱高度可达78μm,微柱宽度范围为1.9~6μm,最高纵宽比高达19。
技术总结
本发明公开了一种基于飞秒激光单脉冲双光子聚合的微加工系统和高纵宽比微柱加工方法,属于飞秒激光微纳加工技术领域。该系统包括飞秒激光光学系统、运动平台组件及其二极管触发控制组件。通过双光阑两次衍射对入射激光的光场分布进行调节,进而通过显微物镜聚焦形成高纵宽比的椭球形聚焦光斑;通过飞秒激光脉冲频率和运动平台运动速度的协同控制,使样本每一点只受到单个飞秒激光脉冲曝光;然后基于飞秒激光能量阈值效应,精确控制椭球形聚焦光斑在光刻胶中的聚合区域,实现了不同高度和直径微柱的双光子聚合。该方法实现了三维微柱阵列的高通量加工,极大的提高了飞秒激光微结构加工的效率。
技术研发人员:刘连庆,于海波,王晓朵,刘柱
受保护的技术使用者:中国科学院沈阳自动化研究所
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!