一种链条内外板制造成型加工设备的制作方法
1.本发明涉及链条加工技术领域,具体提出了一种链条内外板制造成型加工设备。
背景技术:
2.链条一种可以相互转动链节组成的机械传动元件,其多用作机械运动,广泛应用与家庭、工业和农业机械,链条一般是由外链板、内链板、销轴、套筒、和滚子所组成,其中内链板、滚子和套筒组成内单节,外链板和销轴组成外单节,内单节和外单节连接构成链条,外链板及内链板的形状为八字形的金属板。
3.现有的链条的内外板的加工主要是通过从上到下的方式进行冲压,通过人工将原材料放置到冲压机中进行固定,随后通过冲压机对原材料进行冲压,冲压时首先冲压链条内链板,当内链板的数量达标后,在更换冲压机的冲压模具,随后再通过原材料冲压链条的外链板,随后对链条的内链板和外链板分别进行防腐处理,最后制成链条的内外板,其中链条的内链板和外链板的尺寸是不一样的,一般情况下外链板的尺寸大于内链板的尺寸,现有的链条内外板制造成型加工方法使用非常的普遍但是还是存在以下的问题:
4.(1)现有的链条内外板制造成型加工设备在冲压链条内外板的时候,更换冲压模具的操作比较复杂,需要拧开多颗固定冲压模具的螺栓,严重影响冲压的效率,并且在更换冲压机上端的冲压模具时,冲压模具在失去螺栓的支撑力会瞬间掉落严重危害操作工人的安全。
5.(2)现有的链条内外板制造成型加工设备冲压的效率差,并且只能够对一种尺寸的链条内外板进行冲压。
技术实现要素:
6.为了解决上述技术问题,本发明提供一种链条内外板制造成型加工设备,包括收集作业框、输送机构与冲压机构,所述收集作业框的上端设置有输送机构,收集作业框的上端设置有冲压机构,冲压机构位于输送机构的中部。
7.所述输送机构包括主动辊、从动辊、板料与驱动电机,收集作业框的上端转动连接有主动辊和从动辊,主动辊和从动辊上卷绕有板料,主动辊的下端连接有驱动电机,驱动电机固定安装在收集作业框的内部。
8.所述冲压机构包括垂直板、冲压气缸、冲压块、模具卡接槽、一号冲压模具、链板模具、固定块、放置槽、冲压槽、二号冲压模具、模具槽、漏料槽、辅助板、电动推杆、固定板、冲压圆柱、抵靠组件、清理组件、导向组件与卡接组件,收集作业框的上端固定安装有垂直板,垂直板的侧端面固定连接有冲压气缸,冲压气缸的输出端滑动贯穿垂直板与冲压块相连,冲压块远离垂直板的一侧开设有模具卡接槽,模具卡接槽内滑动设置有一号冲压模具,一号冲压模具远离冲压块的一侧间距固定连接有链板模具,收集作业框的上端且位于垂直板的后方固定连接有固定块,固定块的左右两端贯穿开设有放置槽,固定块靠近冲压块的一侧开设有冲压槽,且冲压槽与放置槽相互连通,固定块的上端面开设有滑动槽,滑动槽内滑
动设置有二号冲压模具,二号冲压模具上等间距贯穿开设有与链板模具对应的模具槽,固定块的下端开设有漏料槽,固定块远离冲压块的一端固定连接有辅助板,辅助板上固定连接有电动推杆,电动推杆的输出端滑动贯穿辅助板与固定板相连,固定板远离电动推杆的一端等间距设置有冲压圆柱,固定块靠近冲压圆柱的一端等间距开设有圆孔,冲压圆柱滑动设置在圆孔内,固定块靠近冲压块的一端设置有抵靠组件,冲压块上设置有导向组件,模具卡接槽上设置有卡接组件,固定块的侧端面设置有清理组件。
9.作为本发明的优选技术方案,所述导向组件包括导向柱与缓冲弹簧,固定块靠近冲压块的一端的拐角处等间距固定连接有导向柱,导向柱远离固定块的一端固定在垂直板上,冲压块的侧端面对应导向柱的位置处开设有移动槽,冲压块通过移动槽滑动设置在导向柱上,导向柱位于冲压块和固定块之间的部分套设有缓冲弹簧。
10.作为本发明的优选技术方案,所述抵靠组件包括锁紧螺纹杆、匚形板与抵靠辊,放置槽位于固定块左右两端的位置对称滑动设置有匚形板,匚形板的内侧等间距转动连接有抵靠辊,匚形板的外侧转动连接有锁紧螺纹杆,锁紧螺纹杆与固定块的侧面螺纹连接。
11.作为本发明的优选技术方案,所述卡接组件包括条形槽、棘爪、复位弹簧、限位块与卡接螺纹杆,模具卡接槽的左右两侧开设有条形槽,条形槽内通过销轴转动连接有棘爪,棘爪的上端与冲压块的内壁之间通过复位弹簧固定连接,棘爪远离复位弹簧的一侧抵靠设置有限位块,限位块滑动设置在条形槽内,限位块远离棘爪的一端转动连接有卡接螺纹杆,卡接螺纹杆远离限位块的一端与固定块螺纹连接且卡接螺纹杆朝上设置,一号冲压模具的侧端面对称开设有斜槽,卡接组件主要的作用是通过改变棘爪的运动方向,从而实现棘爪对一号冲压模具的固定和分离,同时通过转动卡接螺纹杆来实现棘爪运动方向的改变,能够提高一号冲压模具更换的效率。
12.作为本发明的优选技术方案,所述一号冲压模具的左右侧端面对称开设有斜槽,且斜槽与棘爪的位置对应设置,斜槽与棘爪相互配合,保证一号冲压模具能够和棘爪之间进行分离和固定。
13.作为本发明的优选技术方案,所述清理组件包括回形框、挤压弹簧杆与清理板,固定块的左端位于放置槽的位置处固定安装有回形框,回形框的内侧对称等间距固定安装有挤压弹簧杆,挤压弹簧杆远离回形框的一端固定有清理板,清理板远离挤压弹簧杆的一端设置有清理毛刷,清理组件主要的作用是在进行冲压成型加工之前对板料的表面进行清理,避免在冲压的过程中因为板料表面一些碎屑导致板料在冲压的过程中发生变形,从而影响冲压的效率。作为本发明的优选技术方案,所述冲压圆柱远离固定板的一端为螺纹结构,且冲压圆柱远离固定板的一端螺纹连接有调节柱,通过更换不同尺寸的调节柱,保证设备能够对不同尺寸的链条内外板进行加工,提高设备的实用性。
14.作为本发明的优选技术方案,所述二号冲压模具的侧端开设有固定槽,固定槽内滑动设置有卡固杆,卡固杆通过连接板滑动设置在固定块的上端,通过卡固杆对二号冲压模具进行限位,保证二号冲压模具能够在模具槽内固定,避免在冲压操作的过程中二号冲压模具受到外力发生位移。
15.作为本发明的优选技术方案,所述收集作业框上与漏料槽对应的位置开设有凹槽,凹槽内活动设置有收集箱,能够保证收集箱在收集作业框上滑动,从而保证加工成型的链条内外板能够准确的落入收集箱内进行收集。
16.本发明具备以下有益效果:
17.1.本发明提供一种链条内外板制造成型加工设备,冲压机构采用水平的方式来冲压链条,通过一号冲压模具和二号冲压模具的相互配合制成链条的内外板,同时通过漏料孔,保证冲压下来的链条内外板能够通过自身重力落入到收集箱内,大大的提高了冲压的效率。
18.2.本发明提供一种链条内外板制造成型加工设备,卡接组件主要的作用是通过改变棘爪的运动方向,从而实现棘爪对一号冲压模具的固定和分离,同时通过转动卡接螺纹杆来实现棘爪运动方向的改变,能够提高一号冲压模具更换的效率,继而避免了长时间去拧螺栓的繁琐步骤。
19.3.本发明提供一种链条内外板制造成型加工设备,通过更换不同类型的一号冲压模具和二号冲压模具来改变冲压的链条的尺寸,同时通过螺纹连接的方式来更换二号冲压模具上的调节柱来改变链条内外板上空心圆的尺寸,从而保证设备能够实现对不同尺寸的链条内外板进行冲压成型,继而提高了设备的使用效率。
附图说明
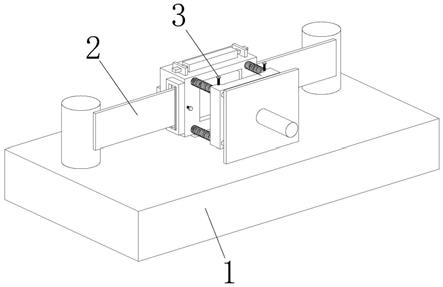
20.图1为本发明的第一视角结构示意图。
21.图2为本发明的第二视角结构示意图。
22.图3为本发明冲压机构的第一视角结构示意图。
23.图4为本发明导向组件和部分冲压机构的结构示意图。
24.图5为本发明调节柱的结构示意图。
25.图6为本发明冲压机构的第二视角结构示意图。
26.图7为本发明的俯视图。
27.图8为本发明图7中的a-a处的剖视图。
28.图9为本发明图8中的b处局部放大图。
29.图10为本发明固定块的倒置结构示意图。
30.图11为本发明链条的结构示意图。
31.图中:c、链条外链板;d、链条内链板;1、收集作业框;2、输送机构;3、冲压机构;21、主动辊;22、从动辊;23、板料;24、驱动电机;31、垂直板;32、冲压气缸;33、冲压块;34、模具卡接槽;35、一号冲压模具;36、链板模具;37、固定块;38、放置槽;39、冲压槽;40、二号冲压模具;41、模具槽;42、漏料槽;43、辅助板;44、电动推杆;45、固定板;46、冲压圆柱;47、抵靠组件;48、清理组件;49、导向组件;50、卡接组件;491、导向柱;492、缓冲弹簧;471、锁紧螺纹杆;472、匚形板;473、抵靠辊;501、条形槽;502、棘爪;503、复位弹簧;504、限位块;505、卡接螺纹杆;481、回形框;482、挤压弹簧杆;483、清理板;351、斜槽;461、调节柱;401、固定槽;402、卡固杆;403、连接板;11、凹槽;12、收集箱。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他
实施例,都属于本发明保护的范围。
33.参阅图1-图11,一种链条内外板制造成型加工设备,包括收集作业框1、冲压机构3与输送机构2,所述收集作业框1的上端设置有冲压机构3,收集作业框1的上端设置有输送机构2,冲压机构3位于输送机构2的中部;具体工作时,通过输送机构2将板料23穿过冲压机构3,随后通过冲压机构3对板料23进行间歇性冲压,从而实现批量化成型加工,现有的链条内外板制造成型加工设备在进行冲压的时候首先冲压一种链板比如链条内链板d,当链条内链板d冲压成型的数量达标之后在冲压链条外链板c,随后对其进行处理之后组装成链条,链条内链板d和链条外链板c的尺寸不同,一般链条外链板c的尺寸大于链条内链板d,因此在冲压完成链条内链板d之后需要更换冲压的模具,最后再冲压链条外链板c,在更换冲压的模具的过程中,现有的方式是通过人工用扳手对冲压模具上的螺栓螺母进行分离,随后将冲压链条内链板d的模具取出并更换上冲压链条外链板c的模具,最后在通过螺栓和螺母将其固定在设备上,这种方式操作的效率差,并且现有的设备都是采用上下冲压的方式对产品进行冲压,此时对设备上端的模具进行更换时,模具在失去螺栓螺母的支撑力会瞬间下落,操作工人在一瞬间无法快速的反应会被砸到,因此严重影响人工的人身安全,而本发明采用左右的冲压方式来对产品进行冲压,既能够避免上述的情况又能够有效的保证冲压的效率。
34.参阅图1和图2,所述输送机构2包括主动辊21、从动辊22、板料23与驱动电机24,收集作业框1的上端转动连接有主动辊21和从动辊22,主动辊21和从动辊22上卷绕有板料23,主动辊21的下端连接有驱动电机24,驱动电机24固定安装在收集作业框1的内部;具体工作时,从动辊22上首先卷绕有待加工的板料23,随后通过人工拉动板料23的活动端穿过冲压机构3,随后将其放置到主动辊21上进行固定,随后在冲压机构3进行冲压的过程中,驱动电机24启动,通过驱动电机24带动板料23从左向右运动,从而实现连续冲压。
35.参阅图2、图3、图4、图5、图6和图10,所述冲压机构3包括垂直板31、冲压气缸32、冲压块33、模具卡接槽34、一号冲压模具35、链板模具36、固定块37、放置槽38、冲压槽39、二号冲压模具40、模具槽41、漏料槽42、辅助板43、电动推杆44、固定板45、冲压圆柱46、抵靠组件47、清理组件48、导向组件49与卡接组件50,收集作业框1的上端固定安装有垂直板31,垂直板31的侧端面固定连接有冲压气缸32,冲压气缸32的输出端滑动贯穿垂直板31与冲压块33相连,冲压块33远离垂直板31的一侧开设有模具卡接槽34,模具卡接槽34内滑动设置有一号冲压模具35,一号冲压模具35远离冲压块33的一侧间距固定连接有链板模具36,收集作业框1的上端且位于垂直板31的后方固定连接有固定块37,固定块37的左右两端贯穿开设有放置槽38,固定块37靠近冲压块33的一侧开设有冲压槽39,且冲压槽39与放置槽38相互连通,固定块37的上端面开设有滑动槽,滑动槽内滑动设置有二号冲压模具40,二号冲压模具40上等间距贯穿开设有与链板模具36对应的模具槽41,固定块37的下端开设有漏料槽42,固定块37远离冲压块33的一端固定连接有辅助板43,辅助板43上固定连接有电动推杆44,电动推杆44的输出端滑动贯穿辅助板43与固定板45相连,固定板45远离电动推杆44的一端等间距设置有冲压圆柱46,固定块37靠近冲压圆柱46的一端等间距开设有圆孔,冲压圆柱46滑动设置在圆孔内,固定块37靠近冲压块33的一端设置有抵靠组件47,冲压块33上设置有导向组件49,模具卡接槽34上设置有卡接组件50,固定块37的侧端面设置有清理组件48。
36.参阅图2,所述收集作业框1上与漏料槽42对应的位置开设有凹槽11,凹槽11内活动设置有收集箱12;具体工作时,通过人工将从动辊22上卷绕的板料23依次穿过清理组件48和固定块37上的放置槽38,随后通过清理组件48对板料23的两个面进行清理,保证板料23表面基本的清洁,随后通过抵靠组件47保证板料23能够紧密的抵靠在固定块37的放置槽38内,保证进行冲压的时候,板料23能够贴合在固定块37上,避免出现变形的情况,当板料23的位置固定好之后,通过冲压气缸32带动冲压块33沿导向组件49向板料23的方向快速运动,随后冲压块33带动其上端卡接设置的一号冲压模具35和链条模具同步向板料23的方向快速运动,随后通过链条模具对板料23进行快速冲压,随后通过一号冲压模具35和二号冲压模具40的配合促使需要成型的链板与板料23分离,因此冲压成型的链条链板独特的形状,冲压成型的链板穿过二号冲压模具40上的模具槽41挂在冲压固定柱上,随后电动推杆44启动,电动推杆44通过固定板45带动冲压固定柱向后运动,直至冲压固定板45缩进固定块37的后端,此时冲压成型的多个链板通过冲压固定柱依次穿过模具槽41进入到漏料槽42内,随后冲压固定柱在电动推杆44的作用下缩进固定块37的后端之后,冲压成型的多个链板失去了外部的支撑力通过自身的重力从漏料槽42掉落进收集作业框1上端的收集箱12内,随后将收集起来的成型链板经过研磨、镀防腐层等处理之后最终得到合格的链板,在这其中链条的内外板的尺寸是不一样的,因此在加工好链条内板之后,还需要对链条外板进行加工,此时通过卡接组件50来快速的更换二号冲压模具40和一号冲压模具35,从而能够保证设备对不同尺寸的链条链板进行加工。
37.参阅图6,所述清理组件48包括回形框481、挤压弹簧杆482与清理板483,固定块37的左端位于放置槽38的位置处固定安装有回形框481,回形框481的内侧对称等间距固定安装有挤压弹簧杆482,挤压弹簧杆482远离回形框481的一端固定有清理板483,清理板483远离挤压弹簧杆482的一端设置有清理毛刷,具体工作时,板料23首先穿过回形框481的内部,随后通过挤压弹簧杆482的弹力推动清理板483紧紧的抵靠在板料23的表面,清理板483上端的清理毛刷能够在板料23运动的时候将表面的沙砾或铁屑清理干净,避免在冲压的过程中,板料23表面的杂质挤压板料23,从而导致冲压的过程中,板料23的表面出现凹陷变形,从而影响冲压过程中链条内外板的尺寸精度。
38.参阅图6,所述抵靠组件47包括锁紧螺纹杆471、匚形板472与抵靠辊473,放置槽38位于固定块37左右两端的位置对称滑动设置有匚形板472,匚形板472的内侧等间距转动连接有抵靠辊473,匚形板472的外侧转动连接有锁紧螺纹杆471,锁紧螺纹杆471与固定块37的侧面螺纹连接;具体工作时,当板料23穿过固定块37的放置槽38之后,转动固定块37的左右两端设置的锁紧螺纹杆471,锁紧螺纹杆471通过匚形板472带动抵靠辊473对板料23进行挤压,促使清理之后的板料23能够紧密的抵靠在固定块37和二号冲压模具40上,避免板料23出现褶皱的情况,同时通过抵靠辊473的转动又能够保证板料23的运动性。
39.参阅图4,所述导向组件49包括导向柱491与缓冲弹簧492,固定块37靠近冲压块33的一端的拐角处等间距固定连接有导向柱491,导向柱491远离固定块37的一端固定在垂直板31上,冲压块33的侧端面对应导向柱491的位置处开设有移动槽,冲压块33通过移动槽滑动设置在导向柱491上,导向柱491位于冲压块33和固定块37之间的部分套设有缓冲弹簧492;具体工作时,当冲压气缸32带动冲压块33向板料23的方向运动时,冲压块33沿导向柱491运动,同时冲压块33在运动的过程中不断的挤压缓冲弹簧492,缓冲弹簧492主要启动缓
冲的作用,导向柱491主要保证冲压块33上的一号冲压模具35能够与固定块37上的冲压槽39相互贴合,避免在冲压的过程中出现错位的情况,导致装置损坏。
40.参阅图7、图8和图9,所述卡接组件50包括条形槽501、棘爪502、复位弹簧503、限位块504与卡接螺纹杆505,模具卡接槽34的左右两侧开设有条形槽501,条形槽501内通过销轴转动连接有棘爪502,棘爪502的上端与冲压块33的内壁之间通过复位弹簧503固定连接,棘爪502远离复位弹簧503的一侧抵靠设置有限位块504,限位块504滑动设置在条形槽501内,限位块504远离棘爪502的一端转动连接有卡接螺纹杆505,卡接螺纹杆505远离限位块504的一端与固定块37螺纹连接且卡接螺纹杆505朝上设置;所述一号冲压模具35的左右侧端面对称开设有斜槽351,且斜槽351与棘爪502的位置对应设置;具体工作时,初始状态下,模具卡接槽34内卡接有冲压链条内链板d的一号冲压模具35,当冲压链条内链板d的一号冲压模具35完成冲压加工之后需要更换冲压链条外链板c的一号冲压模具35,首先转动卡接螺纹杆505,通过卡接螺纹杆505带动抵靠在棘爪502上端的限位块504与棘爪502进行分离,此时棘爪502从只能单向转动的方式改变为可双向转动,向上拉动冲压链条内链板d的一号冲压模具35,此时抵靠在冲压链条内链板d的一号冲压模具35斜槽351内的棘爪502转动,棘爪502与斜槽351分离,此时可以快速的将冲压链条内链板d的一号冲压模具35取出来,随后将冲压链条外链板c的一号冲压模具35插入到冲压块33上的模具卡接槽34内,直至其抵靠在模具卡接槽34内无法运动之后,反转卡接螺纹杆505,此时卡接螺纹杆505带动限位块504抵靠在棘爪502靠近复位弹簧503的一端,此时棘爪502从可双向转动改变为只能单向转动,此时拉动冲压链条外链板c的一号冲压模具35,棘爪502转动的时候被限位块504阻挡无法转动,棘爪502与斜槽351之间紧密的贴合在一起无法分离,最终一号冲压模具35被稳定的固定在模具卡接槽34内,此时在继续执行冲压作业进行链条外链板c的冲压,卡接组件50的作用是通过棘爪502和限位块504之间的配合,实现棘爪502能够在单向转动和双向转动之间进行切换,从而保证一号冲压模具35的卡接与分离,进一步的实现一号冲压模具35的快速更换,减少了设备停运的时间,提高了设备加工的效率,双向转动指的是棘爪绕铰接点可顺时针转动,也可以逆时针转动。
41.参阅图3,所述二号冲压模具40的侧端开设有固定槽401,固定槽401内滑动设置有卡固杆402,卡固杆402通过连接板403滑动设置在固定块37的上端;具体工作时,当一号冲压模具35进行更换的时候二号冲压模具40同样需要更换,此时滑动卡固杆402,卡固杆402与冲压链条内链板d的二号冲压模具40上的固定槽401进行分离,此时向上拉动冲压链条内链板d的二号冲压模具40,其与固定块37上的滑动槽进行分离,随后将冲压链条外链板c的二号冲压模具40塞进滑动槽内,随后滑动卡固杆402使其与冲压链条外链板c的二号冲压模具40上的固定槽401进行卡接,从而进一步的实现二号冲压模具40的快速更换,从而保证了设备加工的效率。
42.参阅图5,所述冲压圆柱46远离固定板45的一端为螺纹结构,且冲压圆柱46远离固定板45的一端螺纹连接有调节柱461,调节柱461主要的作用是形成链条内外板中间对称的两个孔,保证冲压的过程中链条内外板能够一次性成型,同时调节柱461是通过螺纹连接的方式与冲压圆柱46相连,因此可以通过更换不同尺寸的调节柱461来改变冲压成型的过程中链条内外板中间的孔的尺寸,调节柱461的尺寸要小于固定块37上等间距开设的圆孔,这样能够保证电动推杆44通过冲压圆柱46带动调节柱461缩进固定块37的圆孔内,这样冲压
分离出来并且套设在调节柱461上的链条内外板能够脱离调节柱461通过漏料槽42进入到收集箱12中。
43.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1