一种铝合金无缝管挤压机用挤压针及其在线加热方法与流程
1.本发明涉及热挤压制造技术领域,具体涉及一种铝合金无缝管挤压机用挤压针及其在线加热方法。
背景技术:
2.无缝管是由整支圆形金属穿孔后挤压而成,表面没有焊缝的管件。挤压机是利用金属塑性成型原理,将金属加热到一定温度,进行压力加工的一种设备。挤压针是一种通过挤压时对锭坯进行穿孔并确定空心挤压制品内孔尺寸的挤压工具。
3.挤压针在安装前需在挤压针加热炉中加热,但挤压针安装到挤压机上后,挤压针温度基本在200-250℃之间,距离生产要求温度350-370℃差距在100-150℃之间。为使挤压针升至生产温度,前期采用挤压针在挤压筒中预热,靠挤压筒的温度热传导将挤压针加热到温,此种方法所需时间基本在12小时以上,且无法达到350℃以上,基本需要上引锭通过挤压将挤压针温度提到正常温度。在挤压过程中更换针头时,挤压针需长时间在空气中冷却,针温度会降至200-250℃之间,同样需要对挤压针进行升温后再进行挤压。
技术实现要素:
4.针对现有技术的挤压针预热困难的问题,本发明提供一种铝合金无缝管挤压机用挤压针及其在线加热方法,使挤压针快速升温至生产所需温度,减少非挤压时间,提高生产效率。
5.第一方面,本发明提供一种铝合金无缝管挤压机用挤压针,包括:挤压针、加热棒固定装置、加热棒、测温装置和控制柜,所述的挤压针上设置有加热安装孔,所述的加热棒通过加热棒固定装置设置在加热安装孔中,加热棒通过线路与控制柜相连接,挤压针的针头上设置有测温安装孔,所述的测温装置设置在测温安装孔中,测温装置的引线与控制柜相连接。
6.进一步地,测温装置设置为热电偶。
7.进一步地,测温装置的引线为耐高温软线。
8.进一步地,控制柜包括plc编程控制的加热系统控制装置。
9.进一步地,加热安装孔的长度尺寸设置为40mm-120mm。
10.进一步地,加热棒包括三个1kw-3kw的加热单棒,三个加热单棒通过连接线相连接,加热棒的总功率小于10kw。
11.进一步地,连接线为快插式连接线,提高线缆插拔的效率。
12.进一步地,加热单棒的直径为30mm。
13.第二方面,本发明提供一种铝合金无缝管挤压机用挤压针的在线加热方法,包括以下步骤:
14.1)将挤压针安装在挤压机上,通过连接线连接好加热棒和测温装置;
15.2)根据生产需要确定挤压针需要加热的温度,在控制柜上设定好温度;
16.3)挤压针在挤压筒中定好位后,控制柜送电,挤压针开始加热;
17.4)通过控制柜控制挤压针温度,使其快速升温至所需温度,并在此温度下保温。
18.进一步地,通过挤压针头上测温装置的温度反馈,控制柜对挤压针进行控温,控温精度
±
5℃。
19.本发明的有益效果在于:通过在线加热,提高挤压针温度;通过控制柜控制温度,精准控制挤压针的温度;不同直径的挤压针采用不同加热功率;挤压机生产无缝管时,通过加热装置对挤压针直接进行加热,使挤压针快速升温至生产所需温度,减少非挤压时间,提高生产效率。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
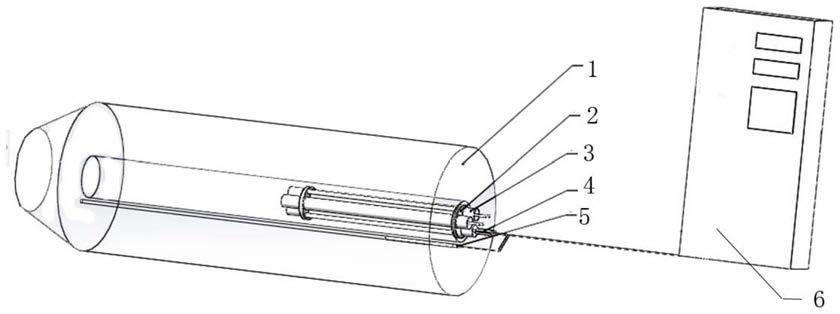
21.图1是挤压针的结构示意图。
22.图中,1-挤压针,2-加热棒固定装置,3-加热棒,4-快插式接线,5-热电偶,6-控制柜。
具体实施方式
23.为了使本技术领域的人员更好地理解本发明中的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
24.实施例
25.一种铝合金无缝管挤压机用挤压针,包括:挤压针1、加热棒固定装置2、加热棒3、连快插式接线4、热电偶5和控制柜6,挤压针1上加工加热系统安装孔,安装孔长度尺寸为60mm,用以安装加热棒固定装置2,加热棒3包括三只加热单棒,连接采用快插式连接线4,提高线缆插拔的效率,加热单棒直径为30mm,单只加热棒功率为1kw-3kw,总加热功率控制在10kw以内,挤压针1上加工测温孔,用以安装热电偶5,其中引出线采用耐500℃以上高温软线,直接连接到控制柜6中。
26.铝合金无缝管挤压机用挤压针的在线加热方法,挤压针1安装到位后,通过快插式连接线4连接好加热棒3,通过耐高温软线连接好热电偶5;根据生产需要确定挤压针1需要加热的温度,在控制柜6上设定好温度;将挤压针1在挤压筒中定好位,控制柜6送电,挤压针1开始加热,此时通过控制柜6的plc编程控制挤压针温度,使其快速升温至所需温度,并在此温度下保温,并进行精准控温,控温精度
±
5℃。
27.尽管通过参考附图并结合优选实施例的方式对本发明进行了详细描述,但本发明并不限于此。在不脱离本发明的精神和实质的前提下,本领域普通技术人员可以对本发明的实施例进行各种等效的修改或替换,而这些修改或替换都应在本发明的涵盖范围内/任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应
涵盖在本发明的保护范围之内。
技术特征:
1.一种铝合金无缝管挤压机用挤压针,其特征在于,包括:挤压针、加热棒固定装置、加热棒、测温装置和控制柜,所述的挤压针上设置有加热安装孔,所述的加热棒通过加热棒固定装置设置在加热安装孔中,加热棒通过线路与控制柜相连接,挤压针的针头上设置有测温安装孔,所述的测温装置设置在测温安装孔中,测温装置的引线与控制柜相连接。2.根据权利要求1所述的铝合金无缝管挤压机用挤压针,其特征在于,测温装置设置为热电偶。3.根据权利要求1所述的铝合金无缝管挤压机用挤压针,其特征在于,测温装置的引线为耐高温软线。4.根据权利要求1所述的铝合金无缝管挤压机用挤压针,其特征在于,控制柜包括plc编程控制的加热系统控制装置。5.根据权利要求1所述的铝合金无缝管挤压机用挤压针,其特征在于,加热安装孔的长度尺寸设置为40mm-120mm。6.根据权利要求1所述的铝合金无缝管挤压机用挤压针,其特征在于,加热棒包括三个1kw-3kw的加热单棒,三个加热单棒通过连接线相连接,加热棒的总功率小于10kw。7.根据权利要求6所述的铝合金无缝管挤压机用挤压针,其特征在于,连接线为快插式连接线。8.根据权利要求6所述的铝合金无缝管挤压机用挤压针,其特征在于,加热单棒的直径为30mm。9.一种对权利要求1所述的铝合金无缝管挤压机用挤压针的在线加热方法,其特征在于,包括以下步骤:1)将挤压针安装在挤压机上,通过连接线连接好加热棒和测温装置;2)根据生产需要确定挤压针需要加热的温度,在控制柜上设定好温度;3)挤压针在挤压筒中定好位后,控制柜送电,挤压针开始加热;4)通过控制柜控制挤压针温度,使其快速升温至所需温度,并在此温度下保温。10.根据权利要求9所述的铝合金无缝管挤压机用挤压针的在线加热方法,其特征在于,通过挤压针头上测温装置的温度反馈,控制柜对挤压针进行控温,控温精度
±
5℃。
技术总结
一种铝合金无缝管挤压机用挤压针及其在线加热方法,涉及热挤压制造技术领域,解决了挤压针预热困难的问题,包括:挤压针、加热棒固定装置、加热棒、测温装置和控制柜,所述的挤压针上设置有加热安装孔,所述的加热棒通过加热棒固定装置设置在加热安装孔中,加热棒通过线路与控制柜相连接,挤压针的针头上设置有测温安装孔,所述的测温装置设置在测温安装孔中,测温装置的引线与控制柜相连接;通过在线加热,提高挤压针温度;通过控制柜控制温度,精准控制挤压针的温度;不同直径的挤压针采用不同加热功率;挤压机生产无缝管时,通过加热装置对挤压针直接进行加热,使挤压针快速升温至生产所需温度,减少非挤压时间,提高生产效率。提高生产效率。提高生产效率。
技术研发人员:李建华 张新峰 王玉刚 王明坤 苏伟 刘坤 董瑞峰 刘博 王聪 曹帅 刘凯 王家旺 郭利 罗威 刘宁 刘伟 杨栋 张磊 李宝文
受保护的技术使用者:山东兖矿轻合金有限公司
技术研发日:2021.12.09
技术公布日:2022/4/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1