一种用于燃煤锅炉的激光熔覆管屏及其制作方法与流程
1.本发明涉及锅炉设备用的管屏技术领域,尤其涉及一种用于燃煤锅炉的激光熔覆管屏及其制作方法。
背景技术:
2.锅炉受热面管屏吸收炉膛中的热量,将热能传给管屏内部工质,加热后的工质转换成其他形式进行做功,常见的工质为水,水吸热变成蒸汽,蒸汽进入汽轮机带动发电机发电。在实际运行工作中,常常要求锅炉受热面管屏具有良好的抗磨损、抗烧损、抗腐蚀、吸热传热能力,而传统锅炉受热面管屏的缺点主要表现在如下几个方面:
3.1)锅炉尾部受热面管屏存在飞灰磨损、低温腐蚀问题;
4.2)炉膛水冷壁在高温区,存在烧损问题;
5.3)燃用硫份高煤种时,锅炉受热面管屏存在酸腐蚀问题;
6.4)燃用碱金属高煤质时,锅炉受热面管屏存在结焦腐蚀问题;
7.5)锅炉受热面管屏吸热系数不够。
8.本发明正是基于上述研究背景而提出,旨在提供一种用于燃煤锅炉的激光熔覆管屏及其制作方法,以克服上述缺陷,满足锅炉实际使用需要。
技术实现要素:
9.针对现有技术中锅炉受热面管屏存在的缺点,本发明提供一种用于燃煤锅炉的激光熔覆管屏及其制作方法,其具有结构设计合理,性能可靠稳定,尤其是抗磨损、抗烧损、耐高温腐蚀、耐低温酸腐蚀能力较强,能够改善受热面管屏的结焦特性,提升锅炉受热面管屏吸热能力等特点。
10.为了达到上述目的,本发明采用如下技术方案实现:
11.一种用于燃煤锅炉的激光熔覆管屏,所述激光熔覆管屏包括基材和熔覆层;所述基材包括若干根平行间隔布设的钢管,相邻的钢管之间通过水平布设的扁钢连接;每根钢管的左右两侧的扁钢将每根钢管的外周面分为半圆弧形迎风面和半圆弧形背风面,每根钢管相同的迎风面上左右对称设置有一个“圆弧帽”条形檩条;所述激光熔覆层通过激光熔覆的方式布设在每根钢管的迎风面上,并且所述熔覆层包括第一激光熔覆层和第二激光熔覆层;所述第一激光熔覆层的激光熔覆路线为沿着与钢管中心线呈5-85
°
夹角进行激光熔覆,第二激光熔覆层的激光熔覆路线为沿着与第一层激光熔覆路线呈60-90
°
夹角进行激光熔覆。
12.作为上述方案的进一步优化,所述激光熔覆层为铁基粉末,铁基粉末包括ni、cr、ti、mn、cu、si、b、wc、sic、al2o3、co-wc等材料构成,其重量份数比分别为:ni:0-32、cr:0-40、ti:0-18、mn:0-10.5、cu:0-15、si:0-10、b:0-5、wc;0-8、sic;0-7.5、al2o3:0-45、co-wc:0-15。
13.所述的一种用于燃煤锅炉的激光熔覆管屏的制作方法包括如下步骤:
14.步骤1:基材加工
15.包括管子矫直、抛光,扁钢校正、拉直、除锈,檩条校正、拉直、除锈,组焊,自动焊接,具体为:
16.1)管子通过矫直机进行矫直,经过磨砂抛光机除去表面氧化层,漏出金属光泽;
17.2)扁钢和檩条通过扁钢精整机进行校正、拉直、除锈;
18.3)将管子、扁钢、檩条在管屏组焊工装上进行组焊,组焊后在mpm管屏自动焊机上进行焊接;
19.步骤2:激光熔覆层加工
20.包括基材表面打磨、激光熔覆、磨修、检测步骤,具体为:
21.1)熔覆前对待激光熔覆的基材迎风面管屏进行除污、除锈、除水、除去表面氧化层;
22.2)将待熔覆区所在管屏内部通高压空气进行冷却,一直到熔覆结束后10分左右才可以停止,及时带走残余热量,更加有效减小热影响;
23.3)激光熔覆送粉:激光熔覆受热面水冷屏采用铁基粉,铁基粉末化学成分包括ni、cr、ti、mn、cu、si、b、wc、sic、al2o3、co-wc,其重量份数比ni:0-32、cr:0-40、ti:0-18、mn:0-10.5、cu:0-15、si:0-10、b:0-5、wc;0-8、sic;0-7.5、al2o3:0-45、co-wc:0-15,雾化气体输送至粉末喷嘴;
24.(4)在激光熔覆过程中,激光熔覆设备上的光束沿着水冷壁纵向在圆弧顶部来回运动,以光斑直径为0.25-2.8mm的光斑扫描辐射,激光束功率为15000-60000w,激光熔覆厚度为0.2-6mm,激光扫描速度为15mm/s-85mm/s;
25.(5)激光熔覆采用同步同轴送粉方法,激光束以送粉喷嘴为中心,环绕在送粉喷嘴附近位置,激光束环绕半径为0.5-7.5mm,粉末通过雾化气体输送至粉末喷嘴,与激光束同轴运动,粉末沿圆锥面成熔融状态环形喷射,固定在受热面管屏上;粉末喷嘴与激光束采用4轴控制,通过机械手臂及环向磁力车,控制喷嘴根据管屏的形状行走熔覆,同时根据不同配比,控制温度及喷嘴与受热面管屏高度,当配比粉末熔点较高时,温度调高,高度调低,反之亦然;激光熔覆温度在780℃-3300℃,高度0.25-55mm;在激光熔覆过程中,以受热面管屏的一个圆弧面为一个熔覆区来进行熔覆作业,管屏圆弧面宽度为25-65mm,先用工装卡住受热面管屏的一个圆弧面所在的钢管以保证该管的平面度,沿着与管屏中心线一定夹角进行第一层激光熔覆,其夹角为5-85
°
,沿着与第一层熔覆路线成60-90
°
角度进行第二层激光熔覆,当所配比铁基粉末附着性相对较弱时夹角较大,反之亦然,以保证熔覆层的结构密实度,保证熔覆层的成分组件均匀性,同时不会脱落;
26.6)熔覆后采用型号ht163厚度监测仪,对熔覆层进行厚度检查,待厚度满足使用要求,则停止激光熔覆;所述ht163厚度监测仪与粉末喷嘴能够同步安装在熔覆设备上,实现熔覆后同步进行厚度检测。
27.作为上述方案的进一步优化,所述管屏组焊工装包括上卡块、下卡块和锁紧装置,所述上卡块与下卡块均设置有与钢管、扁钢形状相适配的安装部;所述锁紧装置设置在上卡块与下卡块的左右两端位置,用于将上卡块与下卡块卡接配合。
28.作为上述方案的进一步优化,所述激光熔覆设备包括用于固定待激光熔覆管屏的固定夹具,设置在固定夹具一侧的磁力轨道车,所述磁力轨道车上设置有自动升降杆,所述
自动升降杆上设置有激光发生器;所述固定夹具正上方还设置有挂架,所述挂架底面上设置有两个环向磁力车,靠近激光发生器一侧的环向磁力车上设置有第一机械手臂,该第一机械手臂上设置有激光喷嘴和粉末喷嘴,所述激光喷嘴、粉末喷嘴和激光发生器相互配合,所述粉末喷嘴内设置有所述铁基粉末;远离激光发生器一侧的环向磁力车上设置有第二机械手臂,所述第二机械手臂上还设置有ht163厚度监测仪。
29.采用本发明一种用于燃煤锅炉的激光熔覆管屏及其制作方法具有如下有益效果:
30.(1)结构设计合理,通过条形檩条,可防止激光熔覆管屏被锅炉内烟气切向吹扫,延长受热面管屏使用寿命,改善换热效率。
31.(2)通过第一熔覆层和第二熔覆层设定的激光熔覆路径,能够确保熔覆层和基材熔合在一起时,两者的结合强度更高,能在冲击过程中吸收能量的熔覆层不会脱落。所述受热面管屏基材有一定的伸长率、强度,良好的韧性和耐磨、抗腐蚀和抗冲击、吸热性能。
32.(3)ht163厚度监测仪的设置,不仅能够对熔覆层进行厚度检查,还通过将其与粉末喷嘴同步安装在熔覆设备上,可实现熔覆后同步进行检测,大大提高了熔覆效率。
附图说明
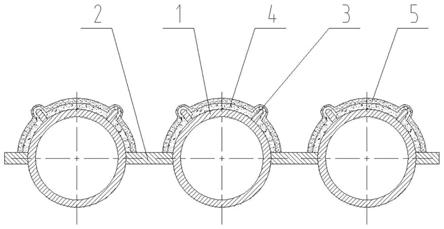
33.附图1为本发明用于燃煤锅炉的激光熔覆管屏的结构示意图。
34.附图2为本发明激光熔覆管屏的第一次激光熔覆层的熔覆路线示意图。
35.附图3为本发明激光熔覆管屏的第二次激光熔覆层的熔覆路线示意图。
36.附图4为本发明激光熔覆管屏的管屏组焊工装结构示意图。
37.附图5为本发明激光熔覆管屏的激光熔覆设备结构示意图。
具体实施方式
38.下面结合附图1-5对本发明一种用于燃煤锅炉的激光熔覆管屏及其制作方法作以详细说明。
39.一种用于燃煤锅炉的激光熔覆管屏,所述激光熔覆管屏包括基材和熔覆层;所述基材包括若干根平行间隔布设的钢管1,相邻的钢管之间通过水平布设的扁钢2连接;每根钢管的左右两侧的扁钢将每根钢管的外周面分为半圆弧形迎风面和半圆弧形背风面,每根钢管相同的迎风面上左右对称设置有一个“圆弧帽”条形檩条3;所述激光熔覆层通过激光熔覆的方式布设在每根钢管的迎风面上,并且所述熔覆层包括第一激光熔覆层4和第二激光熔覆层5;所述第一激光熔覆层的激光熔覆路线为沿着与钢管中心线呈5-85
°
夹角进行激光熔覆,第二激光熔覆层的激光熔覆路线为沿着与第一层激光熔覆路线呈60-90
°
夹角进行激光熔覆。所述激光熔覆层为铁基粉末,铁基粉末包括ni、cr、ti、mn、cu、si、b、wc、sic、al2o3、co-wc等材料构成,其重量份数比分别为:ni:0-32、cr:0-40、ti:0-18、mn:0-10.5、cu:0-15、si:0-10、b:0-5、wc;0-8、sic;0-7.5、al2o3:0-45、co-wc:0-15。
40.所述的一种用于燃煤锅炉的激光熔覆管屏的制作方法包括如下步骤:
41.步骤1:基材加工
42.包括管子矫直、抛光,扁钢校正、拉直、除锈,檩条校正、拉直、除锈,组焊,自动焊接,具体为:
43.1)管子通过矫直机进行矫直,经过磨砂抛光机除去表面氧化层,漏出金属光泽;
44.2)扁钢和檩条通过扁钢精整机进行校正、拉直、除锈;
45.3)将管子、扁钢、檩条在管屏组焊工装上进行组焊,组焊后在mpm管屏自动焊机上进行焊接;
46.步骤2:激光熔覆层加工
47.包括基材表面打磨、激光熔覆、磨修、检测步骤,具体为:
48.1)熔覆前对待激光熔覆的基材迎风面管屏进行除污、除锈、除水、除去表面氧化层;
49.2)将待熔覆区所在管屏内部通高压空气进行冷却,一直到熔覆结束后10分左右才可以停止,及时带走残余热量,更加有效减小热影响;
50.3)激光熔覆送粉:激光熔覆受热面水冷屏采用铁基粉,铁基粉末化学成分包括ni、cr、ti、mn、cu、si、b、wc、sic、al2o3、co-wc,其重量份数比ni:0-32、cr:0-40、ti:0-18、mn:0-10.5、cu:0-15、si:0-10、b:0-5、wc;0-8、sic;0-7.5、al2o3:0-45、co-wc:0-15,雾化气体输送至粉末喷嘴;
51.(4)在激光熔覆过程中,激光熔覆设备上的光束沿着水冷壁纵向在圆弧顶部来回运动,以光斑直径为0.25-2.8mm的光斑扫描辐射,激光束功率为15000-60000w,激光熔覆厚度为0.2-6mm,激光扫描速度为15mm/s-85mm/s;
52.(5)激光熔覆采用同步同轴送粉方法,激光束以送粉喷嘴为中心,环绕在送粉喷嘴附近位置,激光束环绕半径为0.5-7.5mm,粉末通过雾化气体输送至粉末喷嘴,与激光束同轴运动,粉末沿圆锥面成熔融状态环形喷射,固定在受热面管屏上;粉末喷嘴与激光束采用4轴控制,通过机械手臂及环向磁力车,控制喷嘴根据管屏的形状行走熔覆,同时根据不同配比,控制温度及喷嘴与受热面管屏高度,当配比粉末熔点较高时,温度调高,高度调低,反之亦然;激光熔覆温度在780℃-3300℃,高度0.25-55mm;在激光熔覆过程中,以受热面管屏的一个圆弧面为一个熔覆区来进行熔覆作业,管屏圆弧面宽度为25-65mm,先用工装卡住受热面管屏的一个圆弧面所在的钢管以保证该管的平面度,沿着与管屏中心线一定夹角进行第一层激光熔覆,其夹角为5-85
°
,沿着与第一层熔覆路线成60-90
°
角度进行第二层激光熔覆,当所配比铁基粉末附着性相对较弱时夹角较大,反之亦然,以保证熔覆层的结构密实度,保证熔覆层的成分组件均匀性,同时不会脱落;
53.6)熔覆后采用型号ht163厚度监测仪,对熔覆层进行厚度检查,待厚度满足使用要求,则停止激光熔覆;所述ht163厚度监测仪与粉末喷嘴能够同步安装在熔覆设备上,实现熔覆后同步进行厚度检测。
54.所述管屏组焊工装包括上卡块6、下卡块7和锁紧装置8,所述上卡块与下卡块均设置有与钢管、扁钢形状相适配的安装部;所述锁紧装置设置在上卡块与下卡块的左右两端位置,用于将上卡块与下卡块卡接配合。
55.所述激光熔覆设备包括用于固定待激光熔覆管屏的固定夹具9,设置在固定夹具一侧的磁力轨道车10,所述磁力轨道车上设置有自动升降杆11,所述自动升降杆上设置有激光发生器12;所述固定夹具正上方还设置有挂架13,所述挂架底面上设置有两个环向磁力车14,靠近激光发生器一侧的环向磁力车上设置有第一机械手臂15,该第一机械手臂上设置有激光喷嘴16和粉末喷嘴17,所述激光喷嘴、粉末喷嘴和激光发生器相互配合,所述粉末喷嘴内设置有所述铁基粉末;远离激光发生器一侧的环向磁力车上设置有第二机械手臂
18,所述第二机械手臂上还设置有ht163厚度监测仪19。
56.与普通熔覆管屏相比,本发明与之的实验对比情况如下表1:
57.表1本发明与普通激光熔覆管屏性能检测对比
[0058][0059][0060]
由表1不难看出,本发明采用的激光熔覆管屏在稀释率、结合强度、成分组织均匀性、硬度耐磨性、气孔方面均优于单向往复制作的普通激光熔覆管屏,尤其是结合强度能够提高25-40%,因而本发明具有较高的应用前景。
[0061]
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和应用本发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于这里的实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1