基于双臂协作的环面蜗轮滚刀前刀面加工系统及其方法
1.本发明涉及环面蜗轮加工技术领域,尤其是涉及一种基于双臂协作的环面蜗轮滚刀前刀面加工系统及其方法。
背景技术:
2.与圆柱蜗杆传动相比,环面蜗杆传动具有承载能力强、体积小、传动效率高和使用寿命长等优点,能够很好地满足机械行业对传动装置小型化和轻量化的需求。环面蜗杆传动中的蜗轮通常由环面蜗轮滚刀滚切而成,环面蜗轮滚刀以环面蜗杆为基体制造而成,由于环面蜗轮滚刀各个刀齿的形状不同、滚刀基本蜗杆齿面螺旋线上各处的螺旋升角也不相同,导致环面蜗轮滚刀的制造比较复杂,特别是环面蜗轮滚刀螺旋槽前刀面的成形及加工方法,将直接影响刀齿的切削性能和滚切蜗轮的齿面质量。因此有必要提升环面蜗轮滚刀的加工制造水平,以促进二次包络环面蜗杆传动的发展。
3.目前,针对环面蜗轮滚刀前刀面的加工,大多采用机床铣削方法,对于直槽滚刀而言,机床铣削加工方法简单,不要求机床的c轴联动,但是对于螺旋槽滚刀来说,不仅需要四轴联动的机床,并且由于前刀面是复杂曲面,边齿的齿根等加工区域加工路径复杂,一方面传统机床铣削的加工精度难以保证,另一方面传统机床铣削的加工路径将会对机床本身的灵活性产生更高的要求,数控机床在对复杂曲面进行加工操作时,由于设备本身自由度及操作度的限制,可能存在加工盲区,最终导致无法适用于狭小空间中复杂曲面的加工制造。
技术实现要素:
4.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种基于双臂协作的环面蜗轮滚刀前刀面加工系统及其方法,以实现环面蜗轮滚刀螺旋槽前刀面的自动化精准加工。
5.本发明的目的可以通过以下技术方案来实现:一种基于双臂协作的环面蜗轮滚刀前刀面加工系统,包括第一机械臂和第二机械臂,所述第一机械臂的末端通过第一电主轴连接安装有滚刀基本蜗杆,所述第二机械臂的末端通过第二电主轴连接安装有加工刀具,所述第一机械臂和第二机械臂分别根据设定的对应的加工轨迹和指令,以分别控制滚刀基本蜗杆的工作位置、加工刀具的工作位置和加工力。
6.进一步地,所述第一机械臂和第二机械臂分别连接至同一控制器,所述控制器内存储有对应于第一机械臂和第二机械臂的控制程序。
7.进一步地,所述第二机械臂的末端还安装有用于采集加工接触力的力矩传感器。
8.进一步地,所述加工刀具为铣刀或指状砂轮。
9.一种基于双臂协作的环面蜗轮滚刀前刀面加工方法,包括以下步骤:
10.s1、建立双机械臂运动学模型,并进行基坐标系标定;
11.s2、生成环面蜗轮滚刀螺旋槽前刀面的加工路径,并规划相应的初步加工轨迹;
12.s3、构建双机械臂协作加工控制框架;
13.s4、搭建双机械臂协作加工仿真平台,通过仿真进行碰撞检查及碰撞处理,以保证双机械臂能够平稳连续地运动;
14.基于仿真结果对初步加工轨迹以及双机械臂的控制指令进行调整;
15.s5、根据调整后的加工轨迹以及控制指令,离线生成双机械臂协作加工环面蜗轮滚刀螺旋槽前刀面的控制程序;
16.s6、将待加工的滚刀基本蜗杆安装至第一机械臂的末端、在第二机械臂的末端安装加工刀具;
17.第一机械臂和第二机械臂分别按照控制程序发生运动,完成环面蜗轮滚刀螺旋槽前刀面加工。
18.进一步地,所述步骤s1的具体过程为:建立双机械臂与滚刀基本蜗杆、加工刀具之间的封闭运动链,包括两条开环运动链,其中一条开环运动链为第一机械臂基座-第一机械臂末端-滚刀基本蜗杆-加工位置点,另一条开环运动链为第一机械臂基座-第二机械臂基座-第二机械臂末端-加工刀具-加工位置点;
19.之后使用激光跟踪仪标定第一机械臂、第二机械臂的基坐标系,根据相对坐标变换原理,得到第一机械臂基坐标系与第二机械臂基坐标系之间的相对变换矩阵。
20.进一步地,所述步骤s2的具体过程为:由加工刀具σ
qd
展成螺旋槽前刀面σ3,加工位置点m对应的滚刀基本蜗杆的轴向坐标为zi,且有-0.5lw≤zi≤0.5lw,其中,lw为滚刀基本蜗杆的工作长度;
21.第二机械臂夹持加工刀具沿i
qod
轴和j
qod
轴移动的瞬时速度分别为v
x
和vy,位移分别为并且满足并且满足其中,x
qod
(0)和y
qod
(0)分别为加工刀具沿i
qod
轴和j
qod
轴的初始位移;
22.第一机械臂夹持的滚刀基本蜗杆绕回转轴k
qo1
的瞬时转速为ω
q1
,转角为,转角为其中,为滚刀基本蜗杆的喉部转到s平面时对应蜗杆毛坯的转角,滚刀基本蜗杆绕回转轴k
qo1
的瞬时转速ω
q1
与第二机械臂夹持加工刀具沿j
qod
轴移动的瞬时速度vy成正比,即ω
q1
=i
qd1
·
vy,其中,i
qd1
为滚刀基本蜗杆转动和加工刀具移动的速比;
23.第二机械臂夹持加工刀具围绕原点运动,加工刀具在滚刀基本蜗杆经过的路径即为加工轨迹,将加工轨迹离散化,得到单位切线矢量τ和单位内法线矢量f两个方向,然后根据这两个矢量方向,进一步确定第二机械臂末端加工刀具的姿态,其切矢量方向为加工路径的方向,法矢量方向是加工力的方向;
24.根据环面蜗轮滚刀螺旋槽前刀面的加工工艺要求,对第二机械臂末端加工刀具的姿态规定如下:在加工作业过程中,加工轨迹上路径点的法线矢量f与加工刀具tcp坐标系的x
t
方向重合,同时也是第二机械臂末端进行恒力控制的方向;tcp坐标系的y
t
方向为路径点的切线矢量τ、且指向下一个加工位置点,同时也是加工刀具移动的方向,加工刀具的tcp坐标系的z
t
方向与路径点的法线矢量f与切线矢量τ的叉乘方向w=f
×
τ重合,且符合右手定则。
25.进一步地,所述步骤s3的具体过程为:第一机械臂夹持滚刀基本蜗杆进行位置控
制,以精确跟踪加工轨迹;第二机械臂夹持加工刀具进行加工轨迹跟踪,并通过实时采集加工接触力、基于阻抗控制算法进行加工刀具的恒定加工力控制。
26.进一步地,所述步骤s4的具体过程为:搭建与实物物理平台比例为1:1的双机械臂协作加工环面蜗轮滚刀螺旋槽前刀面系统仿真平台;
27.仿真过程中启动碰撞检测,若发生碰撞,则将两台机械臂设定为暂停状态;
28.仿真结束后生成机械臂各关节的转动角度序列图、关节角轨迹跟踪图、关节角轨迹跟踪误差图、期望轨迹与实际轨迹对比图,由各关节转角序列图确定两台机械臂是否平稳连续地运动,并根据关节角轨迹跟踪图、关节角轨迹跟踪误差图、期望轨迹与实际轨迹对比图,以确定加工轨迹、控制算法的正确性,从而对初步加工轨迹以及双机械臂的控制指令进行调整。
29.进一步地,所述步骤s4具体是采用solidworks与matlab/simulink模块联合搭建双机械臂协作加工环面蜗轮滚刀螺旋槽前刀面系统仿真平台。
30.与现有技术相比,本发明通过设置双机械臂,并在第一机械臂的末端通过第一电主轴连接安装有滚刀基本蜗杆、在第二机械臂的末端通过第二电主轴连接安装有加工刀具,利用第一机械臂和第二机械臂分别根据设定的对应的加工轨迹和指令,以分别控制滚刀基本蜗杆的工作位置、加工刀具的工作位置和加工力。由此实现环面蜗轮滚刀螺旋槽前刀面的自动化加工,能够有效提高生产效率,降低生产成本,尤其适用于狭小空间中复杂曲面的加工制造。
31.本发明首先建立双机械臂与滚刀基本蜗杆、加工刀具之间的封闭运动链模型,通过生成环面蜗轮滚刀螺旋槽前刀面的加工路径、规划加工轨迹,并构建双机械臂协作加工控制框架,结合仿真模型进行碰撞检查及碰撞处理,以保证双机械臂能够平稳连续地运动;此外还基于仿真结果对初步加工轨迹以及双机械臂的控制指令进行调整,由此保证双机械臂对应的加工轨迹以及控制指令的准确性,进而大大提高环面蜗轮滚刀螺旋槽前刀面的加工精度。
附图说明
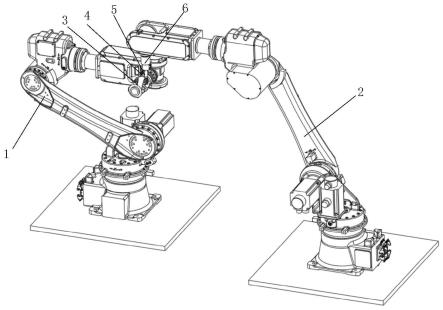
32.图1为本发明的系统结构示意图;
33.图2为双机械臂协作加工坐标系示意图;
34.图3为螺旋槽前刀面加工原理示意图;
35.图4为双机械臂之间的位姿约束关系图;
36.图5为双机械臂协作加工控制架构示意图;
37.图中标记说明:1、第一机械臂,2、第二机械臂,3、滚刀基本蜗杆,4、第一电主轴,5、加工刀具,6、第二电主轴。
具体实施方式
38.下面结合附图和具体实施例对本发明进行详细说明。
39.实施例
40.如图1所示,一种基于双臂协作的环面蜗轮滚刀前刀面加工系统,包括第一机械臂1和第二机械臂2,第一机械臂1的末端通过第一电主轴4连接安装有滚刀基本蜗杆3,第二机
械臂2的末端通过第二电主轴6连接安装有加工刀具5,第一机械臂1和第二机械臂2分别根据设定的对应的加工轨迹和指令,以分别控制滚刀基本蜗杆3和加工刀具5的工作位置。
41.其中,第一机械臂1和第二机械臂2分别连接至同一控制器,控制器内存储有对应于第一机械臂1和第二机械臂2的控制程序。
42.在实际应用中,第二机械臂2的末端还安装有用于采集加工接触力的力矩传感器,以便对加工刀具5的加工力进行恒定控制。
43.根据加工需求,加工刀具5可选用铣刀(用于进行环面蜗轮滚刀螺旋槽前刀面的粗加工)或指状砂轮(用于进行环面蜗轮滚刀螺旋槽前刀面的精加工)。
44.将上述系统应用于实际中,以实现一种基于双臂协作的环面蜗轮滚刀前刀面加工方法,包括以下步骤:
45.s1、建立双机械臂运动学模型,并进行基坐标系标定,具体的:
46.建立双机械臂与滚刀基本蜗杆、加工刀具之间的封闭运动链,包括两条开环运动链,其中一条开环运动链为第一机械臂基座-第一机械臂末端-滚刀基本蜗杆-加工位置点,另一条开环运动链为第一机械臂基座-第二机械臂基座-第二机械臂末端-加工刀具-加工位置点;
47.之后使用激光跟踪仪标定第一机械臂、第二机械臂的基坐标系,根据相对坐标变换原理,得到第一机械臂基坐标系与第二机械臂基坐标系之间的相对变换矩阵;
48.s2、生成环面蜗轮滚刀螺旋槽前刀面的加工路径,并规划相应的初步加工轨迹,具体的:
49.由加工刀具σ
qd
展成螺旋槽前刀面σ3,加工位置点m对应的滚刀基本蜗杆的轴向坐标为zi,且有-0.5lw≤zi≤0.5lw,其中,lw为滚刀基本蜗杆的工作长度;
50.第二机械臂夹持加工刀具沿i
qod
轴和j
qod
轴移动的瞬时速度分别为v
x
和vy,位移分别为并且满足并且满足其中,x
qod
(0)和y
qod
(0)分别为加工刀具沿i
qod
轴和j
qod
轴的初始位移;
51.第一机械臂夹持的滚刀基本蜗杆绕回转轴k
qo1
的瞬时转速为ω
q1
,转角为,转角为其中,为滚刀基本蜗杆的喉部转到s平面时对应蜗杆毛坯的转角,滚刀基本蜗杆绕回转轴k
qo1
的瞬时转速ω
q1
与第二机械臂夹持加工刀具沿j
qod
轴移动的瞬时速度vy成正比,即ω
q1
=i
qd1
·
vy,其中,i
qd1
为滚刀基本蜗杆转动和加工刀具移动的速比;
52.第二机械臂夹持加工刀具围绕原点运动,加工刀具在滚刀基本蜗杆经过的路径即为加工轨迹,将加工轨迹离散化,得到单位切线矢量τ和单位内法线矢量f两个方向,然后根据这两个矢量方向,进一步确定第二机械臂末端加工刀具的姿态,其切矢量方向为加工路径的方向,法矢量方向是加工力的方向;
53.根据环面蜗轮滚刀螺旋槽前刀面的加工工艺要求,对第二机械臂末端加工刀具的姿态规定如下:在加工作业过程中,加工轨迹上路径点的法线矢量f与加工刀具tcp坐标系的x
t
方向重合,同时也是第二机械臂末端进行恒力控制的方向;tcp坐标系的y
t
方向为路径点的切线矢量τ、且指向下一个加工位置点,同时也是加工刀具移动的方向,加工刀具的tcp
坐标系的z
t
方向与路径点的法线矢量f与切线矢量τ的叉乘方向w=f
×
τ重合,且符合右手定则;
54.s3、构建双机械臂协作加工控制框架,具体的:第一机械臂夹持滚刀基本蜗杆进行位置控制,以精确跟踪加工轨迹;第二机械臂夹持加工刀具进行加工轨迹跟踪,并通过实时采集加工接触力、基于阻抗控制算法进行加工刀具的恒定加工力控制;
55.s4、搭建双机械臂协作加工仿真平台,通过仿真进行碰撞检查及碰撞处理,以保证双机械臂能够平稳连续地运动;
56.基于仿真结果对初步加工轨迹以及双机械臂的控制指令进行调整;
57.具体的:
58.首先搭建与实物物理平台比例为1:1的双机械臂协作加工环面蜗轮滚刀螺旋槽前刀面系统仿真平台,本实施例采用solidworks与matlab/simulink模块联合搭建仿真平台;
59.在仿真过程中启动碰撞检测,若发生碰撞,则将两台机械臂设定为暂停状态;
60.仿真结束后生成机械臂各关节的转动角度序列图、关节角轨迹跟踪图、关节角轨迹跟踪误差图、期望轨迹与实际轨迹对比图,由各关节转角序列图确定两台机械臂是否平稳连续地运动,并根据关节角轨迹跟踪图、关节角轨迹跟踪误差图、期望轨迹与实际轨迹对比图,以确定加工轨迹、控制算法的正确性,从而对初步加工轨迹以及双机械臂的控制指令进行调整;
61.s5、根据调整后的加工轨迹以及控制指令,离线生成双机械臂协作加工环面蜗轮滚刀螺旋槽前刀面的控制程序;
62.s6、将待加工的滚刀基本蜗杆安装至第一机械臂的末端、在第二机械臂的末端安装加工刀具;
63.第一机械臂和第二机械臂分别按照控制程序发生运动,完成环面蜗轮滚刀螺旋槽前刀面加工。
64.本实施例以修形的环面蜗杆副为例,其中,环面蜗轮滚刀基本参数为:中心距aq=160mm,传动比i
12
=10,滚刀头数z1=4,蜗轮分度圆压力角α=21.8667
°
,蜗轮分度圆直径d2=255mm,蜗杆分度圆直径d1=65mm,滚刀齿顶圆弧半径r
a1
=122.24mm,滚刀齿根圆弧半径r
f1
=133.24mm,滚刀工作长度lw=90mm,滚刀喉部分度圆导成角γm=21.4205
°
,主基圆直径db=95mm。
65.采用两台型号为er20-c10的机械臂,其载重为20kg、自重为220kg、臂展为1722mm,滚刀基本蜗杆3通过第一电主轴4安装在第一机械臂1末端,加工刀具5则通过第二电主轴6安装在第二机械臂2末端。
66.基于本技术方案提出的方法过程,本实施例的应用过程包括:
67.一、首先建立双机械臂协作加工环面蜗轮滚刀螺旋槽前刀面的坐标系系统,如图2所示。机械臂与待加工滚刀基本蜗杆之间形成了一条封闭的运动链,其中坐标系定义如下:tw表示世界坐标系,t
b1
、t
b2
、t
f1
、t
f2
分别表示夹持滚刀基本蜗杆的机械臂1和夹持加工刀具的机械臂2的基坐标系、末端坐标系,to表示工件坐标系,t
t
表示加工刀具坐标系,tj表示滚刀基本蜗杆加工路径上任意离散点坐标系,tw与t
b1
重合。根据双机械臂与待加工滚刀基本蜗杆形成的闭链运动学关系,可解耦成两条开式运动链:一条是夹持滚刀基本蜗杆的机械臂1由“机械臂1的基座-末端-夹具-滚刀基本蜗杆-加工点”组成的运动链,另一条是夹持加
工刀具的机械臂2由“机械臂1基座-机械臂2基座-末端-加工刀具-加工点”,双机械臂的各自末端相对于基坐标系的映射关系为:
[0068][0069]
其中,0tw根据具体加工轨迹要求确定,是一个已知时变矩阵,
b1
t
b2
通过基坐标系标定确定,otj根据加工轨迹确定,
f1
to、
f2
t
t
根据安装方式经tcp工具标定确定,wtj,wt
t
重合。根据双机械臂的各自末端相对于基坐标系的映射关系,分别利用双机械臂的逆运动学,可得到机械臂各关节的运动角度。
[0070]
利用激光跟踪仪标定系统,其中激光跟踪仪坐标系为固定的测量坐标系,分别标定出机械臂1、2的基坐标系相对于测量坐标系的变换矩阵t1,t2。基于相对坐标变换原理,由公式
b2
t
b1
=t
1-1
t2,计算得到两台机械臂的基坐标系之间的相对位姿齐次矩阵
b1
t
b2
。
[0071]
二、如图3所示,由加工刀具∑
qd
展成螺旋槽前刀面∑3,加工点m对应的滚刀基本蜗杆的轴向坐标为zi(-45mm≤zi≤45mm),lw为滚刀基本蜗杆的工作长度。设定机械臂2夹持加工刀具沿j
qod
轴的总位移为y
qod
=120mm,即从y
qod
=-60mm运动到y
qod
=60mm,机械臂1夹持的滚刀基本蜗杆绕回转轴k
qol
的总转角为的总转角为转角从530.835
°
变化到552.312
°
,其中,滚刀基本蜗杆的喉部转到s平面时对应蜗杆毛坯的转角滚刀基本蜗杆转动和加工刀具移动的速比i
qdl
=0.358。
[0072]
根据环面蜗轮滚刀加工工艺要求,两台机械臂在协作加工的过程中,它们的运动约束关系如下:机械臂1夹持滚刀基本蜗杆跟踪加工轨迹并不断的调整加工姿态,使加工路径点的法方向f始终保持水平;机械臂2夹持加工刀具,根据闭环约束运动链实时计算得到运动轨迹,同时末端加工刀具的恒力控制x
t
方向保持水平,且与加工路径点的法线方向f重合。y
t
,z
t
方向进行位置跟踪,确保双机械臂协调加工过程中,保持确定的位姿约束关系。双机械臂之间的位姿约束关系如图4所示。
[0073]
机械臂1的位姿约束为:机械臂1夹持滚刀基本蜗杆,保持滚刀基本蜗杆工件坐标系to相对机械臂1基坐标系t
b1
的位置向量
b1
po=[x y z]
t
不变,同时不断调整打磨姿态使加工路径点的法向方向f水平即
b1rj
=[1 0 0]
t
,路径点的位姿变换矩阵
b1
tj为:
b1
t
f1
=
b1
to(otj)-1
(
f1
to)-1
,其中,
b1rf1
为末端坐标系相对基坐标系的姿态旋转矩阵,
f1ro
为滚刀基本蜗杆工件坐标系相对末端坐标系的姿态旋转矩阵,
b1
po为工件坐标系相对基坐标系的位置矩阵,
b1
tj、otj、
f1
to都已知,根据步骤一建立的双机械臂运动学模型,可计算得到机械臂1各关节的运动角度。
[0074]
机械臂2的位姿约束为:在机械臂2的笛卡尔操作空间中,对机械臂2进行力/位操作空间分解,即在x
t
方向进行恒力控制,y
t
,z
t
方向进行位置控制。机械臂2夹持加工刀具跟踪加工轨迹,同时保持恒力控制方向与路径点的法向方向f重合。因此在机械臂2加工刀具坐标系的x
t
方向进行恒力控制,且始终保持水平即加工姿态为
b2rt
=[1 0 0]
t
,在y
t
,z
t
方向进行位置控制跟随加工轨迹。根据步骤一建立的双机械臂运动学模型,计算得到机械臂2加工刀具末端的位置
b2
p
t
=[x
t y
t z
t
]
t
=
b2
t
b1b1
t
f1f1
to[x
j y
i z
j 1]
t
,其中,
b2
t
b1
为机械臂1相对机械臂2基坐标系的齐次变换矩阵,
b1
t
f1
为机械臂1末端坐标系相对基坐标系的齐次变换矩阵,
f1
to为滚刀基本蜗杆工件坐标系相对机械臂1末端坐标系的齐次变换矩阵。机械臂2的位
姿变换矩阵
b2
t
t
为:
b2
t
f2
=
b2
t
t
(
f2
t
t
)-1
,其中,
b2
t
t
、
f2
t
t
都已知,根据步骤一建立的双机械臂运动学模型,可得到机械臂2各关节的运动角度。
[0075]
三、采用一个控制器实现两台机械臂的控制,其中机械臂1夹持滚刀基本蜗杆进行位置控制,精确跟踪打磨轨迹,根据协调约束关系获得夹持加工刀具的机械臂2的运动轨迹,同时机械臂2进行轨迹跟踪且保持恒力加工,协作完成加工任务。协作控制架构如图5所示。夹持滚刀基本蜗杆的机械臂1采用pd位置控制方式进行加工轨迹跟踪,夹持加工刀具的机械臂2通过末端安装的六维力传感器实时采集加工接触力,采用基于位置的阻抗控制算法进行机械臂1的x
t
方向的恒定加工力的控制。
[0076]
由于本技术方案所搭建控制系统的控制周期较短,因此不考虑积分的特性,机械臂1采用单关节pd控制方式。各关节期望位置θ
ti
通过逆运动学计算得到,关节位置θi、关节速度通过六维力传感器实时采集获得,则机械臂各关节驱动量为通过六维力传感器实时采集获得,则机械臂各关节驱动量为其中k
pi
为比例系数,k
vi
为微分系数。
[0077]
针对各关节伺服控制系统中控制参数k
pi
、k
vi
的调节,先根据偏差震荡幅度的大小不断调节比例系数以快速减小误差,然后调节微分系数降低偏差的震荡频率,迅速准确地跟踪轨迹的变化,保证整个机械臂运动被控过程是稳定的。将关节伺服控制系统中的每个关节视作单输入单输出系统,每个关节进行单独控制,然后通过驱动器的周期同步插补模式完成各关节同步联动控制,实现机械臂精确地运动控制。
[0078]
机械臂2通过末端安装的六维力传感器实时采集与环面蜗杆的接触力信息,经滤波、力传感器重力补偿后得到x
t
方向的实际加工力f,其与期望接触力fd的偏差fe作为一个二阶低通滤波器的输入,输出x
t
方向的位置修正值δx,通过选择矩阵s、s将修正值反馈给机器人笛卡尔操作空间x方向的参考运动轨迹,更新机械臂运动轨迹,经机械臂运动学计算得到各关节角度,当机械臂进入下一个打磨周期时,机械臂2末端的六维力传感器继续采集打磨力接触信息,重复执行上述步骤,不断更新打磨轨迹,直至完成加工环面蜗轮滚刀螺旋槽前刀面的任务。
[0079]
四、采用solidworks与matlab/simulink模块联合搭建双机械臂协作加工环面蜗轮滚刀螺旋槽前刀面仿真平台,仿真平台由仿真环境搭建、算法开发与编程、仿真数据传输三部分。仿真系统的搭建是利用solidworks三维软件模型建立双机械臂协作加工环面蜗杆螺旋槽前刀面系统cad模型,然后通过sinmscape multibody link插件将系统cad模型导出成matlab可以读取的xml格式文件和step模型,最后通过读取xml格式文件将系统step模型加载到matlab/simulink中,生成加工系统仿真模型图。导入simulink的原始系统仿真模型无法进行直接控制,需要进一步对模型进行优化和相关控制参数配置,包络step模型路径修改、rotation输入输出量配置、机械臂初始姿态关节角配置及关节旋转正方向设定等,利用scope组件、to workspace组件保存数据,最后封装成一个独立的模块。
[0080]
五、首先生成机械臂各关节角、速度及加速度变化图,如果变化图中曲线平稳连续,则步骤一中建立的双机械臂加工滚刀螺旋槽前刀面系统的运动学模型正确。其次生成实际轨迹与期望轨迹对比图与关节角轨迹跟踪误差图,如果实际轨迹可以按照期望轨迹运动且误差较小,则机械臂1基于pd位置控制方式正确;对机械臂2末端x
t
方向施加一个外力,观察轨迹图是否会适应外力进行调整重新回到加工路径上,如果机械臂可以适应外力的变
化进行运动轨迹调整,并且当干扰力为零时,机械臂可以快速稳定的继续跟踪期望轨迹,则基于位置阻抗控制算法对机械臂2的加工恒力控制可行。
[0081]
六、针对仿真结果,对双机械臂加工滚刀螺旋槽前刀面过程进行调整,综合调整后离线生成双机械臂协作加工环面蜗轮滚刀螺旋槽前刀面的程序。
[0082]
综上可知,采用本发明提出的技术方案,能够实现环面蜗轮滚刀螺旋槽前刀面的自动化加工,可有效提高生产效率和加工精度,尤其适用于狭小空间中复杂曲面的加工制造。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1