一种物流搬运车车腿自动焊接装置的制作方法
1.本发明属于搬运车焊装技术领域,具体地说,本发明涉及一种物流搬运车车腿自动焊接装置。
背景技术:
2.现在的物流搬运车车腿焊接工装为手动焊接工装,先将一侧扁铁靠在定位基准上,然后放上面板,然后再放上另外一侧的扁铁,在两个扁铁之间放上活动间隔套支撑,然后在另外一侧的扁铁外侧水平快夹夹紧。
3.先人工点焊,然后与车头点焊,然后再翻身完成背面分段焊缝的焊接工作。
4.上述物流搬运车车腿焊接工装的缺陷:1、手动焊接工装,人工定位装夹,定位装夹效率低,自动化程度低。
5.2、手动水平快夹夹紧,可靠性较低,使得扁铁和面板焊接后焊缝直线度较低,焊接后的车腿统一性较差。
6.3、先人工点焊,然后与车头点焊,然后再翻身完成背面分段焊缝的焊接工作;焊接过程中,中途翻转,脱离定位基准,焊接变形不可控,焊接后的车腿误差较大,车腿统一性较差。
技术实现要素:
7.本发明提供一种物流搬运车车腿自动焊接装置,以解决上述背景技术中存在的问题。
8.为了实现上述目的,本发明采取的技术方案为:一种物流搬运车车腿自动焊接装置,包括机架、工装平台、侧板定位机构、面板支撑机构一、面板支撑机构二、面板定位机构、车头定位机构、侧板内撑夹紧机构一和侧板内撑夹紧机构二,所述工装平台与机架上端定位连接,所述侧板定位机构设有两组,且分别与工装平台紧固连接,所述面板支撑机构一设有两组,且分别与工装平台紧固连接,所述面板支撑机构二和面板定位机构分别与工装平台紧固连接,所述车头定位机构与工装平台一侧上端面紧固连接,所述侧板内撑夹紧机构一与工装平台一侧上端面紧固连接,所述侧板内撑夹紧机构二与工装平台另一侧上端面紧固连接。
9.优选的,所述机架一侧相邻直角边设有固定座,另一侧相邻直角边设有固定气缸。
10.优选的,所述侧板定位机构包括定板、一级撑板、侧板定位气缸、二级撑板、平移板和动板,所述二级撑板通过立柱与一级撑板紧固连接,所述定板与二级撑板上端边缘紧固连接,所述一级撑板上平行设有导轨,导轨上滑动设有滑块,所述一级撑板上端边缘紧固设有竖板,所述侧板定位气缸的缸体与竖板紧固连接,侧板定位气缸的活塞杆与平移板侧面紧固连接,所述平移板下端与滑块紧固连接,所述动板与平移板上端紧固连接;所述定板、二级撑板和动板背面设有电磁铁。
11.优选的,所述定板和动板每侧都设有两个角度传感器。
12.优选的,所述面板支撑机构一包括两个支座一,所述支座一上对称设有两个电磁铁。
13.优选的,所述面板支撑机构二包括支座二,所述支座二上设有电磁铁。
14.优选的,所述面板定位机构包括支座三和面板定位气缸,所述面板定位气缸与支座三紧固连接。
15.优选的,所述车头定位机构包括支座四和车头定位气缸,所述车头定位气缸与支座四紧固连接,所述车头定位气缸的活塞杆端部设有凸台。
16.优选的,所述侧板内撑夹紧机构一包括支座五、焊接夹紧气缸一、压杆一和等腰梯形压块一,所述焊接夹紧气缸一与支座五上端紧固连接,所述压杆一与焊接夹紧气缸一旋转端紧固连接,所述等腰梯形压块一与压杆一紧固连接。
17.优选的,所述侧板内撑夹紧机构二包括支座六、焊接夹紧气缸二、压杆二和等腰梯形压块二,所述焊接夹紧气缸二与支座六上端紧固连接,所述压杆二与焊接夹紧气缸二旋转端紧固连接,所述等腰梯形压块二与压杆二紧固连接。
18.采用以上技术方案的有益效果是:1、本发明的物流搬运车车腿自动焊接装置,先将一个扁铁与侧板定位机构的定板一侧的角度传感器接触,然后通过扁铁拨动角度传感器至竖直状态,此时扁铁与定板内壁接触,同时定板上的电磁铁通电将扁铁吸附。
19.然后,使面板定位机构中的面板定位气缸的活塞杆伸出,将面板放置在两个二级撑板、两个支座一、一个支座二和一个支座三上,且使面板定位气缸的活塞杆对面板上的缺口槽限位,然后两个二级撑板、两个支座一和一个支座二上的电磁铁通电将面板吸附。
20.然后,将另外一个扁铁与侧板定位机构的动板一侧的角度传感器接触,然后通过扁铁拨动角度传感器至竖直状态,此时扁铁与动板内壁接触,同时动板上的电磁铁通电将扁铁吸附。
21.然后竖板上的侧板定位气缸的活塞杆伸出,推着滑块、平移板和动板沿着导轨向前移动,直到动板上的电磁铁通电吸附的扁铁与面板接触为止。
22.然后,将车头放置在二级撑板和支座四上,然后启动车头定位机构中的车头定位气缸,车头定位气缸的活塞杆伸出,使得车头定位气缸的活塞杆端部顶住车头端面,凸台压在车头上。
23.然后,启动侧板内撑夹紧机构一和侧板内撑夹紧机构二。
24.焊接夹紧气缸一驱动压杆一带着等腰梯形压块一压在面板一端上;焊接夹紧气缸二驱动压杆二带着等腰梯形压块二压在面板另一端上。
25.然后,通过焊接机械手进行自动化点焊,然后将等腰梯形压块一抬起,通过焊接机械手进行分段焊缝的自动化焊接。
26.本发明的物流搬运车车腿自动焊接装置,将传统的手动焊接工装变为自动吸附夹紧的焊接工装,定位装夹效率高,自动化程度高。
27.2、本发明的物流搬运车车腿自动焊接装置,先将一个扁铁与定板内壁接触,同时定板上的电磁铁通电将扁铁吸附,再将另外一个扁铁与与动板内壁接触,同时动板上的电磁铁通电将扁铁吸附,然后通过侧板定位气缸的活塞杆伸出,推着滑块、平移板和动板沿着导轨向前移动,直到动板上的电磁铁通电吸附的扁铁与面板接触为止,且通过等腰梯形压
块一和等腰梯形压块二同时压紧面板和张紧两侧扁铁;相比手动水平快夹夹紧,可靠性较高,使得扁铁和面板焊接后焊缝直线度较高,焊接后的车腿统一性和互换性好。
28.3、本发明的物流搬运车车腿自动焊接装置,整个焊接过程中,始终被电磁铁吸附定位,且面板还被面板定位机构定位,一次定位,车腿的焊缝一次成型,避免脱离定位基准,焊接变形可控,焊接后的车腿误差较小,车腿统一性好。
29.4、所述机架一侧相邻直角边设有固定座,另一侧相邻直角边设有固定气缸,不仅实现不同工装平台的更换定位,而且能通过改变面板定位机构实现不同车腿的定位,通用性强。
附图说明
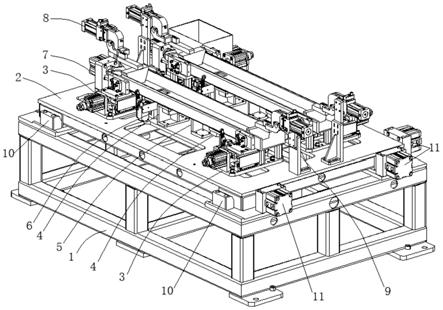
30.图1是本发明的物流搬运车车腿自动焊接装置焊接状态装配图;图2是本发明的物流搬运车车腿自动焊接装置焊接状态俯视图;图3是本发明的物流搬运车车腿自动焊接装置装配图;图4是侧板定位机构爆炸图;图5是角度传感器装配图;图6是面板支撑机构一爆炸图;图7是面板支撑机构二爆炸图;图8是面板定位机构装配图;图9是车头定位机构装配图;图10是侧板内撑夹紧机构一装配图;图11是侧板内撑夹紧机构二装配图;其中:1、机架;2、工装平台;3、侧板定位机构;4、面板支撑机构一;5、面板支撑机构二;6、面板定位机构;7、车头定位机构;8、侧板内撑夹紧机构一;9、侧板内撑夹紧机构二;10、固定座;11、固定气缸;12、电磁铁;30、定板;31、一级撑板;31-1、导轨;31-2、滑块;31-3、竖板;32、侧板定位气缸;33、二级撑板;34、平移板;35、动板;36、角度传感器;40、支座一;50、支座二;60、支座三;61、面板定位气缸;70、支座四;71、车头定位气缸;71-1、凸台;80、支座五;81、焊接夹紧气缸一;82、压杆一;83、等腰梯形压块一;90、支座六;91、焊接夹紧气缸二;92、压杆二;93、等腰梯形压块二。
具体实施方式
31.下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
32.如图1至图11所示,本发明是一种物流搬运车车腿自动焊接装置,将传统的手动焊接工装变为自动吸附夹紧的焊接工装,定位装夹效率高,自动化程度高;可靠性较高,使得
扁铁和面板焊接后焊缝直线度较高,焊接后的车腿统一性和互换性好;避免脱离定位基准,焊接变形可控,焊接后的车腿误差较小,车腿统一性好。
33.具体的说,如图1至图11所示,包括机架1、工装平台2、侧板定位机构3、面板支撑机构一4、面板支撑机构二5、面板定位机构6、车头定位机构7、侧板内撑夹紧机构一8和侧板内撑夹紧机构二9,所述工装平台2与机架1上端定位连接,所述侧板定位机构3设有两组,且分别与工装平台2紧固连接,所述面板支撑机构一4设有两组,且分别与工装平台2紧固连接,所述面板支撑机构二5和面板定位机构6分别与工装平台2紧固连接,所述车头定位机构7与工装平台2一侧上端面紧固连接,所述侧板内撑夹紧机构一8与工装平台2一侧上端面紧固连接,所述侧板内撑夹紧机构二9与工装平台2另一侧上端面紧固连接。
34.所述机架1一侧相邻直角边设有固定座10,另一侧相邻直角边设有固定气缸11。
35.所述侧板定位机构3包括定板30、一级撑板31、侧板定位气缸32、二级撑板33、平移板34和动板35,所述二级撑板33通过立柱与一级撑板31紧固连接,所述定板30与二级撑板33上端边缘紧固连接,所述一级撑板31上平行设有导轨31-1,导轨31-1上滑动设有滑块31-2,所述一级撑板31上端边缘紧固设有竖板31-3,所述侧板定位气缸32的缸体与竖板31-3紧固连接,侧板定位气缸32的活塞杆与平移板34侧面紧固连接,所述平移板34下端与滑块31-2紧固连接,所述动板35与平移板34上端紧固连接;所述定板30、二级撑板33和动板35背面设有电磁铁12。
36.所述定板30和动板35每侧都设有两个角度传感器36。
37.所述面板支撑机构一4包括两个支座一40,所述支座一40上对称设有两个电磁铁12。
38.所述面板支撑机构二5包括支座二50,所述支座二50上设有电磁铁12。
39.所述面板定位机构6包括支座三60和面板定位气缸61,所述面板定位气缸61与支座三60紧固连接。
40.所述车头定位机构7包括支座四70和车头定位气缸71,所述车头定位气缸71与支座四70紧固连接,所述车头定位气缸71的活塞杆端部设有凸台71-1。
41.所述侧板内撑夹紧机构一8包括支座五80、焊接夹紧气缸一81、压杆一82和等腰梯形压块一83,所述焊接夹紧气缸一81与支座五80上端紧固连接,所述压杆一82与焊接夹紧气缸一81旋转端紧固连接,所述等腰梯形压块一83与压杆一82紧固连接。
42.所述侧板内撑夹紧机构二9包括支座六90、焊接夹紧气缸二91、压杆二92和等腰梯形压块二93,所述焊接夹紧气缸二91与支座六90上端紧固连接,所述压杆二92与焊接夹紧气缸二91旋转端紧固连接,所述等腰梯形压块二93与压杆二92紧固连接。
43.以下用具体实施例对具体工作方式进行阐述:实施例1:本发明的物流搬运车车腿自动焊接装置,先将一个扁铁与侧板定位机构3的定板30一侧的角度传感器36接触,然后通过扁铁拨动角度传感器36至竖直状态,此时扁铁与定板30内壁接触,同时定板30上的电磁铁12通电将扁铁吸附。
44.然后,使面板定位机构6中的面板定位气缸61的活塞杆伸出,将面板放置在两个二级撑板33、两个支座一40、一个支座二50和一个支座三60上,且使面板定位气缸61的活塞杆对面板上的缺口槽限位,然后两个二级撑板33、两个支座一40和一个支座二50上的电磁铁
12通电将面板吸附。
45.然后,将另外一个扁铁与侧板定位机构3的动板35一侧的角度传感器36接触,然后通过扁铁拨动角度传感器36至竖直状态,此时扁铁与动板35内壁接触,同时动板35上的电磁铁12通电将扁铁吸附。
46.然后竖板31-3上的侧板定位气缸32的活塞杆伸出,推着滑块31-2、平移板34和动板35沿着导轨31-1向前移动,直到动板35上的电磁铁12通电吸附的扁铁与面板接触为止。
47.然后,将车头放置在二级撑板33和支座四70上,然后启动车头定位机构7中的车头定位气缸71,车头定位气缸71的活塞杆伸出,使得车头定位气缸71的活塞杆端部顶住车头端面,凸台71-1压在车头上。
48.然后,启动侧板内撑夹紧机构一8和侧板内撑夹紧机构二9。
49.焊接夹紧气缸一81驱动压杆一82带着等腰梯形压块一83压在面板一端上;焊接夹紧气缸二91驱动压杆二92带着等腰梯形压块二93压在面板另一端上。
50.然后,通过焊接机械手进行自动化点焊,然后将等腰梯形压块一93抬起,通过焊接机械手进行分段焊缝的自动化焊接。
51.本发明的物流搬运车车腿自动焊接装置,将传统的手动焊接工装变为自动吸附夹紧的焊接工装,定位装夹效率高,自动化程度高。
52.实施例2:本发明的物流搬运车车腿自动焊接装置,先将一个扁铁与定板30内壁接触,同时定板30上的电磁铁12通电将扁铁吸附,再将另外一个扁铁与与动板35内壁接触,同时动板35上的电磁铁12通电将扁铁吸附,然后通过侧板定位气缸32的活塞杆伸出,推着滑块31-2、平移板34和动板35沿着导轨31-1向前移动,直到动板35上的电磁铁12通电吸附的扁铁与面板接触为止,且通过等腰梯形压块一83和等腰梯形压块二93同时压紧面板和张紧两侧扁铁;相比手动水平快夹夹紧,可靠性较高,使得扁铁和面板焊接后焊缝直线度较高,焊接后的车腿统一性和互换性好。
53.实施例3:本发明的物流搬运车车腿自动焊接装置,整个焊接过程中,始终被电磁铁12吸附定位,且面板还被面板定位机构6定位,一次定位,车腿的焊缝一次成型,避免脱离定位基准,焊接变形可控,焊接后的车腿误差较小,车腿统一性好。
54.所述机架1一侧相邻直角边设有固定座10,另一侧相邻直角边设有固定气缸11,不仅实现不同工装平台2的更换定位,而且能通过改变面板定位机构6实现不同车腿的定位,通用性强。
55.以上结合附图对本发明进行了示例性描述,显然,本发明具体实现并不受上述方式的限制,只要是采用了本发明的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本发明的上述构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1