一种一工位多工序氩弧焊夹具和工作台及焊接方法与流程
1.本发明涉及汽车燃油分配管制造领域,特别是一种一工位多工序氩弧焊夹具和工作台及焊接方法。
背景技术:
2.根据汽车燃油分配管的工艺流程,在汽车燃油分配管的制造过程中,需要进行3次氩弧焊操作,为此要配备3副氩弧焊夹具:支架块组件氩弧焊夹具、支架块组件和分配管组件氩弧焊夹具,以及线束支架氩弧焊夹具:
3.支架块组件氩弧焊夹具用于焊接喷油器座和通油座,形成钎焊前半成品a。一个支架块组件氩弧焊夹具可以同时夹持3组喷油器座和通油座,一次焊接产出3个钎焊前半成品a。此操作一共有6个焊点。
4.支架块组件和分配管组件氩弧焊夹具用于将钎焊前半成品a、分配管组件(分配管、铜环、端盖、进油管接头)和传感器接头,一起焊接成钎焊前半成品b。此操作对应14个焊点。
5.线束支架氩弧焊夹具用于将钎焊前半成品b和线束支架焊接成钎焊前半成品c。此操作对应4个焊点。
6.在氩弧焊焊接现场,大部分使用旋转工作台,每个工作台具有2个工位。当前的布局方案为:一个工位布置两套支架块组件氩弧焊夹具,配置1套氩弧焊设备,一次焊接产出6个钎焊前半成品a;另一个工位布置一套支架块组件和分配管组件氩弧焊夹具和一套线束支架氩弧焊夹具,配置1套氩弧焊设备,一次焊接消耗3个钎焊前半成品a产出一个钎焊前半成品b,同时消耗一个钎焊前半成品b产出一个钎焊前半成品c。当前布局方案,不仅需要在两个工位各自配置一套氩弧焊设备,增加了成本,而且两个工位的焊接和装配耗时严重不平衡,导致产线浪费大量的等待时间:一个工位对应12个焊点和简单装配,另一个工位对应18个焊点和复杂装配。同时,钎焊前半成品a的产出和消耗失衡,导致钎焊前半成品a的积压。
技术实现要素:
7.本发明的目的在于提供一种一工位多工序氩弧焊夹具和工作台及方法,主要解决上述现有技术存在的问题,它可以提高燃油分配管的生产效率和确保各个中间环节产品数目的平衡性,防止浪费。
8.为了实现上述目的,本发明所采用的技术方案是:提供一种一工位多工序氩弧焊夹具,其特征在于,包含支架块组件氩弧焊夹具和线束支架氩弧焊夹具;所述支架块组件氩弧焊夹具和所述线束支架氩弧焊夹具并列布置,氩弧焊设备一次完成对安装在所述支架块组件氩弧焊夹具和所述线束支架氩弧焊夹具上的工件的焊接操作。
9.进一步地,所述支架块组件氩弧焊夹具,同时夹持多组工件,在一次氩弧焊操作中完成对多组工件的焊接,形成多组相同的焊接成品。
10.进一步地,所述支架块组件氩弧焊夹具,同时夹持三组工件,在一次氩弧焊操作中完成对三组工件的焊接,形成三组相同的焊接成品。
11.本发明还提供一种氩弧焊工作台,其特征在于,所述氩弧焊工作台是旋转工作台;在所述旋转工作台的上设置多组氩弧焊夹具;至少一组所述氩弧焊夹具是如权利要求1或2或3所述的一工位多工序氩弧焊夹具;每个所述旋转工作台配置一台氩弧焊设备。
12.进一步地,在所述旋转工作台上,设置两组所述氩弧焊夹具,分别对应第一工位和第二工位;其中一组所述氩弧焊夹具为所述一工位多工序氩弧焊夹具,另一组所述氩弧焊夹具为支架块组件与分配管组件氩弧焊夹具。
13.本发明还提供一种利用上述氩弧焊工作台进行氩弧焊的焊接方法,其特征在于,在流水线作业中,所述第一工位完成装配工作,所述第二工位完成焊接工作,具体包含步骤:
14.步骤s101、在所述第一工位,从所述一工位多工序氩弧焊夹具上,取下完成焊接的钎焊前半成品a和钎焊前半成品c;然后将喷油器座和通油座放置在所述一工位多工序氩弧焊夹具中的所述支架块组件氩弧焊夹具上,将线束支架和钎焊前半成品b放置在所述一工位多工序氩弧焊夹具中的所述线束支架氩弧焊夹具上;
15.在所述第二工位,所述氩弧焊设备对安放在所述支架块组件与分配管组件氩弧焊夹具上的所述钎焊前半成品a、分配管组件和传感器接头进行焊接,形成钎焊前半成品b;
16.步骤s102、调整所述氩弧焊工作台的角度,对换所述第一工位和所述第二工位对应的所述氩弧焊夹具;
17.步骤s103、在第一工位,从所述支架块组件与分配管组件氩弧焊夹具上取下所述钎焊前半成品b;将所述钎焊前半成品a、所述分配管组件和所述传感器接头安置在所述支架块组件与分配管组件氩弧焊夹具上;
18.在第二工位,所述氩弧焊设备完对所述一工位多工序氩弧焊夹具上的工件的焊接,分别形成所述钎焊前半成品a和所述钎焊前半成品c;
19.步骤s104、调整所述氩弧焊工作台的角度,对换所述第一工位和所述第二工位对应的所述氩弧焊夹具;跳转到步骤s101,开始下一轮焊接。
20.鉴于上述技术特征,本发明具有如下优点:
21.1、本发明一工位多工序氩弧焊夹具和工作台及焊接方法中,钎焊前半成品a和钎焊前半成品b的生产和消耗是平衡的,在持续的生产中不会导致半成品的积压。
22.2、本发明一工位多工序氩弧焊夹具和工作台及焊接方法中,一工位多工序氩弧焊夹具和支架块组件与分配管组件氩弧焊夹具的装配及焊接的耗时基本平衡,减少了两个工位相互等待的时间,提高了生产效率。
23.3、本发明一工位多工序氩弧焊夹具和工作台及焊接方法中,只需要在一个工位设置氩弧焊设备,节约了生产成本。
附图说明
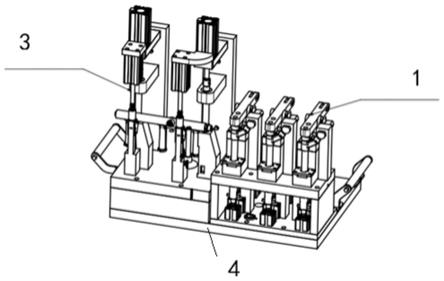
24.图1是本发明中一工位多工序氩弧焊夹具的结构示意图;
25.图2是本发明中的产品工艺流程图;
26.图3是本发明中的喷油器座的结构示意图;
27.图4是本发明中的通油座的结构示意图;
28.图5是本发明中的钎焊前半成品a的结构示意图;
29.图6是本发明中的支架块组件氩弧焊夹具的结构示意图;
30.图7是本发明中的分配管组件的结构示意图;
31.图8是本发明中的传感器接头的结构示意图;
32.图9是本发明中的钎焊前半成品b的结构示意图;
33.图10是图9的另一个方向的视图;
34.图11是本发明中的支架块组件与分配管组件氩弧焊夹具的结构示意图;
35.图12是本发明中的线束支架结构示意图;
36.图13是本发明中的钎焊前半成品c的结构示意图;
37.图14是本发明中的线束支架氩弧焊夹具的结构示意图;
38.图15是本发明中的氩弧焊的焊接方法的流程图。
39.图中:
40.100-钎焊前半成品a;101-喷油器座;102-通油座;200-钎焊前半成品b;201-分配管组件;202-传感器接头;300-钎焊前半成品c;301-线束支架;400-焊点;
41.1-支架块组件氩弧焊夹具;11-通油座定位销;12-喷油座定位销;13-位置度圆弧定位销;
42.2-支架块组件与分配管组件氩弧焊夹具;
43.3-线束支架氩弧焊夹具;
44.4-一工位多工序氩弧焊夹具。
具体实施方式
45.下面结合具体实施方式,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
46.请参阅图2,在本发明对应的产品的制造加工过程中,根据工艺流程,需开具三付氩弧焊夹具:支架块组件氩弧焊夹具,支架块组件与分配管组件氩弧焊夹具,以及线束支架氩弧焊夹具。
47.实施例
48.请参阅图1,本发明公开了一种一工位多工序氩弧焊夹具。如图所示,一工位多工序氩弧焊夹4由支架块组件氩弧焊夹具1和线束支架氩弧焊夹具3并列布置而成,相互没有干扰。氩弧焊设备可以在一次焊接工序中,同时或者依次对安装在支架块组件氩弧焊夹具1和线束支架氩弧焊夹具3上的工件进行焊接,完成焊接操作。
49.请参阅图3、图4、图5和图6,支架块组件氩弧焊夹具1用于将1个喷油器座101和1个通油座102,焊接形成钎焊前半成品a100。支架块组件氩弧焊夹具1,组件成品一出三,即同时夹持3组工件,在一次氩弧焊操作中完成对3组工件的焊接,形成3组同样的钎焊前半成品a100。
50.每组均包含通油座定位销11、喷油座定位销12和位置度圆弧定位销13,分别用于
定位通油座102和喷油器座101的位置和角度,确保焊接正确。每组包含2个焊点400,因此一次焊接操作包含一共6个焊点400。
51.请参阅图5、图7、图8、图9、图10和图11,支架块组件与分配管组件氩弧焊夹具2用于将3个焊接半成品a100、1个分配管组件201(由分配管、铜环、端盖和进油管接头构成)及1个传感器接头202,焊接形成钎焊前半成品b200。支架块组件与分配管组件氩弧焊夹具2,组件成品一出一,共14个焊点。
52.请参阅图9、图10、图12、图13和图14,线束支架氩弧焊夹具3用于钎焊前半成品b200和两个线束支架301,形成钎焊前成品c300。线束支架氩弧焊夹具3,组件成品一出一,共4个焊点。
53.本发明还公开了一种氩弧焊旋转工作台。在氩弧焊旋转工作台的上设置两组氩弧焊夹具,其中一组是一工位多工序氩弧焊夹具,另一组是支架块组件与分配管组件氩弧焊夹具。氩弧焊旋转工作台的两组氩弧焊夹具,分别对应第一工位和第二工位;每个氩弧焊旋转工作台只在第二工位配置一台氩弧焊设备。
54.请参阅图15,本发明还公开了一种利用上述氩弧焊旋转工作台进行氩弧焊的焊接方法,用于在流水线作业中,由第一工位完成装配工作,同时由第二工位完成焊接工作,具体包含步骤:
55.步骤s101、在第一工位,从一工位多工序氩弧焊夹具上,分别取下完成焊接的钎焊前半成品a和钎焊前半成品c。然后将喷油器座和通油座放置在一工位多工序氩弧焊夹具中的支架块组件氩弧焊夹具上,将线束支架和钎焊前半成品b放置在一工位多工序氩弧焊夹具中的线束支架氩弧焊夹具上。
56.与此同时,在第二工位,氩弧焊设备对安放在支架块组件与分配管组件氩弧焊夹具上的钎焊前半成品a、分配管组件和传感器接头进行焊接,形成钎焊前半成品b。
57.支架块组件与分配管组件氩弧焊夹具上有14个焊点,焊接装配工时99秒。
58.步骤s102、调整氩弧焊工作台的角度,对换第一工位和第二工位对应的氩弧焊夹具。
59.步骤s103、在第一工位,从支架块组件与分配管组件氩弧焊夹具上取下钎焊前半成品b;将钎焊前半成品a、分配管组件和传感器接头安置在支架块组件与分配管组件氩弧焊夹具上。
60.与此同时,在第二工位,氩弧焊设备完对一工位多工序氩弧焊夹具上的工件的焊接,分别形成钎焊前半成品a和钎焊前半成品c。
61.一工位多工序氩弧焊夹具上有10个焊点,焊接装配工时88秒。
62.步骤s104、调整氩弧焊工作台的角度,对换第一工位和第二工位对应的氩弧焊夹具;跳转到步骤s101,开始下一轮焊接。
63.在上述方法中,在旋转工作台两侧,焊点与装配节拍达到高度平衡状态。
64.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1