五百吨立式四柱多功能液压机的制作方法
1.本发明涉及锻造成型机械设备类技术领域,特别涉及一种五百吨立式四柱多功能液压机。
背景技术:
2.同样的材料锻造成型和铸造成型的部件性能是不一样的。铸件的力学性能低于同材质的锻件力学性能。锻造加工能保证金属纤维组织的连续性,使锻件的纤维组织与锻件外形保持一致,金属流线完整,可保证部件具有良好的力学性能与更长的使用寿命。采用精密模锻、冷挤压、温挤压等工艺生产的锻件,都是铸件所无法比拟的,锻件是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。铸件是通过把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经落砂、清理和后处理等,所得到的具有一定形状,尺寸和性能的物件。
3.因此,铸件的形状可以随模具多样化,一些孔洞也可以直接一体成型铸造出,而锻件是通过挤压成型的,成型后需要开模取件,因而锻模形状无法多样化,一些孔、洞也很难一体锻型。现有设备中几乎没有可以灵活对锻件进行孔洞锻造的设备,使得锻件在锻造成型后需要通过其他切削设备对锻件进行孔洞加工。锻件后再车孔,不仅造成原材料材料的浪费,这些车掉的材料也增加了锻造设备的锻造吨位,增加了设备的运行成本。
技术实现要素:
4.因此,针对上述的问题,本发明提出一种结构设计合理、操作简易、能实现孔洞一体成型的五百吨立式四柱多功能液压机。
5.为解决上述技术问题,本发明采取的解决方案为:五百吨立式四柱多功能液压机,包括下模座、上立柱、滑移设置于所述上立柱上的上模座,所述上模座上方设置有上横梁,所述上立柱立设于所述下模座与上横梁之间,所述下模座上可拆装设置有开合模定位套,所述下模座上对称可开合设置有两个可封闭所述开合模定位套的侧模,所述上模座下端面可拆装设置有可封闭两个侧模的合模盖,所述开合模定位套、侧模、合模盖之间形成用于锻造部件的锻造腔,所述上模座开设有与所述锻造腔相连通的上成型孔,所述上成型孔上方可上下滑移设置有可伸入所述锻造腔内的上成型冲头,所述下模座位至少一侧设置有用于锻件侧壁孔洞成型的第一侧成型冲头,所述侧模、合模盖、开合模定位套至少一处开设有与锻造腔相连通的供所述第一侧成型冲头伸入的第一孔洞成型通道,所述下模座上设置有用于驱动所述侧模合模或开模以及驱动所述第一侧成型冲头对锻件冲压成型的侧驱动机构,所述上横梁上设置有用于驱动所述合模盖上下滑移进行合模或起模以及驱动所述上成型冲头上下滑移对锻件冲压成型的上驱动机构。
6.进一步改进的是:所述下模座下方设置有下横梁,所述下模座与所述下横梁之间立设有下立柱,所述下模座上开设有与所述锻造腔相连通的下成型孔,所述下成型孔下方可上下滑移设置有下成型冲头,所述下横梁上设置有用于驱动所述下成型冲头上下滑移对
锻件冲压成型的下驱动机构。
7.进一步改进的是:所述上模座上设置有用于破除锻件成型时与合模盖之间产生的黏性助力合模盖起模的起模装置。
8.进一步改进的是:所述下模座上设置有用于在侧模合模时对侧模进行锁模防止锻件成型过程炸模的锁模装置。
9.进一步改进的是:所述侧驱动机构包括分别设置于所述下模座两侧的支座,所述支座上开设有供所述上立柱穿过的安装通道,所述支座侧面上设置有侧模驱动缸筒,所述侧模驱动缸筒内可滑移设置有侧模驱动活塞,所述侧模驱动缸筒端口上设置有侧模驱动导向套,所述侧模驱动缸筒的端面和侧壁上分别设置有用于进出油的第一油道,所述支座上开设有供所述侧模驱动活塞自由端伸缩的驱动槽,所述侧模驱动活塞上设置有至少一根的用于驱动所述侧模开合的驱动杆,所述支座上开设有供所述驱动杆穿过驱动通道,所述驱动杆的自由端设置于所述侧模上,所述侧模驱动活塞上设置有用于驱动第一侧成型冲头动作的第一侧成型驱动装置,所述支座之间设置有用于防止支座在锻件成型时变形断裂的阻变形装置。
10.进一步改进的是:所述第一侧成型驱动装置包括开设于所述侧模驱动活塞内部的活塞腔,所述活塞腔内设置有侧冲头驱动活塞杆,所述活塞腔的腔口上设置有侧冲头导向套,所述侧模驱动活塞远离所述侧冲头导向套一端设置有与活塞腔相连通的第一导油管,所述第一导油管的自由端可滑移穿设于所述侧模驱动缸筒端面上,所述侧模驱动活塞侧壁上设置有与活塞腔相连通的第二油道,所述第一侧成型冲头可拆装设置于所述侧冲头驱动活塞杆上。
11.进一步改进的是:所述阻变形装置包括两根用于限制两个支座向相远离方向变形的拉杆,所述拉杆两端部分别固定穿设于所述支座和侧模驱动缸筒上,位于两个支座之间的所述拉杆套设有用于限制两个支座向相靠近方向变形的套筒。
12.进一步改进的是:所述套筒为半圆形套筒,所述半圆形套筒设置于所述拉杆外侧。
13.进一步改进的是:所述下模座位于两个所述侧模两侧分别设置有与侧模同向运动的第一侧成型冲头,所述支座两侧之间分别可上下滑移设置有第二支座,所述第二支座上设置有用于锻件侧壁孔洞成型的第二侧成型冲头,所述侧模、合模盖、开合模定位套至少一处开设有与锻造腔相连通的供所述第一侧成型冲头伸入的第二孔洞成型通道,所述第二支座上设置有用于驱动所述第二侧成型冲头动作的第二侧成型驱动装置。
14.进一步改进的是:所述下横梁上设置有用于驱动所述第二支座上下滑移的滑移液压缸,所述滑移液压缸的缸体固定设置于所述下横梁上,所述滑移液压缸的活塞杆自由端设置于所述第二支座上,所述支座上设置有用于使所述第二支座竖直上下滑移的导向装置。
15.进一步改进的是:所述导向装置包括分别开设与两个所述支座上的导向滑槽,所述第二支座两侧可滑移设置于所述导向滑槽内。
16.进一步改进的是:所述第二侧成型驱动装置包括第二侧成型液压缸,所述第二侧成型液压缸的缸体固定设置于所述第二支座上,所述第二侧成型冲头可拆装设置于所述第二侧成型液压缸的活塞杆上。
17.进一步改进的是:所述上驱动机构包括合模液压缸,所述合模液压缸的缸体设置
于所述上横梁上,所述合模液压缸的活塞杆上设置有安装板,所述安装板与所述上模座之间设置有支撑柱,所述支撑柱两端分别固定设置于所述安装板与上横梁上,所述安装板上设置有用于驱动所述上成型冲头上下滑移对锻件冲压成型的上成型装置。
18.进一步改进的是:所述上成型装置包括上液压缸,所述上液压缸的缸体设置于所述安装板上,所述上成型冲头可拆装设置于所述上液压缸的活塞杆上。
19.进一步改进的是:所述下驱动机构包括下液压缸,所述下液压缸的缸体设置于所述下横梁上,所述下成型冲头可拆装设置于所述下液压缸的活塞杆上。
20.进一步改进的是:所述起模装置包括对称设置于所述合模盖两侧的起模液压缸,所述上模座下端面向上开设有安装槽,所述起模液压缸的缸体设置于所述安装槽内,所述起模液压缸上端部设置有第二导油管,所述安装槽的槽底开设有供所述第二导油管穿过的导油通孔,所述第二导油管外壁设置有外螺纹,所述外螺纹上螺纹连接有紧固螺母,所述紧固螺母的外径大于所述导油通孔的内径,所述起模液压缸的导向套上开设有与起模液压缸的液压腔相连通的第三油道。
21.进一步改进的是:所述锁模装置包括分别设置于两个所述侧模侧边上的锁模液压缸,所述锁模液压缸的缸体固定设置于所述下模座下端面,所述下模座上开设有供所述锁模液压缸的活塞杆穿过的锁模通道,所述侧模下端部开设有供所述锁模液压缸的活塞杆伸入的锁模孔。
22.通过采用前述技术方案,本发明的有益效果是:1、本发明的研发对锻件具有重大意义,使得侧壁具有孔洞的零部件不在局限于铸造生产。对环保来说,锻造相对于铸造污染小,若是能推广使用,长久以往能大大减少铸造对环境的污染。对需要孔洞加工的零部件来说,锻件的性能比铸件更优,避免了气泡等瑕疵的存在,可以优化使用该零部件的设备的性能。对生产来说,锻件的成型步骤少于铸件,也不需要经过制沙模、落砂、清理等后处理,可以提高生产效率。本设备锻造的零部件相对于原本锻造的零部件来说,侧壁的孔洞可以一体锻造成型,免去了原锻件成型后再加工孔洞的步骤,既简化了生产步骤又避免了被切削掉的原材料的浪费。
23.2、本发明设置有用于对侧模进行锁模的锁模液压缸,采用一个较小的液压缸来限制侧模开模,代替了原本需要更大吨位的侧模压模液压缸,减小了液压缸的体积,减少了设备横向占用的空间以及配套零件的大小,减少了设备的制造成本,同时优化操作空间。
24.3、本发明中开合模定位套、侧模、合模盖以及上成型冲头、下成型冲头与第一侧成型冲头、第二侧成型冲头都是可拆装的们可以根据锻件的形状和尺寸来相应的更换。上成型冲头、下成型冲头与第一侧成型冲头、第二侧成型冲头可以根据锻件的结构来选择性的相应的动作即可,第二侧成型冲头还可以上下滑移调整冲孔位置。使得本设备可以更灵活的适应不同形状的锻件的锻造,增强设备的通用性,便于设备的推广使用。
25.4、本发明中设置的起模液压缸可助力合模液压缸带动上模座和合模盖向上运动进行起模,便于锻件的脱模。
附图说明
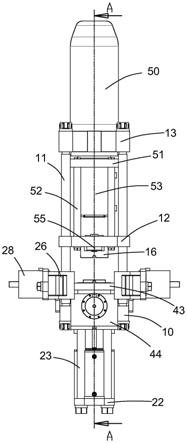
26.图1是本发明实施例五百吨立式四柱多功能液压机的正视结构示意图。
27.图2是本发明实施例五百吨立式四柱多功能液压机的侧视结构示意图。
28.图3是图1发明实施例五百吨立式四柱多功能液压机中沿a-a线方向的内部结构示意图。
29.图4是图2发明实施例五百吨立式四柱多功能液压机中沿b-b线方向的内部结构示意图。
30.图5是图3发明实施例五百吨立式四柱多功能液压机中c处的局部结构放大图。
31.图6是图3发明实施例五百吨立式四柱多功能液压机中d处的局部结构放大图。
32.图7是图4发明实施例五百吨立式四柱多功能液压机中e处的局部结构放大图。
33.图8是图4发明实施例五百吨立式四柱多功能液压机中f处的局部结构放大图。
具体实施方式
34.现结合附图和具体实施例对本发明进一步说明。
35.参考图1至图8,本发明实施例所揭示的是五百吨立式四柱多功能液压机,包括下模座10、四根上立柱11、滑移设置于所述上立柱11上的上模座12,所述上模座12上方设置有上横梁13,所述上立柱11立设于所述下模座10与上横梁13之间,所述下模座10上可拆装设置有开合模定位套14,所述下模座10上对称可开合设置有两个可封闭所述开合模定位套14的侧模15,所述上模座12下端面可拆装设置有可封闭两个侧模15的合模盖16,所述开合模定位套14、侧模15、合模盖16之间形成用于锻造部件的锻造腔,所述上模座12开设有与所述锻造腔相连通的上成型孔18,所述上成型孔18上方可上下滑移设置有可伸入所述锻造腔内的上成型冲头19,所述下模座10位于两个所述侧模15两侧分别设置有与侧模15同向运动的第一侧成型冲头20,所述侧模15、合模盖16、开合模定位套14至少一处开设有与锻造腔相连通的供所述第一侧成型冲头20伸入的第一孔洞成型通道21,所述下模座10下方设置有下横梁22,所述下模座10与所述下横梁22之间立设有四根下立柱23,所述下模座10上开设有与所述锻造腔相连通的下成型孔24,所述下成型孔24下方可上下滑移设置有下成型冲头25,所述下模座10上设置有用于驱动所述侧模15合模或开模以及驱动所述第一侧成型冲头20对锻件冲压成型的侧驱动机构,所述上横梁13上设置有用于驱动所述合模盖16上下滑移进行合模或起模以及驱动所述上成型冲头19上下滑移对锻件冲压成型的上驱动机构,所述下横梁22上设置有用于驱动所述下成型冲头25上下滑移对锻件冲压成型的下驱动机构。所述上模座12上设置有用于破除锻件成型时与合模盖16之间产生的黏性助力合模盖16起模的起模装置。所述下模座10上设置有用于在侧模15合模时对侧模15进行锁模防止锻件成型过程炸模的锁模装置。
36.所述侧驱动机构包括分别设置于所述下模座10两侧的支座26,所述支座26上开设有供所述上立柱11穿过的安装通道,所述支座26侧面上设置有侧模驱动缸筒28,所述侧模驱动缸筒28内可滑移设置有侧模驱动活塞29,所述侧模驱动缸筒28端口上设置有侧模驱动导向套30,所述侧模驱动缸筒28的端面和侧壁上分别设置有用于进出油的第一油道31,所述支座26上开设有供所述侧模驱动活塞29自由端伸缩的驱动槽32,所述侧模驱动活塞29上对称设置有两根的用于驱动所述侧模15开合的驱动杆33,所述支座26上开设有供所述驱动杆33穿过驱动通道34,所述驱动杆33的自由端设置于所述侧模15上,所述驱动杆33的自由端设置有凸块,所述侧模15上开设有供所述凸块滑入的滑道,所述侧模驱动活塞29上设置有用于驱动第一侧成型冲头20动作的第一侧成型驱动装置,所述支座26之间设置有用于防
止支座26在锻件成型时变形断裂的阻变形装置。
37.所述第一侧成型驱动装置包括开设于所述侧模驱动活塞29内部的活塞腔37,所述活塞腔37内设置有侧冲头驱动活塞杆38,所述活塞腔37的腔口上设置有侧冲头导向套39,所述侧模驱动活塞29远离所述侧冲头导向套39一端设置有与活塞腔37相连通的第一导油管40,所述第一导油管40的自由端可滑移穿设于所述侧模驱动缸筒28端面上,所述侧模驱动活塞29侧壁上设置有与活塞腔相连通的第二油道41,所述第一侧成型冲头20通过螺纹可拆装设置于所述侧冲头驱动活塞杆38上。
38.所述阻变形装置包括两根用于限制两个支座26向相远离方向变形的拉杆42,所述拉杆42两端部分别固定穿设于所述支座26和侧模驱动缸筒28上,位于两个支座26之间的所述拉杆42套设有用于限制两个支座26向相靠近方向变形的套筒。为了使空间紧凑避免占用较大空间,所述套筒为半圆形套筒43,所述半圆形套筒43设置于所述拉杆42外侧。
39.所述支座26两侧之间分别可上下滑移设置有第二支座44,所述下横梁22上设置有用于驱动所述第二支座44上下滑移的滑移液压缸45,所述滑移液压缸45的缸体固定设置于所述下横梁22上,所述滑移液压缸45的活塞杆自由端设置于所述第二支座44上,所述滑移液压缸45的活塞杆设置有凸块,所述第二支座44上开设有供所述凸块滑入的滑道,所述第二支座44上设置有用于锻件侧壁孔洞成型的第二侧成型冲头46,所述侧模15、合模盖16、开合模定位套14至少一处开设有与锻造腔相连通的供所述第一侧成型冲头20伸入的第二孔洞成型通道47,所述支座26上设置有用于使所述第二支座44竖直上下滑移的导向装置,所述导向装置包括分别开设与两个所述支座26上的导向滑槽48,所述第二支座44两侧可滑移设置于所述导向滑槽48内。所述第二支座44上设置有用于驱动所述第二侧成型冲头46动作的第二侧成型驱动装置。
40.所述第二侧成型驱动装置包括第二侧成型液压缸49,所述第二侧成型液压缸49的缸体固定设置于所述第二支座44上,所述第二侧成型冲头46可拆装设置于所述第二侧成型液压缸49的活塞杆上。
41.所述上驱动机构包括合模液压缸50,所述合模液压缸50的缸体设置于所述上横梁13上,所述上横梁13与所述合模液压缸50的杆体一体制成,所述合模液压缸50的活塞杆上设置有安装板51,所述安装板51与所述上模座12之间设置有四根支撑柱52,所述支撑柱52两端分别通过螺母固定设置于所述安装板51与上横梁13上,所述安装板51上设置有用于驱动所述上成型冲头19上下滑移对锻件冲压成型的上成型装置。所述上成型装置包括上液压缸53,所述上液压缸53的缸体设置于所述安装板51上,所述上成型冲头19可拆装设置于所述上液压缸53的活塞杆上。
42.所述下驱动机构包括下液压缸54,所述下液压缸54的缸体设置于所述下横梁22上,所述下横梁22与所下液压缸54的缸体一体制造,所述下成型冲头25可拆装设置于所述下液压缸54的活塞杆上。
43.所述起模装置包括对称设置于所述合模盖16两侧的起模液压缸55,所述上模座12下端面向上开设有安装槽56,所述起模液压缸55的缸体设置于所述安装槽56内,所述起模液压缸55上端部设置有第二导油管57,所述安装槽56的槽底开设有供所述第二导油管57穿过的导油通孔58,所述第二导油管57外壁设置有外螺纹59,所述外螺纹59上螺纹连接有紧固螺母60,所述紧固螺母60的外径大于所述导油通孔58的内径,所述起模液压缸55的导向
套上开设有与起模液压缸55的液压腔相连通的第三油道61。
44.所述锁模装置包括分别设置于两个所述侧模15侧边上的锁模液压缸62,所述锁模液压缸62的缸体固定设置于所述下模座10下端面,所述下模座10上开设有供所述锁模液压缸62的活塞杆穿过的锁模通道63,所述侧模15下端部开设有供所述锁模液压缸62的活塞杆伸入的锁模孔64,所述锁模液压缸62设置在下模座10的下端面,便于利用下模座10的应力来加强锁模液压缸62活塞杆的锁模力量。五百吨立式四柱多功能液压机的使用方法:将胚体放置在下模座10上,控制侧模15和合模盖16闭合上。锁模液压缸62的活塞杆伸出穿过锁模通道63伸入锁模孔64内对侧模15进行锁模,防止在锻件成型过程中炸模。上成型冲头19与下成型冲头25先后或同时动作对胚体进行挤压锻造成型。第一侧成型冲头20、第二侧成型冲头46与上成型冲头19、下成型冲头25先后或同时动作对锻件侧壁孔洞进行成型。锻件成型后,第一侧成型冲头20、第二侧成型冲头46与上成型冲头19、下成型冲头25复位,起模液压缸55的活塞杆伸出作用在侧模15上,助力合模液压缸50带动上模座12和合模盖16向上运动进行起模,锁模液压缸62的活塞杆复位,侧模15复位,取出锻件。
45.本发明可以根据需要锻造的锻件形状和尺寸来相应的更换开合模定位套、侧模、合模盖以及上成型冲头、下成型冲头与第一侧成型冲头、第二侧成型冲头,选择适合的锻模,同时只需要相应冲头动作即可。例如:锻件不需要锻造侧壁孔洞时,将下模座上的开合模定位套更换成锻模的下模体(即开合模定位套与侧模的组合体),将锻模的上模体(即合模盖)设置于上模座上即可,还可以根据锻件内部的通道是全通还是半通来控制下成型冲头是否动作。
46.附图说明只是为了更好的说明技术方案,并不表示本案最终的结构样式。
47.以上显示和描述了本发明的基本原理和主要特征及其优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1