钛钢复合结构过渡层用铜-钒基气保护焊丝及其制备方法
1.本发明属于金属材料技术领域,涉及一种钛钢复合结构过渡层用铜-钒基气保护焊丝,还涉及上述铜-钒基气保护焊丝的制备方法。
背景技术:
2.随着金属材料的发展,金属材料在工程实际应用中会遇到苛刻的工作条件,通常要求一个工程零件同时具备多方面的特殊性能,如比强度高、抗腐蚀、抗高温性、经济性,绝大多数单种金属材料不可能同时具有多方面的性能,传统单一的金属材料已经难以满足行业发展需求。而钛合金和合金钢双金属复合材料同时兼具钛合金良好的塑韧性、比强度高、抗腐蚀性、抗高温性及钢材料良好的焊接稳定性、价格低廉等优点,能够在核电、航空航天、船舶车辆、国防军事和石油化工等领域发挥重要作用。但是钛与钢连接的过程中易生成大量的金属间脆性化合物,并伴随热应力的产生,致使焊缝变脆,产生裂纹,为钛与钢异种金属材料的焊接带来了很大的困难。无论是从材料连接方法,还是从技术操作层面来看,都会使其比同种材料连接难度系数高。
技术实现要素:
3.本发明的目的是提供一种钛钢复合结构过渡层用铜-钒基气保护焊丝,解决了现有技术中存在的金属间脆性化合物含量较高导致焊缝裂纹的问题。
4.本发明所采用的技术方案是,钛钢复合结构过渡层用铜-钒基气保护焊丝,所述焊丝的药芯按质量百分比包括以下组分:
5.v30%~50%、ni2%~5%、ag1%~4%、nb2%~5%、p≤0.003%、s≤0.003%,稀土元素为1%,其余为铜粉,以上组分含量的质量百分比之和为100%。
6.本发明的特点还在于:
7.焊丝的焊皮t2紫铜带。
8.焊丝的药芯填充率为15.5wt%~16.5wt%。
9.本发明的另一目的是提供一种钛钢复合结构过渡层用铜-钒基气保护焊丝的制备方法。
10.本发明所采用的另一技术方案是,钛钢复合结构过渡层用铜-钒基气保护焊丝的制备方法,包括以下步骤:
11.步骤1、按质量百分比分别称取原料:v30%~50%、ni2%~5%、ag1%~4%、nb2%~5%、p≤0.003%、s≤0.003%,稀土元素为1%,其余为铜粉,以上组分含量的质量百分比之和为100%;
12.步骤2、将步骤1中原料在惰性气体氛围中加热并保温;
13.步骤3、将步骤2处理后的原料在混料机中进行混合,然后加入黏结剂进行造粒,得到颗粒;
14.步骤4、对所述颗粒进行烧结、冷却、破碎、筛分得到药粉颗粒;
15.步骤5、将所述药粉颗粒包裹在焊皮内,闭合后得到焊丝半成品;
16.步骤6、对所述焊丝半成品进行清洁、拉拔得到焊丝。
17.步骤2中使用的惰性气氛为氩气,加热温度为100℃~300℃,保温时间为1h~3h。
18.步骤3中所述颗粒的粒径为124~420μm。
19.黏结剂与混合后原料的质量比为4:72~6:120,黏结剂为钾钠水玻璃。
20.步骤4具体过程为:对所述颗粒在600~800℃进行烧结并保温1h~3h,然后冷却、破碎,最后筛分得到150~250μm的药粉颗粒;
21.焊丝的直径为1mm~3mm。
22.本发明的有益效果是:
23.本发明钛钢复合结构过渡层用铜-钒基气保护焊丝,用于钛钢层状结构过渡层的焊接,降低钛钢复合界面fe-ti化合物脆性相的含量,使其具有较高强度和良好韧性的焊接接头,满足实际工程应用;具有很好的焊接工艺性,稳弧性好,焊接飞溅少;本发明钛钢复合结构过渡层用铜-钒基气保护焊丝的制备方法,工艺简洁、可操作性强、成本低适合批量化生产。
附图说明
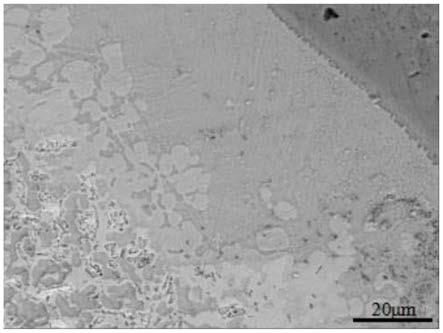
24.图1是本发明钛钢复合结构过渡层用铜-钒基气保护焊丝的制备方法得到焊丝接头金相组织图。
具体实施方式
25.下面结合附图和具体实施方式对本发明进行详细说明。
26.钛钢复合结构过渡层用铜-钒基气保护焊丝,焊丝的药芯按质量百分比包括以下组分:
27.v30%~50%、ni2%~5%、ag1%~4%、nb2%~5%、p≤0.003%、s≤0.003%,稀土元素为1%,其余为铜粉,以上组分含量的质量百分比之和为100%。
28.焊丝的焊皮t2紫铜带,紫铜带尺寸为6mm
×
0.1mm~8mm
×
0.3mm。焊丝的药芯填充率为15.5wt%~16.5wt%。
29.本发明焊丝的药芯中各个组分的作用是:
30.cu:由于cu元素为fcc面心立方结构,滑移系较多,塑性变形能力强,不但不与基层钢形成金属间化合物脆性相,并且可以改变钛钢复合结构过渡层组织形貌。铜做为中间层,对钛和铁元素形成金属间化合物有一定的隔离作用,在熔敷金属过渡层中,钛和铁的金属间化合物层被钛和铜的金属间化合物代替,使焊缝的塑性和韧性有一定的提高,由于钛和铜的金属间化合物相对较软,使得熔敷金属中的热应力相对减少,可以防止焊缝裂纹的产生。铜的固溶体可以打断钛和铁的金属间化合物,并且可以减少焊缝的硬度。
31.v:v元素与ti元素焊接性接近,可以形成连续固溶体,从而减少了ti元素与fe元素之间反应生成fe2ti和feti脆性金属间化合物。
32.ni:镍在铁中有着很高的固溶度。温度为900℃时,铁-镍化合物可以生成。钛-镍之间也可以生成化合物,如ti2ni、ti3ni、tini等。与铁-钛化合物相比,镍-钛化合物具有更优良的塑性,能够承受较大的变形而不开裂,这能够提高复合结构界面的结合强度,防止界面
在变形过程中过早开裂。
33.ag:ag元素作为药芯焊丝中药粉的主要组元,与ti、cu反应可以形成塑韧性较好的共晶组织。
34.nb:nb熔点比cu、ti高,与ni可以无限固溶,且均不与cu反应,在过渡层熔池中v、nb元素最先析出,可为后续凝固组织提供形核质点,从而起到弥散cu-ni金属间化合物分布的作用。
35.s、p:合金中磷和硫为杂质元素,在焊缝金属中过多存在时,使焊缝金属的韧性和延展性恶化,容易诱发高温裂纹,所以要尽量减少这两个元素的含量。
36.钛钢复合结构过渡层用铜-钒基气保护焊丝的制备方法,包括以下步骤:
37.步骤1、按质量百分比分别称取原料:v30%~50%、ni2%~5%、ag1%~4%、nb2%~5%、p≤0.003%、s≤0.003%,稀土元素为1%,其余为铜粉,以上组分含量的质量百分比之和为100%;上述原料均为粉末,且粉末粒径不大于124μm;
38.步骤2、将步骤1中原料在氩气氛围中加热并保温,加热温度为100℃~300℃,保温时间为1h~3h。
39.步骤3、将步骤2处理后的原料在混料机中进行混合,然后加入黏结剂进行造粒,得到粒径为124μm~420μm的颗粒;黏结剂与混合后原料的质量比为4:72~6:120,黏结剂可以为钾钠水玻璃;
40.步骤4、对颗粒在600~800℃进行烧结并保温1h~3h,然后冷却、破碎,最后筛分得到150μm~250μm的药粉颗粒;
41.步骤5、通过药芯焊丝制丝机将药粉颗粒包裹在紫铜带内,并采用成型机将紫铜带闭合,得到焊丝半成品;
42.步骤6、用丙酮擦拭干净焊丝半成品,再进行拉拔得到直径为1mm~3mm焊丝。将焊丝用蘸有丙酮或无水乙醇的棉布擦拭后,经拉丝机拉直、盘成圆盘、密封包装,得到成品焊丝。
43.通过以上方式,本发明钛钢复合结构过渡层用铜-钒基气保护焊丝,用于钛钢层状结构过渡层的焊接,降低钛钢复合界面fe-ti化合物脆性相的含量,使其具有较高强度和良好韧性的焊接接头,满足实际工程应用;具有很好的焊接工艺性,稳弧性好,焊接飞溅少;本发明钛钢复合结构过渡层用铜-钒基气保护焊丝的制备方法,工艺简洁、可操作性强、成本低适合批量化生产。
44.实施例1
45.步骤1、按质量百分比分别称取原料:v30%、ni2%、ag1%、nb2%、p0.003%、s0.003%,其余为铜粉,以上组分含量的质量百分比之和为100%;
46.步骤2、将步骤1中原料在氩气氛围中加热并保温,加热温度为200℃,保温时间为2h;
47.步骤3、将步骤2处理后的原料在混料机中进行混合,然后加入黏结剂进行造粒,得到粒径为270μm的颗粒;黏结剂与混合后原料的质量比为5:95,黏结剂可以为钾钠水玻璃;
48.步骤4、对颗粒在700℃进行烧结并保温2h,然后冷却、破碎,最后筛分得到200μm的药粉颗粒;
49.步骤5、通过药芯焊丝制丝机将药粉颗粒包裹在紫铜带内,并采用成型机将紫铜带
闭合,得到焊丝半成品;
50.步骤6、用丙酮擦拭干净焊丝半成品,再进行拉拔得到直径为1.2mm焊丝,焊丝中药芯的填充率为15.5wt%。
51.采用本实施例得到焊丝的焊接工艺为:采用钨极非熔化惰性气体保护焊(tig),焊接电流为140a,电压为8v,保护气体为纯氩气,堆焊焊接时对钛层焊缝用保护罩保护,防止高温环境下被空气氧化。该焊丝焊接时电弧稳定、飞溅小、焊道平滑光亮、无气孔、所得到的钛钢复合结构界面沉积金属的抗拉强度为534mpa,0℃下冲击功为42j,性能满足钛-钢复合结构的使用要求。
52.实施例2
53.步骤1、按质量百分比分别称取原料:v35%、ni3%、ag2%、nb3%、p0.003%、s0.003%,其余为铜粉,以上组分含量的质量百分比之和为100%;
54.步骤2、将步骤1中原料在氩气氛围中加热并保温,加热温度为200℃,保温时间为2h。
55.步骤3、将步骤2处理后的原料在混料机中进行混合,然后加入黏结剂进行造粒,得到粒径为270μm的颗粒;黏结剂与混合后原料的质量比为5:95,黏结剂可以为钾钠水玻璃;
56.步骤4、对颗粒在700℃进行烧结并保温2h,然后冷却、破碎,最后筛分得到200μm的药粉颗粒;
57.步骤5、通过药芯焊丝制丝机将药粉颗粒包裹在紫铜带内,并采用成型机将紫铜带闭合,得到焊丝半成品;
58.步骤6、用丙酮擦拭干净焊丝半成品,再进行拉拔得到直径为1.2mm焊丝,焊丝中药芯的填充率为16.5wt%。
59.采用本实施例得到焊丝的焊接工艺为:采用钨极非熔化惰性气体保护焊(tig),焊接电流为140a,电压为8v,保护气体为纯氩气。该焊丝焊接时电弧稳定、飞溅小、焊道平滑光亮、无气孔,堆焊焊接时对钛层焊缝用保护罩保护,防止高温环境下被空气氧化。所得到的熔敷金属过渡层的抗拉强度为552mpa,0℃下冲击功为48j,性能满足钛-钢复合结构的使用要求。接头的金相组织观察如图1所示。
60.实施例3
61.步骤1、按质量百分比分别称取原料:v45%、ni3%、ag3%、nb3%、p0.003%、s0.003%,其余为铜粉,以上组分含量的质量百分比之和为100%;
62.步骤2、将步骤1中原料在氩气氛围中加热并保温,加热温度为200℃,保温时间为2h。
63.步骤3、将步骤2处理后的原料在混料机中进行混合,然后加入黏结剂进行造粒,得到粒径为270μm的颗粒;黏结剂与混合后原料的质量比为5:95,黏结剂可以为钾钠水玻璃;
64.步骤4、对颗粒在700℃进行烧结并保温2h,然后冷却、破碎,最后筛分得到200μm的药粉颗粒;
65.步骤5、通过药芯焊丝制丝机将药粉颗粒包裹在紫铜带内,并采用成型机将紫铜带闭合,得到焊丝半成品;
66.步骤6、用丙酮擦拭干净焊丝半成品,再进行拉拔得到直径为1.2mm焊丝,焊丝中药芯的填充率为16wt%。
67.采用本实施例得到焊丝的焊接工艺为:采用钨极非熔化惰性气体保护焊(tig),焊接电流为140a,电压为8v,不加保护气体。该焊丝焊接时电弧稳定、飞溅小、焊道平滑光亮、无气孔,适合全位置焊接,所得到的焊接接头抗拉强度为582mpa,0℃下冲击功为22j,性能满足钛-钢复合结构的使用要求。
68.实施例4
69.步骤1、按质量百分比分别称取原料:v50%、ni5%、ag4%、nb5%、p0.003%、s0.003%,其余为铜粉,以上组分含量的质量百分比之和为100%;
70.步骤2、将步骤1中原料在氩气氛围中加热并保温,加热温度为200℃,保温时间为2h;
71.步骤3、将步骤2处理后的原料在混料机中进行混合,然后加入黏结剂进行造粒,得到粒径为270μm的颗粒;黏结剂与混合后原料的质量比为5:95,黏结剂可以为钾钠水玻璃;
72.步骤4、对颗粒在700℃进行烧结并保温2h,然后冷却、破碎,最后筛分得到200μm的药粉颗粒;
73.步骤5、通过药芯焊丝制丝机将药粉颗粒包裹在紫铜带内,并采用成型机将紫铜带闭合,得到焊丝半成品;
74.步骤6、用丙酮擦拭干净焊丝半成品,再进行拉拔得到直径为1.2mm焊丝,焊丝中药芯的填充率为15.5wt%。
75.本实施例制备的焊丝的焊接工艺为:采用的是钨极惰性气体保护(tig),焊接电流为140a,电压为8v,保护气体为纯氩气。该焊丝焊接时电弧稳定,飞溅小,焊道平滑光亮,无气孔,适合全位置焊接,所得到的焊接接头抗拉强度为560mpa,0℃下冲击功为38j,性能满足钛-钢复合结构的使用要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1