一种切削工具的制作方法
1.本发明涉及硬质合金切削工具技术领域,尤其涉及一种切削工具。
背景技术:
2.cvd法涂覆硬质合金切削工具已经在工业中应用多年,如内层ticn与外层α-αl2o3的涂层结构是目前主要的cvd陶瓷涂覆表层。尤其是外部α-αl2o3陶瓷相是改善切削工具高温红硬性能的主要部分,其中,织构择优是提升α-αl2o3的重要途径,具有α-αl2o3择优涂覆层的切削工具耐磨性能与月牙洼耐磨性能均较无择优取向的α-αl2o有明显提升。目前,已经公开具有择优取向的α-αl2o3涂覆切削工具的商业发明专利很多,如:中国专利cn1611313α中公开了一种(012)织构的氧化铝层,但具有(012)织构的氧化铝层的切削工具在铸铁类切削时存在韧性及抗冲击性能不足的问题。
技术实现要素:
3.有鉴于此,本发明要解决的技术问题在于提供一种新的结构的切削工具,本发明提供的切削工具具有较优的韧性和抗冲击性能。
4.本发明提供了一种切削工具,包括:基体以及复合在所述基体上的涂层;
5.所述涂层包含至少一层由具有以下织构系数的α-αl2o3晶粒构成的α-αl2o3涂层;
6.所述α-αl2o3涂层中,tc(122)≥3;
7.tc(012)、tc(104)、tc(110)、tc(113)、tc(024)、tc(116)、tc(214)、tc(300)均小于1;
8.织构系数tc(hkl)定义如式(1)所示:
[0009][0010]
式(1)中,
[0011]
i(hkl)是(hkl)衍射的测量强度;
[0012]
i0(hkl)是根据icdd的第46-1212号pdf卡片的标准强度;
[0013]
n是计算中使用的衍射数量;
[0014]
计算中所用的(hkl)反射是(012)、(104)、(110)、(113)、(024)、(116)、(122)、(214)和(300)。
[0015]
优选的,
[0016]
所述α-αl2o3涂层中,tc(122)≥7;
[0017]
tc(012)、tc(104)、tc(110)、tc(113)、tc(024)、tc(116)、tc(214)、tc(300)均小于0.5。
[0018]
优选的,所述α-αl2o3涂层的厚度为1~20μm。
[0019]
优选的,所述基体包括以下组分:
[0020]
co
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6wt%~7wt%;
[0021]
第一碳化物
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.8wt%~1.2wt%;
[0022]
余量的第二碳化物;
[0023]
所述第一碳化物包括tic、tac、nbc和cr3c2中的至少一种;
[0024]
所述第二碳化物为wc。
[0025]
优选的,所述涂层包括:
[0026]
沉积在所述基体上的tin涂层;
[0027]
沉积在所述tin涂层上的ticn涂层;
[0028]
沉积在所述ticn涂层上的过渡层;
[0029]
沉积在所述过渡层上的α-αl2o3涂层;
[0030]
所述过渡层包括(ti
x
aly)cno涂层,其中,x+y=1,且0.9≤x≤1,0≤y≤0.1。
[0031]
优选的,所述过渡层还包括沉积在所述(ti
x
aly)cno涂层上的ti2o3层。
[0032]
优选的,沉积ti2o3层采用的气体原料按体积百分数计包括0.5%~1%的ticl4、1%~4%的co2和余量的h2;
[0033]
沉积ti2o3层的温度为970~1015℃,压力为30~60mbar。
[0034]
优选的,所述tin涂层的厚度为1~3μm;
[0035]
所述ticn涂层的厚度为3~12μm;
[0036]
所述过渡层的厚度为0.8~20μm;
[0037]
所述α-αl2o3涂层的厚度为1~20μm。
[0038]
优选的,沉积所述(ti
x
aly)cno涂层采用的气体原料按体积百分数计包括1%~3%的ticl4、15%~30%的n2、1%~8%的ch4、1%~2.0%的co和0%~2.5%的αlcl3,余量的h2;
[0039]
沉积所述(ti
x
aly)cno涂层的温度为970~1015℃,压力为70~130mbar。
[0040]
优选的,沉积所述α-αl2o3涂层采用的气体原料按体积百分数计包括2.1%~4%的co、2%~4%的co2、2%~3%的αlcl3、1.0%~2.5%的hcl、0.3%~0.6%的h2s和余量的h2,所述co与hcl的比值大于1,且小于2;
[0041]
沉积所述α-αl2o3涂层的温度为970~1015℃,压力为30~90mbar。
[0042]
本发明提供了一种切削工具,包括:基体以及复合在所述基体上的涂层;
[0043]
所述涂层包含至少一层由具有以下织构系数的α-αl2o3晶粒构成的α-αl2o3涂层;
[0044]
所述α-αl2o3涂层中,tc(122)≥3;
[0045]
tc(012)、tc(104)、tc(110)、tc(113)、tc(024)、tc(116)、tc(214)、tc(300)均小于1;
[0046]
织构系数tc(hkl)定义如式(1)所示:
[0047][0048]
式(1)中,
[0049]
i(hkl)是(hkl)衍射的测量强度;
[0050]
i0(hkl)是根据icdd的第46-1212号pdf卡片的标准强度;
[0051]
n是计算中使用的衍射数量;
[0052]
计算中所用的(hkl)反射是(012)、(104)、(110)、(113)、(024)、(116)、(122)、(214)和(300)。
[0053]
本发明提供的切削工具的涂层具有(122)晶面择优取向,显著提升了切削工具在切削时的韧性,抗冲击能力较优,同时,切削工具的耐磨损能力也较优,可以应用于铸铁类切削,在铸铁类切削,尤其是强断续中有明显的技术优势。
具体实施方式
[0054]
下面将结合本发明实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0055]
本发明提供了一种切削工具,包括:基体以及复合在所述基体上的涂层;
[0056]
所述涂层包含至少一层由具有以下织构系数的α-αl2o3晶粒构成的α-αl2o3涂层;
[0057]
所述α-αl2o3涂层中,tc(122)≥3;
[0058]
tc(012)、tc(104)、tc(110)、tc(113)、tc(024)、tc(116)、tc(214)、tc(300)均小于1;
[0059]
织构系数tc(hkl)定义如式(1)所示:
[0060][0061]
式(1)中,
[0062]
i(hkl)是(hkl)衍射的测量强度;
[0063]
i0(hkl)是根据icdd的第46-1212号pdf卡片的标准强度;
[0064]
n是计算中使用的衍射数量;
[0065]
计算中所用的(hkl)反射是(012)、(104)、(110)、(113)、(024)、(116)、(122)、(214)和(300)。
[0066]
在本发明的某些实施例中,所述基体包括以下组分:
[0067]
co
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6wt%~7wt%;
[0068]
第一碳化物
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.8wt%~1.2wt%;
[0069]
余量的第二碳化物;
[0070]
所述第一碳化物包括tic、tac、nbc和cr3c2中的至少一种;
[0071]
所述第二碳化物为wc。
[0072]
在某些实施例中,所述基体为型号为cnmα120408的硬质合金刀片,具体包括以下组分:
[0073][0074]
在本发明的某些实施例中,所述α-αl2o3晶粒是柱状晶,定义:测量单个晶粒沿平行于柱状晶生长方向的α-αl2o3长度为l,测量α-αl2o3垂直于柱状晶生长方向的晶粒最宽长度记为d;其晶粒长宽比l/d为2~15:1。
[0075]
在本发明的某些实施例中,所述α-αl2o3涂层中,tc(122)≥7。
[0076]
tc(012)、tc(104)、tc(110)、tc(113)、tc(024)、tc(116)、tc(214)、tc(300)均小于0.5。
[0077]
在本发明的某些实施例中,所述α-αl2o3涂层中,tc(122)为7.2、7.3、7.4、6.2、5.1、5.6、4.5、3.5或3.1。
[0078]
在本发明的某些实施例中,所述α-αl2o3涂层的厚度为1~20μm。
[0079]
在本发明的某些实施例中,所述涂层的制备方法采用化学气相沉积法。
[0080]
在本发明的某些实施例中,沉积所述α-αl2o3涂层采用的气体原料包括co和hcl,所述co与hcl的体积比大于1,且小于2。
[0081]
在本发明的某些实施例中,沉积α-αl2o3涂层采用的气体原料按体积百分数计包括2.1%~4%的co、2%~4%的co2、2%~3%的αlcl3、1.0%~2.5%的hcl、0.3%~0.6%的h2s和余量的h2。
[0082]
在本发明的某些实施例中,沉积α-αl2o3涂层的温度为970~1015℃,压力为30~90mbar。
[0083]
在本发明的某些实施例中,所述涂层包括:
[0084]
沉积在所述基体上的tin涂层;
[0085]
沉积在所述tin涂层上的ticn涂层;
[0086]
沉积在所述ticn涂层上的过渡层;
[0087]
沉积在所述过渡层上的α-αl2o3涂层。
[0088]
在本发明的某些实施例中,所述过渡层包括(ti
x
aly)cno涂层,其中,x+y=1,且0.9≤x≤1,0≤y≤0.1。
[0089]
在某些实施例中,所述x=0.93,y=0.07、所述x=0.95,y=0.05或所述x=0.9,y=0.1。
[0090]
在本发明的某些实施例中,所述过渡层包括:
[0091]
沉积在所述ticn涂层上的(ti
x
aly)cno涂层;其中,x+y=1,且0.9≤x≤1,0≤y≤0.1;
[0092]
以及沉积在所述(ti
x
aly)cno涂层上的ti2o3层。
[0093]
在本发明的某些实施例中,所述tin涂层的厚度为1~3μm。
[0094]
在本发明的某些实施例中,所述ticn涂层的厚度为3~12μm。
[0095]
在本发明的某些实施例中,所述过渡层的厚度为0.8~20μm。
[0096]
在本发明的某些实施例中,所述α-αl2o3涂层的厚度为1~20μm。
[0097]
在本发明的某些实施例中,沉积tin涂层采用的气体原料按体积百分数计包括1.0%~2.5%的ticl4、20%~50%的n2和余量的h2;在某些实施例中,沉积tin涂层采用的气体原料按体积百分数计包括1.7%的ticl4、39%的n2和余量的h2。
[0098]
在本发明的某些实施例中,沉积tin涂层的温度为850~930℃,压力为100~200mbar。在某些实施例中,沉积tin涂层的温度为875~885℃,压力为155~165mbar,时间为95~105min。
[0099]
在本发明的某些实施例中,沉积ticn涂层采用的气体原料按体积百分数计包括1.0%~2.5%的ticl4、30%~50%的n2、0.8%~3.5%的ch3cn和余量的h2。在某些实施例中,沉积ticn涂层采用的气体按体积百分数计包括2%的ticl4、39%的n2、0.8%的ch3cn和余量的h2。
[0100]
在本发明的某些实施例中,沉积ticn涂层的温度为800~890℃,压力为70~150mbar。在本发明的某些实施例中,沉积ticn涂层的温度为845~855℃,压力为85~95mbar,时间为415~425min。
[0101]
在本发明的某些实施例中,沉积(ti
x
aly)cno涂层采用的气体原料按体积百分数计包括1%~3%的ticl4、15%~30%的n2、1%~8%的ch4、1%~2.0%的co和0%~2.5%的αlcl3,余量的h2。在某些实施例中,沉积(ti
x
aly)cno涂层采用的气体原料按体积百分数计包括2.6%的ticl4、20%的n2、3%的ch4、1.5%的co和1.2%的αlcl3,余量的h2。在某些实施例中,沉积(ti
x
aly)cno涂层采用的气体原料按体积百分数计包括2.6%的ticl4、20%的n2、3%的ch4、1.9%的co和1.0%的αlcl3,余量的h2。
[0102]
在本发明的某些实施例中,沉积(ti
x
aly)cno涂层的温度为970~1015℃,压力为70~130mbar。
[0103]
在本发明的某些实施例中,沉积ti2o3层采用的气体原料按体积百分数计包括0.5%~1%的ticl4、1%~4%的co2和余量的h2。在某些实施例中,沉积ti2o3层采用的气体原料按体积百分数计包括1%的ticl4、3%的co2和余量的h2。
[0104]
在本发明的某些实施例中,沉积ti2o3层的温度为970~1015℃,压力为30~60mbar,时间为1~10min。
[0105]
在本发明的某些实施例中,沉积α-αl2o3涂层采用的气体原料按体积百分数计包括2.1%~4%的co、2%~4%的co2、2%~3%的αlcl3、1.0%~2.5%的hcl、0.3%~0.6%的h2s和余量的h2。在某些实施例中,沉积α-αl2o3涂层采用的气体原料按体积百分数计包括3%的co、3.5%的co2、2.5%的αlcl3、2.0%的hcl、0.4%的h2s和余量的h2。在某些实施例中,沉积α-αl2o3涂层采用的气体原料按体积百分数计包括2.1%的co、3.5%的co2、2.5%的αlcl3、1.8%的hcl、0.4%的h2s和余量的h2。
[0106]
在本发明的某些实施例中,沉积α-αl2o3涂层的温度为970~1015℃,压力为30~90mbar。在某些实施例中,沉积α-αl2o3涂层的温度为995~1005℃,压力为60~70mbar,时间为515~525min。
[0107]
本发明在沉积(ti
x
aly)cno涂层的过程中采用较高的沉积压力,以促进组织结构朝特定取向快速生长,在沉积ti2o3涂层的过程中采用低压条件,可以达到细化组织结构效果,为后续氧化铝的形核生长提供充分的形核位点。此外,在氧化铝生长过程中,co与hcl分别作为co2与αlcl3的反应抑制剂,是控制αl2o3中αl源和o源的重要手段,本发明在氧化铝
生长过程中需始终维持氧源抑制剂co使用量大于铝源抑制剂hcl,且最高使用量不超过αl源抑制剂的2倍,即:co与hcl的体积比大于1,且小于2。
[0108]
本发明对上文采用的原料来源并无特殊的限制,可以为一般市售。
[0109]
为了进一步说明本发明,以下结合实施例对本发明提供的一种切削工具进行详细描述,但不能将其理解为对本发明保护范围的限定。
[0110]
实施例中采用的原料来源为一般市售。
[0111]
实施例1
[0112]
制备切削工具α:
[0113]
基体为型号为cnmα120408的硬质合金刀片,具体包括以下组分:
[0114][0115]
1)在所述基体上沉积tin涂层;
[0116]
2)在所述tin涂层上沉积ticn涂层;
[0117]
3)在所述ticn涂层上沉积(ti
x
aly)cno涂层;
[0118]
4)在所述(ti
x
aly)cno涂层上沉积ti2o3层;
[0119]
5)在所述ti2o3层上沉积α-αl2o3涂层。
[0120]
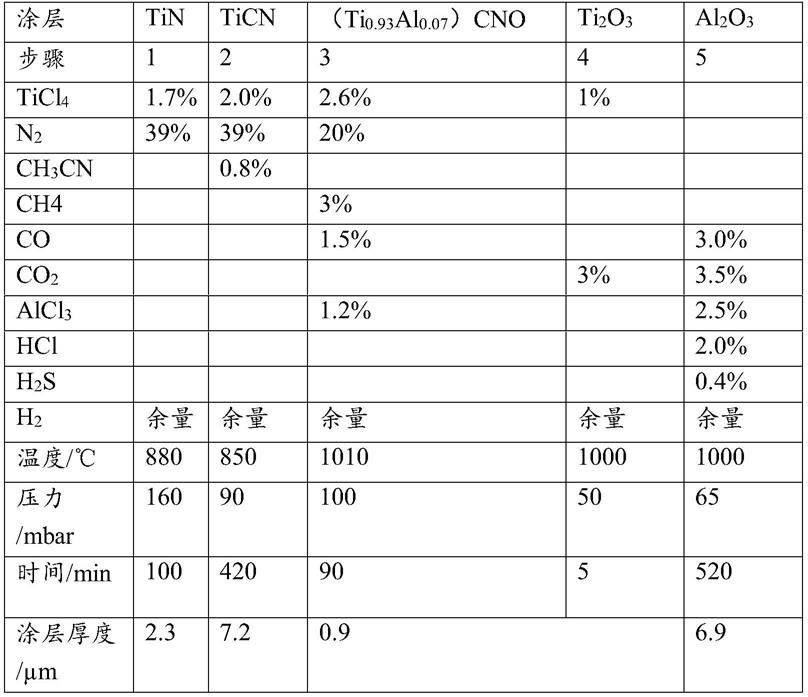
各步骤中采用的气体原料组分、含量及沉积的工艺参数如表1所示。
[0121]
表1 实施例1各步骤中采用的气体原料组分、含量及沉积的工艺参数
[0122][0123]
实施例2
[0124]
制备切削工具b:
[0125]
基体为型号为cnmα120408的硬质合金刀片,具体包括以下组分:
[0126][0127]
1)在所述基体上沉积tin涂层;
[0128]
2)在所述tin涂层上沉积ticn涂层;
[0129]
3)在所述ticn涂层上沉积(ti
x
aly)cno涂层;
[0130]
4)在所述(ti
x
aly)cno涂层上沉积ti2o3层;
[0131]
5)在所述ti2o3层上沉积α-αl2o3涂层。
[0132]
各步骤中采用的气体原料组分、含量及沉积的工艺参数如表2所示。
[0133]
表2 实施例2各步骤中采用的气体原料组分、含量及沉积的工艺参数
[0134][0135]
实施例3
[0136]
制备切削工具c:
[0137]
基体为型号为cnmα120408的硬质合金刀片,具体包括以下组分:
[0138][0139]
1)在所述基体上沉积tin涂层;
[0140]
2)在所述tin涂层上沉积ticn涂层;
[0141]
3)在所述ticn涂层上沉积(ti
x
aly)cno涂层;
[0142]
4)在所述(ti
x
aly)cno涂层上沉积α-αl2o3层。
[0143]
各步骤中采用的气体原料组分、含量及沉积的工艺参数如表3所示。
[0144]
表3 实施例3各步骤采用的气体原料组分、含量及沉积的工艺参数
[0145][0146]
对比例1
[0147]
制备切削工具d:
[0148]
基体为型号为cnmα120408的硬质合金刀片,具体包括以下组分:
[0149]
1)在所述基体上沉积tin涂层;
[0150]
2)在所述tin涂层上沉积ticn涂层;
[0151]
3)在所述ticn涂层上沉积(ti
x
aly)cno涂层;
[0152]
4)在所述(ti
x
aly)cno涂层上沉积ti2o3层;
[0153]
5)在所述ti2o3层上沉积α-αl2o3涂层。
[0154]
各步骤中采用的气体原料组分、含量及沉积的工艺参数如表4所示。
[0155]
表4 对比例1各步骤中采用的气体原料组分、含量及沉积的工艺参数
[0156][0157]
采用实施例1获得的切削工具α,α1、α2、α3取自同一涂层炉次三个随机样品;
[0158]
采用实施例2获得的切削工具b,b1、b2、b3取自同一涂层炉次三个随机样品;
[0159]
采用实施例3获得的切削工具c,c1、c2、c3取自同一涂层炉次三个随机样品;
[0160]
采用对比例1获得的切削工具d,d1、d2、d3取自同一涂层炉次三个随机样品;
[0161]
xrd检测所涂覆的α-αl2o3,用tc值来表示不同晶面择优。用cukα辐射和2θ扫描测量时得到的x射线衍射图谱,根据式(1)计算tc值,计算结果如表5所示。
[0162]
表5 α1、α2、α3、b1、b2、b3、c1、c2、c3、d1、d2、d3的tc值
[0163]
刀片tcα1tc(122)=7.2α2tc(122)=7.3α3tc(122)=7.4b1tc(122)=6.2b2tc(122)=5.1b3tc(122)=5.6c1tc(122)=4.5c2tc(122)=3.5c3tc(122)=3.1d1tc(122)=0.6d2tc(122)=0.8d3tc(122)=0.9
[0164]
同时,经过计算可知,a1,a2,a3的α-αl2o3其余特征峰位的tc(012)、tc(104)、tc(110)、tc(113)、tc(024)、tc(116)、tc(214)、tc(300)均小于0.5;b1,b2,b3的α-αl2o3其余特征峰位的tc(012)、tc(104)、tc(110)、tc(113)、tc(024)、tc(116)、tc(214)、tc(300)均小于0.5;c1,c2,c3的α-αl2o3其余特征峰位的tc(012)、tc(104)、tc(110)、tc(113)、tc(024)、tc(116)、tc(214)、tc(300)均小于1;d1,d2,d3的α-αl2o3其余特征峰位的3.5<tc(012)<4.5、0.5<tc(104)<1.5、0.5《tc(122)《1,且(012)峰位最强,其余特征峰位tc小于0.5。
[0165]
对实施例1的切削工具α、实施例2的切削工具b、实施例3的切削工具c、对比例1的切削工具d进行如下切削实验,检测切削工具的耐磨损能力。
[0166]
切削实验采用以下参数:
[0167]
工件:ht250,圆柱;切削速度300m/min;切深αp=2mm;进刀量0.3mm/rev;冷却方式:干切;
[0168]
刀具寿命判断标准:后刀面测量磨损超过300μm或刀尖崩损;测量方式:每隔2min测量一下或加工发出异常磨损声音;
[0169]
实验结果如表6所示。
[0170]
表6 切削工具的耐磨损能力测试结果
[0171][0172]
从表6可以看出,耐磨损能力:α》b》c》d。
[0173]
对实施例1的切削工具α、实施例2的切削工具b、实施例3的切削工具c、对比例1的切削工具d进行如下切削实验,检测切削工具的抗冲击能力。
[0174]
切削实验采用以下参数:
[0175]
工件:qt800,带槽圆柱;切削速度180m/min;切深αp=1.5mm;进刀量0.2mm/rev;冷却方式:湿切;
[0176]
刀具寿命判断标准:后刀面测量磨损超过300μm或刀尖崩损;测量方式:每隔30s测量一下或加工发出异常磨损声音;
[0177]
实验结果如表7所示。
[0178]
表7 切削工具的抗冲击能力测试结果
[0179][0180]
从表7可以看出,抗冲击能力:α》b》c》d,抗冲击稳定性:a》c》b》d。
[0181]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1