一种基于优选特征和狮群优化SVM的刀具磨损状态评估方法与流程
一种基于优选特征和狮群优化svm的刀具磨损状态评估方法
技术领域
1.本发明涉及的是一种机械加工技术领域的技术,具体是一种基于优选特征和狮群优化svm的刀具磨损状态评估方法。
背景技术:
2.现代制造业正逐渐向智能化发展,在加工过程中对于数控机床主要部件的性能状态感知显得尤为重要。因此刀具磨损状态的评估在加工过程中是非常重要的,研究表明,由刀具失效引起的数控机床的停机时间约占其总停机时间的20%。加工过程的中断,可能造成工件报废,甚至整个生产系统的瘫痪,影响生产效率。
3.传统的刀具更换多是建立在刀具经验寿命分析的基础上,使用的刀具达到经验寿命值便被更换。然而根据经验寿命更换刀具必然会带来两个问题:过早更换刀具导致刀具使用成本增加;未能及时更换磨钝刀具造成工件质量下降。此外,传统的基于经验选择的固定切削方式并不能够保证刀具在有限的寿命内被充分的利用,容易造成刀具的浪费和生产成本的增加。根据刀具磨损信息动态优化切削参数并及时更换刀具对于充分使用刀具、降低生产成本以及防止加工事故有着重要作用。现有的刀具磨损状态监控方法一般分为直接法和间接法。相比而言,直接检测法成本更高,因此大多数学者都致力于研究间接法。
4.目前国内外有关刀具磨损状态间接法刀具磨损评估方法主要有:2018年salgado等利用ls-svm与奇异谱分析(ssa)相结合的方法,对工件加工时的切削力和声音信号进行分析来判断当前刀具的磨损状态。2019年陈甲华等将本征模态函数(imf)能量距方法与svm相结合,根据现场加工时的工作噪声来判断剪切机刀具当前的磨损状况。2019年garcia-nieto等用pso算法优化原始svm的评估模型,使得对刀具的磨损状态评估准确率达到95%。2020年李顺才等用ga优化其svm模型后对当前刀具磨损状态进行了判断,取得了不错的效果。2021年胡鸿志利用麻雀寻优算法对svm进行优化,使得对刀具的磨损状态评估准确率达到96%。不过这些评估方法的关注点多为各类寻优算法对各类分类器的优化,在特征值提取以及选取上的研究过为单一,但是信号特征提取与优化选择是实现对刀具磨损状态快速有效分类的关键。因此除了要关注后端分类器的优化,前端的特征优化选择也值得我们关注。
技术实现要素:
5.针对现有技术的不足,提出了一种基于基于优选特征和狮群优化svm的刀具磨损状态评估方法,前端使用多层filter式过滤进行特征选择,得到一组相关度最高、冗余度最低的优选特征子集,后端使用狮群寻优算法对svm进行优化构建刀具磨损评估模型,该方法大大降低了寻优时间且具有良好的通用性和准确性。
6.实现本发明的技术方案如下:
7.一种基于优选特征和狮群优化svm的刀具磨损状态评估方法,包括以下步骤:
8.s1、数据预处理:对数控机床经验数据集进行数据预处理,数控机床经验数据集包
括7个通道的传感器数据和刀具磨损情况数据,7个通道的传感器数据分别是x、y、z方向的切削力,x、y、z方向的振动和声发射信号;
9.s1.1、分位数异常检测:对数控机床经验数据分别进行分位数异常检测,去除异常值;
10.s1.2、hampel滤波:对完成s1.1步骤分位数异常检测,并去除异常值后的数据进行hampel滤波过滤;
11.s2、对完成s1步骤的数据提取时域特征、频域特征和时频域特征;
12.s3、对s2步骤提取的特征进行多层filter式过滤,得出相关性最高、冗余度最小的优选特征子集;
13.s4、对s3步骤获取的优选特征子集用狮群寻优算法对svm进行优化构建刀具磨损评估模型;
14.s5、采集实时数控机床的x、y、z方向的切削力,x、y、z方向的振动和声发射信号数据,用s4步骤构建的刀具磨损评估模型进行刀具磨损状态评估。
15.进一步地:为达到评估模型寻优速度更快、收敛性更强、迭代更快、分类错误率更低,有效降低生产成本,提高生产效率的目的。所述s4步骤中狮群寻优算法对svm进行优化构建刀具磨损评估模型的具体步骤如下:
16.s4.1、以s3步骤获取的优选特征子集为训练集,以刀具磨损情况为划分标签的依据,分为轻度磨损状态、正常磨损状态、急剧磨损状态;
17.s4.2、初始化狮群优化算法的各个参数;
18.s4.3、更新狮王、母狮、幼狮的位置;
19.s4.4、计算适应度值,更新全局最优位置和历史最优位置,用训练集训练获取svm的两个参数c和g;
20.s4.5、判断是否达到最优条件,否则继续迭代,是则输出训练好的lso-svm分类器得到最终的刀具磨损状态评估模型。
21.进一步:所述s3步骤中多层filter式过滤选择特征的具体步骤如下:
22.s3.1、pearson相关系数过滤:计算各个特征之间的pearson相关系数r值,r值的绝对值越接近1,相关性越强,挑选出0.8《r《1的强相关性特征子集;
23.s3.2、pca降维过滤:pca主成分分析是将原始特征向量构成的坐标进行旋转,选择具有最大方差的向量构成新的坐标系,将原始特征集降维映射到低维空间从而实现降维,挑选主成分的贡献率》85%的前m个特征值组成新的特征子集;
24.s3.3、mrmr搜索准则过滤:mrmr准则以互信息为衡量变量之间相关度的基础标准,通过最大相关、最小冗余的准则进行特征搜索形成最终的优选特征子集。
25.pearson相关系数能有效过滤掉大部分无效特征,但比较粗糙;pca能获得数据低维空间的投影,但是投影没有包含类标签信息;mrmr搜索准则不仅考虑到了特征和label之间的相关性,还考虑到了特征和特征之间的相关性,但不适用于大规模数据,时间复杂度高;将三者结合起来,形成多层filter式过滤,正好可以克服冗余度的缺陷和复杂度过高的问题,最终得到相关度最高、冗余度最小的优选特征子集。
26.进一步地:所述s2步骤中特征提取的具体步骤如下:
27.s2.1、提取时域特征:在刀具的三轴切削力和三轴振动信号上提取时域特征;包括
峰值、最大值、最小值、峰峰值、均值、平均幅值、方根幅值、方差、标准差、均方根、峭度、偏度、波形因子、波峰因子、脉冲因子、裕度因子和余隙因子;
28.s2.2、提取频域特征:在刀具的三轴切削力和三轴振动信号上提取频域特征,包括平均频率、重心频率、频率均方根和频率标准差;
29.s2.3、小波包分解提取时频域特征:在刀具的三轴切削力和三轴振动信号上利用小波包三层分解提取小波包能量特征。
30.除了常见的时域、频域特征,还使用小波包变换提取时频域特征,小波包变换不仅能对信号进行持续低频分解,还能对信号的高频区域进行高精度分析,为在全频带上进行的能量特征提取提供了条件。使用小波包分解,原始信号的时频域信息能被分解到若干的频带中,刀具故障发生时,会直接导致振动信号与切削力信号在频率分布上的改变,从而导致小波包分解后各个频带的能量值发生变化。以此为依据,就能判断当前的刀具磨损状态。
31.进一步地:为达到数据预处理简单易上手,时间复杂度低的效果。所述s1步骤中数据预处理的具体步骤如下:
32.s1.1、分位数异常值检测:先将所有的数值从小到大排列,然后等分成4份,再依次设置上四分位数q1、中位数q2和下四分位数q3,则四分位距iqr=q3-q1,则异常值的判断依据为大于q1+1.5
×
irq或小于q3-1.5
×
iqr的数值;
33.s1.2、hampel滤波:设置样本两边的样本数k,则窗口大小为2k+1,设定上下界系数n_δ,基于滑动窗口计算每个样本的局部标准差x_δ、局部估计中值x_m,然后计算样本的异常值上界upbound=x_m+n_δ
×
x_δ和异常值下界downbound=x_m-n_δ
×
x_δ,若该样本值大于异常值上界或小于异常值下界,则使用估计中值x_m替换该样本。
34.本发明的有益效果:
35.本发明不仅关注了对后端分类器的优化,还对前端的特征选择进行了多层filter式过滤;与现有技术相比,所得到的特征子集相关度更高、冗余度最小,经过狮群算法优化后的svm分类器时间复杂度低,寻优能力更强,迭代更快,分类错误率更低,识别率也达到了97.125%,即可以提高刀具磨损状态评估速度和稳定性,提高生产效率,降低生产成本。
附图说明
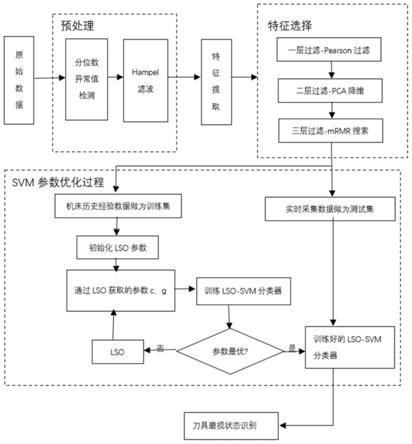
36.图1为发明的基于优选特征和狮群优化svm的刀具磨损状态评估方法的流程图;
37.图2为数据预处理可视化结果;
38.图3为主成分分析的结果;
39.图4为测试集的分类结果图;
40.图5为pso-svm和lso-svm的分类错误率对比图。
具体实施方式
41.下面结合说明书附图对本发明的具体实施例作详细说明:
42.一种基于优选特征和狮群优化svm的刀具磨损状态评估方法,包括以下步骤:
43.s1、数据预处理:对数控机床经验数据集进行数据预处理,数控机床经验数据集包括7个通道的传感器数据和刀具磨损情况数据,7个通道的传感器数据分别是x、y、z方向的切削力,x、y、z方向的振动和声发射信号;
44.s1.1、分位数异常值检测:先将所有的数值从小到大排列,然后等分成4份,再依次设置上四分位数q1、中位数q2和下四分位数q3,则四分位距iqr=q3-q1,则异常值的判断依据为大于q1+1.5
×
irq或小于q3-1.5
×
iqr的数值;
45.s1.2、hampel滤波:设置样本两边的样本数k,则窗口大小为2k+1,设定上下界系数n_δ,基于滑动窗口计算每个样本的局部标准差x_δ、局部估计中值x_m,然后计算样本的异常值上界upbound=x_m+n_δ
×
x_δ和异常值下界downbound=x_m-n_δ
×
x_δ,若该样本值大于异常值上界或小于异常值下界,则使用估计中值x_m替换该样本。
46.s2、对完成s1步骤的数据提取时域特征、频域特征和时频域特征:
47.s2.1、提取时域特征:在刀具的三轴切削力和三轴振动信号上提取时域特征;包括峰值、最大值、最小值、峰峰值、均值、平均幅值、方根幅值、方差、标准差、均方根、峭度、偏度、波形因子、波峰因子、脉冲因子、裕度因子和余隙因子;
48.s2.2、提取频域特征:在刀具的三轴切削力和三轴振动信号上提取频域特征,包括平均频率、重心频率、频率均方根和频率标准差;
49.s2.3、小波包分解提取时频域特征:在刀具的三轴切削力和三轴振动信号上利用小波包三层分解提取小波包能量特征和小波包能谱熵特征。
50.s3、对s2步骤提取的特征进行多层filter式过滤,得出相关性最高、冗余度最小的优选特征子集:
51.s3.1、pearson相关系数过滤:计算各个特征之间的pearson相关系数r值,r值的绝对值越接近1,相关性越强,挑选出0.8<r<1的强相关性特征子集;
52.s3.2、pca降维过滤:pca主成分分析是将原始特征向量构成的坐标进行旋转,选择具有最大方差的向量构成新的坐标系,将原始特征集降维映射到低维空间从而实现降维,挑选主成分的贡献率>85%的前m个特征值组成新的特征子集;
53.s3.3、mrmr搜索准则过滤:mrmr准则以互信息为衡量变量之间相关度的基础标准,通过最大相关、最小冗余的准则进行特征搜索形成最终的优选特征子集。
54.s4、对s3步骤获取的优选特征子集用狮群寻优算法对svm进行优化构建刀具磨损评估模型;
55.s4.1、以s3步骤获取的优选特征子集为训练集,以刀具磨损情况为划分标签的依据,分为轻度磨损状态、正常磨损状态、急剧磨损状态;
56.s4.2、初始化狮群优化算法的各个参数;
57.s4.3、更新狮王、母狮、幼狮的位置;
58.s4.4、计算适应度值,更新全局最优位置和历史最优位置,用训练集训练获取svm的两个参数c和g;
59.s4.5、判断是否达到最优条件,否则继续迭代,是则输出训练好的lso-svm分类器得到最终的刀具磨损状态评估模型。
60.s5、采集实时数控机床的x、y、z方向的切削力,x、y、z方向的振动和声发射信号数据,用s4步骤构建的刀具磨损评估模型进行刀具磨损状态评估。
61.应用美国phm society(2010)高速铣削机床刀具健康状态的预测竞赛而公布的数据集对本发明的方法进行验证,实验中数控铣床采用端铣的方式,采集了7个通道的传感器数据,分别是x、y、z方向的铣削力、x、y、z方向的振动和声发射信号,铣刀不仅有连续315次
的端面铣削数据记录外,还保存每次铣削后铣刀刃口的磨损量作为训练预测模型的依据,c6就是其中一个连续315次单独运行且包含磨损量标签的铣刀数据集;
62.分位数异常检测:这是一种基于统计的方法,先将所有的数值从小到大排列,然后等分成4份,再依次设置上四分位数q1、中位数q2和下四分位数q3,则四分位距iqr=q3-q1,则异常值的判断依据为大于q1+1.5
×
irq或小于q3-1.5
×
iqr的数值;
63.hampel滤波:设置样本两边的样本数k,则窗口大小为2k+1,设定上下界系数n
δ
,基于滑动窗口计算每个样本的局部标准差x
δ
、局部估计中值xm,然后计算样本的异常值上界upbound=xm+n
δ
×
x
δ
和异常值下界downbound=x
m-n
δ
×
x
δ
,若该样本值大于异常值上界或小于异常值下界,则使用估计中值xm替换该样本;
64.特征提取包括:
65.1)时域特征、频域特征提取:在刀具的三轴切削力和三轴振动信号上提取如平均幅值、标准差、峰值、均方根等的时域特征,如平均频率、频率均方根等的频域特征;
66.2)小波包分解提取时频域特征:在刀具的三轴切削力和三轴振动信号上利用小波包三层分解提取小波包能量特征,对于k层小波包分解,编号为m的结点能量为:
[0067][0068]
多层filter式过滤选择特征的步骤包括:
[0069]
1)pearson相关系数过滤:计算各个特征之间的pearson相关系数r值,其中r值的计算公式如下:
[0070][0071]
r值的绝对值越接近1,则相关性越强,挑选出0.8<r<1的强相关性特征子集;
[0072]
2)pca降维过滤:pca主成分分析是将原始特征向量构成的坐标进行旋转,选择具有最大方差的向量构成新的坐标系,将原始特征集降维映射到低维空间从而实现降维,挑选主成分的贡献率>85%的前m个特征值组成新的特征子集;
[0073]
3)mrmr搜索准则过滤:mrmr准则以互信息为衡量变量之间相关度的基础标准,其中互信息的理论定义如下:
[0074]
给定的两个随机变量x和y,它们的概率密度与联合概率密度定为p(x)、p(y)、p(x,y),则两个变量之间的互信息i的公式定义为:
[0075][0076]
通过最大相关、最小冗余的准则进行特征搜索形成最终的优选特征子集,其中最大相关准则的定义为:
[0077][0078]
最小冗余准则的定义为:
[0079]
[0080]
mrmr算法结合最大相关和最小冗余准则,得到以下两种搜索度量互信息差度量(mid)和互信息商度量(miq),其中mid的定义为:
[0081][0082]
miq的定义为:
[0083][0084]
式中,s为特征子集,|s|为特征量的个数,fi为第i个特征,c为目标类别;
[0085]
狮群寻优算法对svm进行优化构建刀具磨损评估模型的步骤包括:
[0086]
1)将得到的优选特征子集作为训练集,以刀具后刀面磨损带宽度vb为划分标签的依据,其中0μm~80μm为轻度磨损状态,80μm~120μm为正常磨损状态,》120μm为急剧磨损状态;
[0087]
2)初始化狮群中狮子的位置xi、数目n、最大迭代次数t、维度空间d、成年狮占狮群比例因子β。计算狮群中狮王与母狮的个数,其余为幼狮,将个体历史最优位置设置为各狮的当前位置,初始化群体最优位置设置为狮王位置;
[0088]
3)按下式更新狮王的位置,并计算适应度值,
[0089][0090]
母狮也跟着按
[0091][0092]
调整自己的位置,幼狮按
[0093][0094]
调整自己的位置。其中γ是依照正态分布n(0,1)产生的随机数,αf是母狮移动范围扰动因子,αc是幼狮扰动因子,是第i个狮子第k代的历史最优位置,是从第k代母狮群中随机挑选的一个捕猎协作伙伴的历史最佳位置,gk是第k代群体中最优位置,g
′k是第i个幼狮在捕猎范围内被驱赶的位置;
[0095]
4)计算适应度值,更新全局最优位置和历史最优位置,用训练集训练获取svm的两个参数c和g;
[0096]
5)判断是否达到最优条件,否则继续迭代,是则输出训练好的lso-svm分类器得到最终的刀具磨损状态评估模型;
[0097]
6)任意选取美国phm society(2010)高速铣削机床刀具健康状态的预测竞赛而公布的数据集中的部分数据集作为测试集,验证模型识别率和性能。
[0098]
如图1,本发明方法的实施主要包括以下步骤:
[0099]
步骤一,数据的预处理。
[0100]
以c6数据集的1号样本的y轴切削力信号为例,经过一系列数据预处理后,得到图2所示的可视化结果。
[0101]
步骤二,特征提取。
[0102]
表1所有提取的特征
[0103][0104]
步骤三,多层filter式过滤。
[0105]
首先对数据进行z归一化处理,然后利用spss算出各个特征之间的pearson系数并挑选出r值在0.8到1之间的高相关性特征子集,完成第一层过滤;再进行pca降维,主成分的结果如图3所示,完成第二层过滤;最后利用mrmr算法的搜索规则挑选出最终的优选特征子集,完成第三层过滤。
[0106]
步骤四,狮群寻优算法对svm进行优化构建刀具磨损评估模型。
[0107]
初始化lso的各个参数,然后通过寻优获取svm的参数c和g,再判断是否达到最优参数,否的话则继续迭代直至找到最优参数,是的话则输出训练好的lso-svm分类器得到最终的刀具磨损状态评估模型,然后用测试集验证模型的识别率和性能,分类识别率如图4所示,达到了97.125%,并对比pso-svm和lso-svm的分类错误率,如图5所示,上面的是pso-svm的分类错误率,下面的是lso-svm的分类错误率,可以很明显的看出,lso-svm分类错误率更低,迭代速度更快。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1