一种走丝机床的线切割检测装置的制作方法
1.本发明涉及快走丝线切割加工技术领域,尤其涉及一种走丝机床的线切割检测装置。
背景技术:
2.电火花线切割机按走丝速度可分为高速往复走丝电火花线切割机(俗称“快走丝”)、低速单向走丝电火花线切割机和立式自旋转电火花线切割机三类;往复走丝电火花线切割机是我国独创的机种,但由于往复走丝线切割机床不能对电极丝实施恒张力控制,故电极丝抖动大,由于电级丝是往复使用,所以会造成电极丝损耗,加工精度和表面质量降低。现有的快走丝线切割恒张力机构是通过弹簧与限位槽配合,但是其调节移动的精度较低,难以保证快走丝线切割的切割线张力恒定,且缺少对切割线损耗的检测,使得快走丝线切割的加工精度较低,不能满足快走丝线切割的加工需要。因此,设计一种能提高张力调节精度且及时发现切割线损耗的走丝机床的线切割检测装置成为了急需解决的技术问题。
技术实现要素:
3.本发明为解决上述问题,提供了一种走丝机床的线切割检测装置。
4.本实用新型的技术方案,一种走丝机床的线切割检测装置,包括机床本体、切割线以及plc控制器,所述切割线以及plc控制器均连接设置在机床本体上,所述机床本体设有切割检测底座,该切割检测底座上设有张力控制模块、若干导向轮以及换丝检测模组,该张力控制模块包括张力传感器;所述张力控制模块以及换丝检测模组间隔设置在若干导向轮之间;所述切割线依次穿过张力控制模块、导向轮以及换丝检测模组;所述plc控制器信号连接述张力控制模块以及换丝检测模组。
5.采用上述结构后,通过切割线穿过张力控制模块,由张力传感器实时检测切割线张力并调整至合适状态;在张力合适的情况下,切割线再经过导向轮引导穿过换丝检测模组,进行切割线直径的实时检测,当切割线损耗过大时通过plc控制器操作停止工作,避免切割精度下降;实现了保持切割线的张力在合适的大小,减少了切割线损耗,且实时检测切割线损耗,提高了加工精度。
6.作为本实用新型的进一步改进,所述张力控制模块还包括滑块、铰链、调节滑轮、液压伸缩杆以及电磁阀;所述切割检测底座设有滑动槽,所述滑块包括连接部以及滑动部,该滑动部卡设于滑动槽内做可移动连接,所述铰链的两端分别连接调节滑轮的中心轴以及连接部,所述张力传感器以及液压伸缩杆均固定设置在滑动槽的一端且连接滑动部,所述电磁阀固定连接液压伸缩杆,所述plc控制器信号连接张力传感器以及电磁阀。
7.采用上述结构后,切割线经导向轮绕在调节滑轮上,切割线的张力经滑块传到张力传感器,张力传感器将检测结果传到plc控制器,plc控制器控制电磁阀启动,调节液压伸缩杆长度,达到调整切割线张力的目的,避免切割线损耗增大。
8.作为本实用新型的进一步改进,所述换丝检测模组包括环绕在切割线外的钳形电
流表以及红外测温传感器,该钳形电流表以及红外测温传感器均信号连接plc控制器。
9.采用上述结构后,通过钳形电流表以及红外测温传感器分别检测出切割线上的电流i 以及温度大小t,并结合已知的切割线导电系数ρ与工作时的额定电压u,发送至plc控制器后根据切割线直径公式计算后得到直径d,并在d小于标准时控制机床停止工作。
10.作为本实用新型的进一步改进,所述切割检测底座设有连接柱以及螺栓,所述连接柱以及机床本体均设有与螺栓相适应的螺纹孔,所述螺栓穿过螺纹孔连接切割检测机构与机床本体;所述连接柱与螺栓之间设有橡胶垫圈。
11.采用上述结构后,通过螺栓穿过螺纹孔连接机床本体与切割检测底座,通过橡胶垫圈防止螺栓松动脱落,拆卸时只需拧下螺栓,便能在需要修理时将切割检测底座快速拆除,节省人力、时间。
12.作为本实用新型的进一步改进,所述切割检测底座连接设置在机床本体的顶部。
13.采用上述结构后,将切割检测底座连接设置在机床本体的顶部,避免切割线受冷却液影响,使红外温度传感器无法测得准确的温度。
附图说明
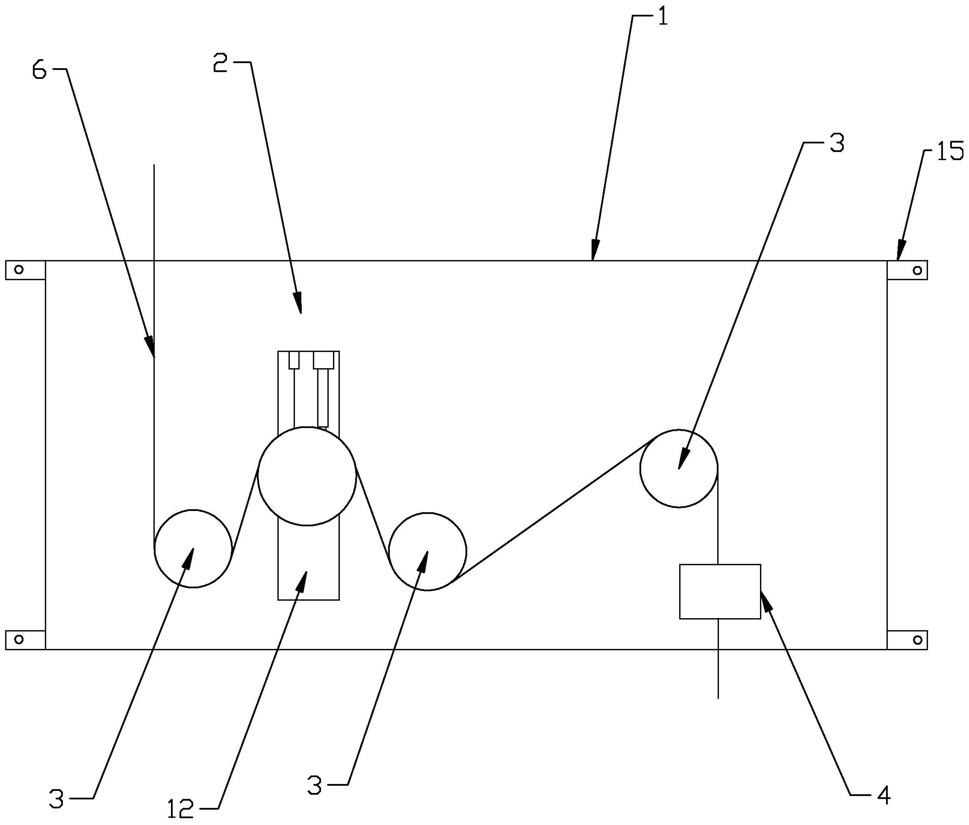
14.图1所示为切割检测底座正面示意图。
15.图2所示为张力控制模块机构示意图。
[0016]1‑
切割检测底座,2
‑
张力控制模块,3
‑
导向轮,4
‑
换丝检测模组,5
‑
张力传感器,6
‑
切割线,7
‑
滑块,8
‑
铰链,9
‑
调节滑轮,10
‑
液压伸缩杆,11
‑
电磁阀,12
‑
滑动槽,13
‑
连接部, 14
‑
滑动部,15
‑
连接柱,16
‑
螺栓,17
‑
橡胶垫圈。
具体实施方式
[0017]
如图1
‑
图2所示一种走丝机床的线切割检测装置,包括机床本体、切割线6以及plc控制器,所述切割线6以及plc控制器均连接设置在机床本体上,所述机床本体设有切割检测底座1,该切割检测底座1上设有张力控制模块2、若干导向轮3以及换丝检测模组4,该张力控制模块2包括张力传感器5;所述张力控制模块2以及换丝检测模组4间隔设置在若干导向轮3之间;所述切割线6依次穿过张力控制模块2、导向轮3以及换丝检测模组4;所述plc控制器信号连接述张力控制模块2以及换丝检测模组4。
[0018]
通过切割线6穿过张力控制模块2,由张力传感器5实时检测切割线6张力并调整至合适状态;在张力合适的情况下,切割线6再经过导向轮3引导穿过换丝检测模组4,进行切割线6直径的实时检测,当切割线6损耗过大时通过plc控制器操作停止工作,避免切割精度下降;实现了保持切割线6的张力在合适的大小,减少了切割线6损耗,且实时检测切割线6损耗,提高了加工精度。
[0019]
所述张力控制模块2还包括滑块7、铰链8、调节滑轮9、液压伸缩杆10以及电磁阀 11;所述切割检测底座1设有滑动槽12,所述滑块7包括连接部13以及滑动部14,该滑动部14卡设于滑动槽12内做可移动连接,所述铰链8的两端分别连接调节滑轮9的中心轴以及连接
部13,所述张力传感器5以及液压伸缩杆10均固定设置在滑动槽12的一端且连接滑动部14,所述电磁阀11固定连接液压伸缩杆10,所述plc控制器信号连接张力传感器5 以及电磁阀11。
[0020]
切割线6经导向轮3绕在调节滑轮9上,切割线6的张力经滑块7传到张力传感器 5,张力传感器5将检测结果传到plc控制器,plc控制器控制电磁阀11启动,调节液压伸缩杆10长度,达到调整切割线6张力的目的,避免切割线6损耗增大。
[0021]
所述换丝检测模组4包括环绕在切割线6外的钳形电流表以及红外测温传感器,该钳形电流表以及红外测温传感器均信号连接plc控制器。
[0022]
通过钳形电流表以及红外测温传感器分别检测出切割线6上的电流i以及温度大小 t,并结合已知的切割线导电系数ρ与工作时的额定电压u,发送至plc控制器后根据切割线直径公式计算后得到直径d,并在d小于标准时控制机床停止工作。
[0023]
所述切割检测底座1设有连接柱15以及螺栓16,所述连接柱15以及机床本体均设有与螺栓16相适应的螺纹孔,所述螺栓16穿过螺纹孔连接切割检测底座1与机床本体;所述连接柱15与螺栓16之间设有橡胶垫圈17。
[0024]
通过螺栓16穿过螺纹孔连接机床本体与切割检测底座1,通过橡胶垫圈17防止螺栓 16松动脱落,拆卸时只需拧下螺栓16,便能在需要修理时将切割检测底座1快速拆除,节省人力、时间。
[0025]
所述切割检测底座1连接设置在机床本体的顶部。
[0026]
将切割检测底座1连接设置在机床本体的顶部,避免切割线6受冷却液影响,使红外温度传感器无法测得准确的温度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1