一种眼镜工件快速定位夹具的制作方法
1.本技术属于眼镜配件加工技术领域,具体涉及一种眼镜工件快速定位夹具。
背景技术:
2.在眼镜工件加工时,例如镜框或镜架加工时,需先对工件进行夹持,现有的夹具不能对工件左右两边进行同时定位,一般是先夹持一边加工,加工完成后再夹持另一半对另一半进行再次加工,采用此方法容易造成两边加工差异,产品的精密度和稳定性较差,并且效率低下,亟需做进一步改进。
技术实现要素:
3.本技术为了解决上述技术问题,提供了一种眼镜工件快速定位夹具。
4.为解决上述技术问题,本技术采用以下技术方案:
5.一种眼镜工件快速定位夹具,包括底座支架,所述底座支架上设有用于定位工件的定位机构,所述底座支架上还设有间隔设置的第一压紧机构和第二压紧机构,所述第一压紧机构和所述第二压紧机构均可沿竖直方向压向或远离所述定位机构上的工件。
6.如上所述的一种眼镜工件快速定位夹具,所述第一压紧机构包括设于所述底座支架上的第一驱动件,以及与所述第一驱动件驱动端连接并位于所述定位机构上侧的第一压块;
7.所述第二压紧机构包括设于所述底座支架上的第二驱动件,以及与所述第二驱动件驱动端连接并位于所述定位机构上侧的第二压块。
8.如上所述的一种眼镜工件快速定位夹具,所述第一压块上端设有往所述第二压块侧凸出的第一凸沿,所述第二压块上端设有往所述第一压块侧凸出的第二凸沿。
9.如上所述的一种眼镜工件快速定位夹具,所述第一驱动件和所述第二驱动件均为气缸,且所述第一驱动件和所述第二驱动件均受同一气动开关同步驱动运行作业。
10.如上所述的一种眼镜工件快速定位夹具,所述定位机构包括间隔设于所述底座支架上且分别对应位于所述第一压块和所述第二压块下侧的第一定位块和第二定位块。
11.如上所述的一种眼镜工件快速定位夹具,所述第一定位块上设有第一贯穿孔,所述第一驱动件驱动端穿过所述第一贯穿孔与所述第一压块连接;
12.所述第二定位块上设有第二贯穿孔,所述第二驱动件驱动端穿过所述第二贯穿孔与所述第二压块连接。
13.如上所述的一种眼镜工件快速定位夹具,所述第一定位块上共设有两个所述第一贯穿孔,所述第一驱动件共设有两个分别穿过两个所述第一贯穿孔与所述第一压块连接的驱动端;
14.所述第二定位块上共设有两个设有第二贯穿孔,所述第二驱动件共设有两个分别穿过两个所述第二贯穿孔与所述第二压块连接的驱动端。
15.如上所述的一种眼镜工件快速定位夹具,所述定位机构还包括设于底座支架上端
一侧并位于所述第一定位块和所述第二定位块间的限位挡块。
16.如上所述的一种眼镜工件快速定位夹具,所述底座支架包括与所述定位机构连接的上模连接板、设于所述上模连接板下侧的下模底板以及连接于所述上模连接板与所述下模底板间的连接组件,所述第一驱动件和所述第二驱动件均连接于所述上模连接板下端面上。
17.如上所述的一种眼镜工件快速定位夹具,所述连接组件为驱动气缸,所述驱动气缸可沿竖直方向驱动所述上模连接板相对所述下模底板作往复运动。
18.与现有技术相比,本技术的有益效果如下:
19.本技术提供一种眼镜工件快速定位夹具,包括底座支架以及用于定位眼镜工件的定位机构,底座支架上间隔设有第一压紧机构和第二压紧机构,通过第一压紧机构和第二压紧机构可沿竖直方向压向或远离所述定位机构上的工件,继而可对眼镜工件的两边进行同步快速定位夹持,提高机台利用率,同时能保证后续加工时的精密度和稳定度,实现一次性加工。
附图说明
20.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
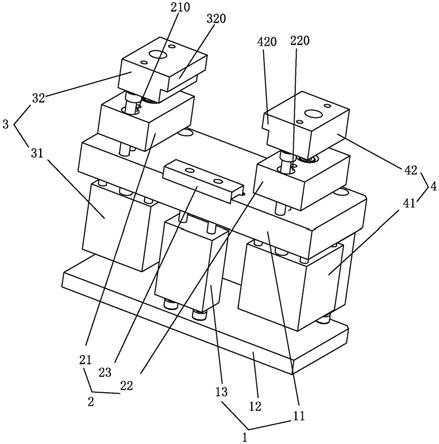
21.图1是本实用新型一种眼镜工件快速定位夹具的装配示意图。
具体实施方式
22.如图1所示,一种眼镜工件快速定位夹具,包括底座支架1,所述底座支架1上设有用于定位工件的定位机构2,所述底座支架1上还设有间隔设置的第一压紧机构3和第二压紧机构4,所述第一压紧机构3和所述第二压紧机构4均可沿竖直方向压向或远离所述定位机构2上的工件。
23.本技术提供一种眼镜工件快速定位夹具,包括底座支架以及用于定位眼镜工件的定位机构,底座支架上间隔设有第一压紧机构和第二压紧机构,通过第一压紧机构和第二压紧机构可沿竖直方向压向或远离所述定位机构上的工件,继而可对眼镜工件的两边进行同步快速定位夹持,提高机台利用率,同时能保证后续加工时的精密度和稳定度,实现一次性加工。
24.如上所述的一种眼镜工件快速定位夹具,所述第一压紧机构3包括设于所述底座支架1上的第一驱动件31,以及与所述第一驱动件31驱动端连接并位于所述定位机构2上侧的第一压块32;通过第一驱动件31驱动第一压块32压紧眼镜工件的一边。
25.所述第二压紧机构4包括设于所述底座支架1上的第二驱动件41,以及与所述第二驱动件41驱动端连接并位于所述定位机构2上侧的第二压块42。通过第二驱动件41驱动第二压块42压紧眼镜工件的另一边,继而将眼镜工件两边进行同时压紧,便于后续对眼镜工件两边进行同时加工,提高了工作效率,并能够避免两次加工造成两边精密度有差异,避免产品不稳定。
26.如上所述的一种眼镜工件快速定位夹具,所述第一压块32上端设有往所述第二压块42侧凸出的第一凸沿320,所述第二压块42上端设有往所述第一压块32侧凸出的第二凸
沿420。通过设置第一凸沿和第二凸沿用于分别限位眼镜工件的两边,进而可后续对产品进行加工,提高加工精密度。
27.如上所述的一种眼镜工件快速定位夹具,所述第一驱动件31和所述第二驱动件41均为气缸,且所述第一驱动件31和所述第二驱动件41均受同一气动开关同步驱动运行作业。本技术的第一驱动件31和所述第二驱动件41均为气缸,优选为双杠活塞气缸,通过设置气动开关实现同步夹持工件两端。
28.如上所述的一种眼镜工件快速定位夹具,所述定位机构2包括间隔设于所述底座支架1上且分别对应位于所述第一压块32和所述第二压块42下侧的第一定位块21和第二定位块22。通过设置凸起的第一定位块21和第二定位块22先对工件进行预定位,工件加工时,先把工件放置在第一定位块21和第二定位块22之间,即可实现定位,再通过,通过第一压紧机构和第二压紧机构可沿竖直方向压向或远离所述定位机构上的工件,继而可对眼镜工件的两边进行同步快速定位夹持,提高机台利用率,同时能保证后续加工时的精密度和稳定度,实现一次性加工。
29.如上所述的一种眼镜工件快速定位夹具,所述第一定位块21上设有第一贯穿孔210,所述第一驱动件31驱动端穿过所述第一贯穿孔210与所述第一压块32连接;本技术的第一驱动件31穿过第一贯穿孔210与第一压块32连接,继而可驱动第一压块压向第一定位块21。
30.所述第二定位块22上设有第二贯穿孔220,所述第二驱动件41驱动端穿过所述第二贯穿孔220与所述第二压块42连接。本技术的第二驱动件穿过第二贯穿孔与第二压块连接,继而可驱动第二压块压向第二定位块。
31.如上所述的一种眼镜工件快速定位夹具,所述第一定位块21上共设有两个所述第一贯穿孔210,所述第一驱动件31共设有两个分别穿过两个所述第一贯穿孔210与所述第一压块32连接的驱动端;设置两个第一贯穿孔可避免第一压块32移位。
32.所述第二定位块22上共设有两个设有第二贯穿孔220,所述第二驱动件41共设有两个分别穿过两个所述第二贯穿孔220与所述第二压块42连接的驱动端。设置两个第二贯穿孔可避免第二压块移位。
33.如上所述的一种眼镜工件快速定位夹具,所述定位机构2还包括设于底座支架1上端一侧并位于所述第一定位块21和所述第二定位块22间的限位挡块23。设置限位挡块可进一步限位工件,提高定位效果。
34.如上所述的一种眼镜工件快速定位夹具,所述底座支架1包括与所述定位机构2连接的上模连接板11、设于所述上模连接板11下侧的下模底板12以及连接于所述上模连接板11与所述下模底板12间的连接组件13,所述第一驱动件31和所述第二驱动件41均连接于所述上模连接板11下端面上。通过将第一驱动件31和所述第二驱动件41设置在上模连接板11和下模底板12之间可对第一驱动件31和所述第二驱动件41进行保护。
35.如上所述的一种眼镜工件快速定位夹具,所述连接组件13为驱动气缸,所述驱动气缸可沿竖直方向驱动所述上模连接板11相对所述下模底板12作往复运动。通过设置连接组件13可驱动上模连接板11运动,进而可对工件进行排出,提供工作效率。
36.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型
的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1