一种用于加工管材的切管机的制作方法
1.本技术涉及管材加工的技术领域,尤其是涉及一种用于加工管材的切管机。
背景技术:
2.围挡是指为了将建设施工现场与外部环境隔离开来,使施工现场成为一个相对封闭的空间所采取的措施,包括采用各种砌体材料砌筑的围墙、采用各种成型板材构成的维护体等。
3.参照图1,在现有的围挡中,包括两块相平行并呈相对设置的两块挡板11以及固定连接于两块挡板11之间的固定架12。固定架12包括四根相互围合并形成长方形的固定杆121,四根固定杆121之间首尾焊接固定。为了便于拼装以及焊接,每根固定杆121长度方向的相对两端面均呈倾斜设置,并且同一根固定杆121内相对两端的倾斜端面均呈相对设置。固定杆121均由一整根呈长条状的管材逐段切割生产。
4.参照图2,在现有的切管机中,包括机架4、转动连接于机架4的切削刀3以及固定安装于机架4用于驱动切削刀3自转的驱动电机2;机架4包括供管材放置的放置部41,放置部41与切削刀3之间铰接配合,机架4处固定连接有供工作人员转动机架4的手柄42。当需要切割管材时,工作人员通过人工操作将管材固定于放置部41处,工作人员再启动驱动电机2,驱动电机2驱动切削刀3自转,工作人员再握持并移动手柄42,使得切削刀3向放置部41的方向靠近,进而切削刀3与位于放置部41处的管材相接触,并进行切割。由于在切割的过程中,需要工作人员通过人工握紧管材并且通过人工操作去移动手柄42,这样的操作方式增大了工作人员的劳动强度。
5.因此需要一种用于加工管材的切管机。
技术实现要素:
6.为了减少工作人员的劳动强度,本技术提供一种用于加工管材的切管机。
7.本技术提供的一种用于加工管材的切管机,采用如下的技术方案:
8.一种用于加工管材的切管机,包括机架,还包括活动安装于所述机架用于切削管材的切削刀以及安装于所述机架用于驱动切削刀自转的驱动电机,还包括安装于所述机架供管材固定的夹紧装置以及活动安装于所述机架供切削刀向夹紧装置方向自动移动的移动装置;所述移动装置包括活动安装于所述机架的伸缩缸,所述伸缩缸用于驱动所述切削刀向夹紧装置方向移动;所述伸缩杆、所述驱动电机和外部控制器之间电连接。
9.通过采用上述技术方案,当需要切削管材时,利用夹紧装置先将管材进行夹紧,外部控制器控制驱动电机启动,使得驱动电机驱动切削刀转动,外部控制器控制伸缩缸启动,伸缩缸驱动切削刀移动,利用移动装置,使得切削刀向夹紧装置的方向逐渐靠近并与固定于夹紧装置内的管材相接触,切削刀继续移动并切削管材,进而减少了工作人员的劳动强度;当切削刀完成切削时,外部控制器再控制伸缩缸启动,使得切削刀自动远离夹紧装置,进而利用夹紧装置松开管材,便于工作人员取出位于夹紧装置内已完成切削的管材。
10.优选的,所述移动装置包括连接于所述伸缩缸和所述切削刀之间供切削刀向夹紧装置方向移动的传动机构,所述传动机构包括铰接配合于机架并与切削刀固定连接的铰接板以及与所述铰接板之间固定连接并铰接配合于伸缩缸输出端的铰接杆,所述伸缩缸用于驱动所述铰接杆转动。
11.通过采用上述技术方案,当需要切削刀向夹紧装置的方向移动时,外部控制器控制伸缩缸启动,利用铰接杆与伸缩缸输出端之间的铰接配合,进而伸缩缸输出端带动铰接杆转动,利用铰接杆与铰接板之间的固定连接,进而铰接杆带动铰接板作周向转动运动,利用铰接板与机架之间铰接配合,使得铰接板与机架之间相对转动,进而铰接板带动切削刀同向转动,同时铰接板带动切削刀向夹紧装置的方向靠近,使得切削刀可切削位于夹紧装置内的管材,进而实现切削刀自动向夹紧装置方向移动以及对管材的自动切削;当切削刀完成切削时,伸缩缸驱动铰接杆反向转动,铰接杆带动铰接板向背离夹紧装置的方向转动,进而铰接板带动切削刀向背离夹紧装置的方向转动,使得切削刀自动远离夹紧装置,便于工作人员取出位于夹紧装置内已完成切削的管材。
12.优选的,所述伸缩缸包括与铰接杆相铰接配合的第二驱动气缸以及与所述第二驱动气缸相连接的储油缸,所述第二驱动气缸用于驱动所述铰接杆转动,所述储油缸用于减缓所述第二驱动气缸的驱动速度;所述第二驱动气缸设置有供气体流动的第一气管,所述储油缸设置有供气体流动的第二气管,所述第一气管与所述第二气管均与外部的气泵相连接,所述第二驱动气缸与所述储油缸之间连接有供液体流动的输液管;外部控制器与外部的气泵之间电连接。
13.通过采用上述技术方案,当所述铰接杆需要转动时,外部控制器控制第二驱动气缸启动,外部的气泵对第一气管输入气体,进而驱动第二驱动气缸的输出轴滑移并伸出第二驱动气缸外,进而实现驱动铰接杆转动,同时将第二驱动气缸内的液体经输液管流向储油缸内,使得第二驱动气缸内的气压与液压形成一对相互作用力,进而可减缓对第二驱动气缸输出轴的滑移速度,进而可减缓切削刀的移动速度,使得切削刀能够平稳地切削管材,液体逐渐流向储油缸的同时,储油缸内的气体经第二气管向外部的气泵排出;当切削刀完成切削时,外部控制器控制外部气泵启动,进而外部的气泵向经第二气管输入储油缸内,使得储油缸内的液体经输液管向第二驱动气缸内,同时第二驱动气缸内的气体经第一气管向外部排出,使得第二驱动气缸输出轴滑移并容置于第二驱动气缸内。
14.优选的,所述移动装置还包括用于限定所述切削刀移动位置的限位机构,所述限位机构包括与所述铰接杆相连接的抵接组件以及固定安装于机架的限位开关,所述限位开关与外部控制器之间电连接;所述抵接组件包括与所述铰接杆铰接配合的限位螺杆、与所述限位螺杆螺纹连接的限位块以及铰接配合于所述机架用于与所述限位开关相接触的限位杠杆;所述限位螺杆与所述限位杠杆之间可相对滑移,所述限位块可与所述限位杠杆相抵接配合。
15.通过采用上述技术方案,当第二驱动气缸驱动切削刀向管材的方向靠近时,第二驱动气缸的输出轴移动并带动铰接杆转动,利用铰接杆与限位螺杆的铰接配合,进而铰接杆与限位螺杆之间相对转动,同时铰接杆带动限位螺杆滑移,限位螺杆带动限位块同向滑移,直至限位块与限位杠杆之间相抵接配合,限位螺杆继续滑移,进而限位块推动限位杠杆,利用限位杠杆与机架之间的铰接配合,进而限位杠杆滑移并与限位开关相接触,进而限
位开关向外部的控制器传输信号,外部控制器则控制第二驱动气缸停止驱动,进而使得切削刀停止移动,进而对切削刀的移动位置实现限定作用。
16.优选的,所述限位块的数量为两个,两个所述限位块分别位于所述限位螺杆长度方向的相对两端,所述限位开关的数量为两个,两个限位开关可分别与所述限位杠杆相抵接配合。
17.通过采用上述技术方案,利用两个限位块,进而两个限位块可分别与所述限位杠杆相抵接配合,并带动限位杠杆转动,进而使得限位杠杆可与两个限位开关中的一个相抵接配合,进而切削刀远离或靠近管材时,均可对切削刀实现限位作用。
18.优选的,所述夹紧装置包括活动安装于所述机架用于自动夹紧管材的活动夹具,所述活动夹具包括固定连接于所述机架的固定夹持块以及与所述固定夹持块相对滑移的活动夹持块。
19.通过采用上述技术方案,当需要夹持管材时,工作人员先将管材放置在活动夹持块和固定夹持块之间,利用活动夹持块和固定夹持块的滑移配合,进而活动夹持块向固定夹持块的方向滑移并夹紧管材,便于后期切削刀对管材进行切割。
20.优选的,所述活动夹具还包括贯穿所述活动夹持块并与所述固定夹持块固定连接的导向杆,所述活动夹持块内设置有供所述导向杆插接配合的导向孔,所述导向孔与所述导向杆之间可滑移配合。
21.通过采用上述技术方案,当活动夹持块与固定夹持块相对滑移时,活动夹持块带动导向孔同向滑移,进而导向孔与导向杆之间相对滑移,进而对活动夹持块的移动方向实现导向作用。
22.优选的,所述夹紧装置还包括供所述活动夹持块滑移的第一滑移组件,所述第一滑移组件包括用于驱动所述活动夹持块滑移的第一驱动气缸以及固定连接于第一驱动气缸的套筒,所述第一驱动气缸包括本体以及第一输出轴,所述第一输出轴固定安装于固定夹持块,所述套筒的外侧壁与活动夹持块之间固定连接,所述套筒的内侧壁与第一输出轴之间套接配合并可相对滑移;所述第一驱动气缸与外部控制器之间电连接。
23.通过采用上述技术方案,当需要夹紧管材时,外部控制器控制第一驱动气缸启动,进而第一驱动气缸的第一输出轴进行伸缩,利用第一输出轴固定安装于固定夹持块,使得第一驱动气缸向固定夹持块的方向滑移,进而第一驱动气缸带动套筒同向滑移,进而套筒带动活动夹持块同向滑移,进而活动夹持块向固定夹持块的方向靠近并夹紧管材;当需要取下完成切削的管材时,外部控制器再次控制第一驱动气缸启动,利用输出轴,第一驱动气缸相背离固定夹持块的方向滑移,进而套筒带动活动夹持块相背离固定夹持块的方向滑移
24.优选的,所述夹紧装置还包括供活动夹持块滑移的第二滑移组件,所述第二滑移组件包括贯穿所述活动夹持块并与所述固定夹持块转动连接的丝杆以及与所述丝杆螺纹连接并与所述活动夹持块相连接的转轴,所述转轴用于带动所述活动夹持块滑移。
25.通过采用上述技术方案,当需要活动夹持块滑移时,工作人员转动丝杆,利用丝杆与连接轴之间的相对转动,进而连接轴可沿丝杆的长度方向相对滑移,进而连接轴带动活动夹持块同向滑移,进而实现活动夹持块的滑移。
26.优选的,所述第二滑移组件还包括固定连接于丝杆供工作人员转动的手轮。
27.通过采用上述技术方案,利用手轮,便于工作人员转动丝杆。
28.综上所述,本技术包括以下至少一种有益技术效果:
29.1.通过利用夹紧装置先将管材进行夹紧,外部控制器控制驱动电机启动,使得驱动电机驱动切削刀转动,外部控制器控制伸缩缸启动,伸缩缸驱动切削刀移动,利用移动装置,使得切削刀向夹紧装置的方向逐渐靠近并与固定于夹紧装置内的管材相接触,切削刀继续移动并切削管材,进而减少了工作人员的劳动强度;当切削刀完成切削时,外部控制器再控制伸缩缸启动,使得切削刀自动远离夹紧装置,便于工作人员取出位于夹紧装置内已完成切削的管材;
30.2.通过外部控制器控制伸缩缸启动,利用铰接杆与伸缩缸输出端之间的铰接配合,进而伸缩缸输出端带动铰接杆转动,利用铰接杆与铰接板之间的固定连接,进而铰接杆带动铰接板作周向转动运动,利用铰接板与机架之间铰接配合,使得铰接板与机架之间相对转动,进而铰接板带动切削刀同向转动,同时铰接板带动切削刀向夹紧装置的方向靠近,使得切削刀可切削位于夹紧装置内的管材,进而实现切削刀自动向夹紧装置方向移动以及对管材的自动切削;当切削刀完成切削时,伸缩缸驱动铰接杆反向转动,铰接杆带动铰接板向背离夹紧装置的方向转动,进而铰接板带动切削刀向背离夹紧装置的方向转动,使得切削刀自动远离夹紧装置,便于工作人员取出位于夹紧装置内已完成切削的管材;
31.3.通过外部控制器控制第二驱动气缸启动,外部的气泵对第一气管输入气体,进而驱动第二驱动气缸的输出轴滑移并伸出第二驱动气缸外,进而实现驱动铰接杆转动,同时将第二驱动气缸内的液体经输液管流向储油缸内,使得第二驱动气缸内的气压与液压形成一对相互作用力,进而可减缓对第二驱动气缸输出轴的滑移速度,进而可减缓切削刀的移动速度,使得切削刀能够平稳地切削管材,液体逐渐流向储油缸的同时,储油缸内的气体经第二气管向外部的气泵排出;当切削刀完成切削时,外部控制器启动储油缸,进而外部的气泵向经第二气管输入储油缸内,使得储油缸内的液体经输液管向第二驱动气缸内,同时第二驱动气缸内的气体经第一气管向外部排出,使得第二驱动气缸输出轴滑移并容置于第二驱动气缸内。
附图说明
32.图1是围挡的整体结构示意图;
33.图2是现有的切管机的整体结构示意图;
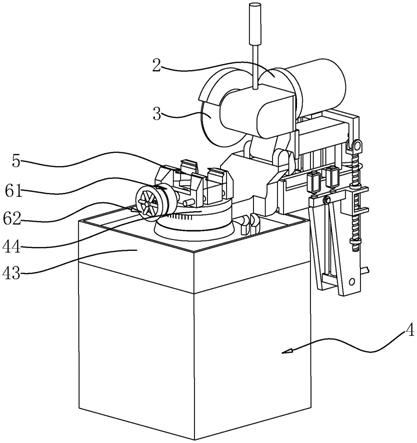
34.图3是本实施例中一种用于加工管材的切管机的整体结构示意图;
35.图4是本实施例中夹紧装置的部分结构示意图;
36.图5是本实施例中夹紧装置的部分结构剖视图;
37.图6是图5中a处的放大图;
38.图7是本实施例中移动装置的部分结构示意图;
39.图8是本实施例中传动机构和伸缩缸的部分结构示意图。
40.图中,11、挡板;12、固定架;121、固定杆;2、驱动电机;3、切削刀;4、机架;41、放置部;42、手柄;43、底座;44、固定座;45、支撑座;46、连接板;47、竖板;48、支撑架;481、固定板;482、第一支撑板;483、第二支撑板;5、活动夹具;51、固定夹持块;511、固定块;5111、第四通孔;512、固定夹紧块;52、活动夹持块;521、活动块;522、活动夹紧块;5221、导向孔;5222、过孔;53、承托块;531、第三通孔;54、导向杆;55、开槽;56、倒角;57、折叠槽;61、第一
滑移组件;611、第一驱动气缸;612、套筒;613、本体;614、第一输出轴;615、第一通孔;616、滑槽;62、第二滑移组件;621、丝杆;622、转轴;6221、第一螺纹孔;6222、方键;623、手轮;7、传动机构;71、铰接板;72、铰接杆;721、垫板;8、伸缩缸;81、第二驱动气缸;811、第一气管;82、储油缸;821、第二气管;83、输液管;9、限位机构;91、抵块;92、拨杆;93、限位螺杆;94、限位块;941、上限位块;942、下限位块;943、第二螺纹孔;95、限位杠杆;951、连接片;9511、上垫片;9512、下垫片;952、穿孔;953、上顶块;954、下顶块;96、限位开关;961、上限位开关;962、下限位开关。
具体实施方式
41.以下结合附图1
‑
8对本技术作进一步详细说明。
42.参照图2,现有的切管机,包括机架4、转动连接于机架4的切削刀3以及固定安装于机架4用于驱动切削刀3自转的驱动电机2;机架4包括供管材放置的放置部41,放置部41与切削刀3之间铰接配合,机架4处固定连接有供工作人员转动机架4的手柄42。当需要切割管材时,工作人员通过人工操作将管材固定于放置部41处,工作人员再启动驱动电机2,驱动电机2驱动切削刀3自转,工作人员再握持并移动手柄42,使得切削刀3向放置部41的方向靠近,进而切削刀3与位于放置部41处的管材相接触,并进行切割。
43.本技术实施例公开一种用于加工管材的切管机。参照图3,切管机还包括活动安装于机架4用于夹紧管材的夹紧装置以及活动安装于机架4的移动装置,移动装置用于供切削刀3自动向夹紧装置的方向移动。用于切削管材的驱动电机2与外部控制器之间电连接。当需要切削管材时,利用夹紧装置将管材自动夹紧,利用外部控制器控制驱动电机2启动,使得切削刀3自转,进而利用移动装置,使得切削刀3自动向夹紧装置的方向移动并切削管材。
44.参照图3和图4,具体的,机架4包括沿竖直方向固定安装于地面的底座43以及固定安装于底座43用于供夹紧装置安装的固定座44。底座43呈长方体设置,底座43长度方向的一端固定安装于地面,底座43的另一端向背离地面的方向延伸。固定座44呈圆柱状设置,固定座44厚度方向的一端固定安装于底座43背离地面的一端,固定座44厚度方向的另一端向背离底座43的方向延伸。固定座44位于底座43端面的居中位置处。夹具装置位于固定座44背离底座43的一端。具体的,夹紧装置包括活动安装于固定座44用于自动夹紧管材的活动夹具5以及均与活动夹具5相连接的第一滑移组件61、第二滑移组件62。第一滑移组件61和第二滑移组件62均用于驱动活动夹具5自动夹紧管材。
45.参照图4和图5,具体的,活动夹具5包括焊接固定于固定座44的承托块53和固定夹持块51、滑移配合于固定座44的活动夹持块52以及同时贯穿活动夹持块52、固定夹持块51和承托块53的导向杆54。承托块53的一侧焊接固定于固定座44背离底座43的一端,承托块53背离固定座44的端面用于承托管材。固定夹持块51和活动夹持块52之间呈相对设置,并且分别位于承托块53宽度方向的相对两侧。具体的,固定夹持块51包括焊接固定于固定座44的固定块511以及固定于固定块511用于夹紧管材的固定夹紧块512。活动夹持块52包括滑移配合于固定座44的活动块521以及焊接固定于活动块521的活动夹紧块522。活动块521和固定块511均呈长方体设置,活动块521、固定块511和承托块53之间相平行并呈相对设置,活动夹紧块522和固定夹紧块512分别位于活动块521和固定块511之间相对的两侧壁处。固定块511和活动块521长度方向的居中位置处均设置有开槽55,进而便于工作人员拿
取管材;固定块511与活动块521相背离的两侧面处均设置有倒角56,进而减少固定块511和活动块521分别与外部构件之间出现碰伤的情况发生。活动块521均与第一滑移组件61和第二滑移组件62相连接。导向杆54呈圆柱状设置,导向杆54呈长度方向的相对两端分别沿水平方向贯穿并突出活动块521、固定块511以及承托块53。导向杆54与固定块511、承托块53之间焊接固定,导向杆54与活动块521之间滑移配合,活动块521沿水平方向设置有供导向杆54贯穿的导向孔5221,导向杆54与导向孔5221之间可滑移配合。优选的,在本实施例中,导向杆54的数量为两根,两根导向杆54分别位于活动块521或固定块511长度方向的相对两端。
46.参照图4和图5,优选的,在本实施例中,活动夹紧块522和固定夹紧块512的数量均为两个,两个活动夹紧块522分别位于活动块521长度方向的相对两端,两个固定夹紧块512分别位于固定块511长度方向的相对两端。活动夹紧块522和固定夹紧块512均呈长方体设置,活动夹紧块522厚度方向的一侧螺栓固定于活动块521,固定夹紧块512厚度方向的一侧螺栓固定于固定块511,进而活动夹紧块522背离活动块521的一侧以及固定夹紧块512背离固定块511的一侧之间呈相对设置。活动夹紧块522背离活动块521的一侧以及固定夹紧块512背离固定块511的一侧均设置有折叠槽57,两个折叠槽57分别位于固定夹紧块512和活动夹紧块522背离承托块53的一端,折叠槽57的长度方向与固定块511或活动块521的长度方向相平行,折叠槽57垂直于长度方向的截面呈三角形状设置。
47.当需要夹持呈长方体设置的管材时,工作人员将管材放置于活动夹持块52和固定夹持块51之间,同时承托块53与管材之间直接接触并去管材实现支撑作用,利用第一滑移组件61和第二滑移组件62,使得活动夹持块52沿导向杆54的长度方向向固定夹持块51的方向滑移,直至活动夹持块52和固定夹持块51抵紧于管材的相对两侧面,利用活动夹紧块522和固定夹紧块512呈长方体设置,进而活动夹紧块522和固定夹紧块512呈相对设置的两侧面背离折叠槽57的一端面分别与管材相对两侧进行面接触,进而提高夹紧效率,便于后期切削刀3对管材进行切削加工;完成对管材的切削加工之后,利用第一滑移组件61和第二滑移组件62,使得活动夹持块52向背离固定夹持块51的方向滑移,同时活动夹持块52逐渐远离管材,进而便于工作人员取出管材。
48.当需要夹持呈圆柱状设置的管材时,工作人员握持管材并将管材放置于固定夹紧块512和活动夹紧块522的折叠槽57之间,管材与承托块53之间相分离,进而利用第一滑移组件61和第二滑移组件62,使得活动块521与导向杆54之间滑移配合,并沿导向杆54的长度方向带动活动夹紧块522同向滑移,直至活动夹紧块522和固定夹紧块512分别与管材之间相抵紧,利用折叠槽57截面呈三角形设置,进而增大活动夹紧块522、固定夹紧块512与管材之间的接触面积,进而提高对管材的夹紧效率。
49.参照图5和图6,具体的,第一滑移组件61包括固定安装于承托块53用于驱动活动夹持块52滑移的第一驱动气缸611以及焊接固定于第一驱动气缸611的套筒612,第一驱动气缸611与外部控制器之间电连接。第一驱动气缸611包括本体613以及与本体613相连接的第一输出轴614,本体613位于活动夹持块52背离承托块53的一侧,第一输出轴614的一端与本体613之间相连接,另一端沿水平方向贯穿活动夹持块52并与承托块53之间焊接固定,第一输出轴614位于两个导向杆54之间,第一输出轴614的长度方向与导向杆54的长度方向相平行。活动块521沿水平方向设置有供第一输出轴614贯穿其相对两侧的过孔5222,过孔
5222与第一输出轴614之间可滑移配合。套筒612与第一输出轴614之间套接配合并可相对滑移,套筒612长度方向的一端焊接固定于本体613朝向第一输出轴614的一端,套筒612长度方向的另一端沿水平方向贯穿过孔5222,并且套筒612的外侧壁与活动块521位于过孔5222内的侧壁焊接固定。
50.当驱动活动夹持块52滑移时,利用外部控制器控制第一驱动气缸611启动,利用第一输出轴614背离本体613的一端焊接固定于承托块53,进而第一输出轴614保持固定,同时本体613沿第一输出轴614的长度方向滑移,利用套筒612与本体613之间的焊接固定,进而本体613带动套筒612沿第一输出轴614的长度方向同向滑移,利用套筒612与活动块521的焊接固定,进而套筒612带动活动块521同向滑移,活动块521带动活动夹紧块522同向滑移,使得活动夹紧块522可靠近或远离固定夹紧块512,进而使得活动夹紧块522和固定夹紧块512可实现自动夹紧或松开管材。
51.参照图3和图4,第一驱动气缸611沿第一输出轴614的长度方向设置有贯穿第一驱动气缸611相对两侧的第一通孔615。承托块53和固定块511均沿导向杆54的长度方向对应设置有第三通孔531和第四通孔5111。第一通孔615、第三通孔531和第四通孔5111之间同轴设置并相连通。具体的,第二滑移组件62包括依次贯穿第一通孔615、第三通孔531和第四通孔5111的丝杆621、与丝杆621之间螺纹连接的转轴622以及与丝杆621螺栓固定的手轮623。丝杆621长度方向的一端贯穿依次贯穿承托块53的第三通孔531以及固定块511的第四通孔5111,并且丝杆621与承托块53、固定块511之间轴承连接。丝杆621长度方向的另一端贯穿第一驱动气缸611的第一通孔615,活动块521、第一驱动气缸611均可沿丝杆621的长度方向滑移配合。丝杆621朝向第一驱动气缸611的一端延伸并突出至第一驱动气缸611的外部,同时丝杆621延伸出第一驱动气缸611的一端与手轮623之间螺纹固定连接,进而工作人员可通过转动手轮623进而带动丝杆621转动。转轴622设置有贯穿其长度方向相对两端的第一螺纹孔6221,转轴622的第一螺纹孔6221与丝杆621之间螺纹连接,转轴622容置于第一通孔615内,并且转轴622位于第一通孔615与本体613相连通的一端。转轴622的外侧壁焊接固定有方键6222,方键6222呈长方体设置,方键6222宽度方向的一端焊接固定于转轴622的外侧壁,方键6222宽度方向的另一端向背离转轴622的方向延伸,方键6222的长度方向与转轴622的长度方向相平行。第一驱动气缸611的本体613内设置有供方键6222插接配合的滑槽616,方键6222可与滑槽616之间滑移配合。
52.当需要夹持管材时,活动夹持块52所需的滑移距离大于第一驱动气缸611的最大驱动距离,利用第二滑移组件62可调整第一驱动气缸611、活动夹持块52与管材之间的距离,工作人员转动手轮623,手轮623带动丝杆621同轴转动,利用丝杆621与转轴622之间的螺纹连接,以及方键6222与滑槽616之间的插接配合,进而转轴622与丝杆621之间相对转动,进而转轴622沿丝杆621的长度方向滑移,进而转轴622带动方键6222与滑槽616之间滑移配合,直至方键6222与第一驱动气缸611相抵接,工作人员继续转动手轮623,转轴622继续沿丝杆621的长度方向滑移,进而方键6222与第一驱动气缸611之间相抵接并带动第一驱动气缸611沿丝杆621的长度方向滑移,进而第一驱动气缸611带动套筒612和活动夹持块52同向滑移,使得活动夹持块52逐渐向固定夹持块51的方向靠近;直至第一驱动气缸611和活动夹持块52滑移至第一驱动气缸611的驱动距离范围内,利用第一滑移组件61,利用外部控制器控制第一驱动气缸611启动,进而第一驱动气缸611驱动活动夹持块52滑移并与抵紧管
材,进而实现夹紧。
53.参照图7和图8,具体的,机架4还包括安装于底座43和固定座44之间的支撑座45、焊接固定于支撑座45的连接板46、与连接板46焊接固定的竖板47以及与连接板46相连接供移动装置安装的支撑架48。支撑座45呈圆柱状设置,支撑座45厚度方向的一端安装于底座43背离地面的一端,支撑座45厚度方向的另一端向固定座44的方向延伸。连接板46呈长条状设置,连接板46长度方向的一端焊接固定于支撑座45侧壁,连接板46长度方向的另一端沿水平方向向背离支撑座45和手轮623的方向延伸。竖板47呈长条状设置,竖板47的一端焊接固定于连接板46长度方向上背离背离支撑座45的一端,竖板47的另一端沿竖直方向向背离底座43和支撑座45的方向延伸,竖板47与连接板46之间圆弧过渡。具体的,支撑架48包括焊接固定于竖板47的固定板481、沿水平方向设置的第一支撑板482以及沿竖直方向设置的第二支撑板483。固定板481、第一支撑板482和第二支撑板483均呈长方体状设置。固定板481厚度方向的一侧焊接固定于竖板47水平方向上背离支撑座45的一侧,固定板481厚度方向的另一侧与第一支撑板482长度方向的一端焊接固定。优选的,在本实施例中,第一支撑板482的数量为两个,两个第一支撑板482之间沿水平方向呈相对设置,两个第一支撑板482长度方向的一端分别焊接固定于固定板481侧面长度方向的相对两端。第一支撑板482长度方向的另一端沿水平方向向背离固定板481的方向延伸并与第二支撑板483呈长度方向的一端焊接固定。优选的,在本实施例中,第二支撑板483的数量为两个,两个第二支撑板483分别与两个第一支撑板482长度方向上背离固定板481的一端焊接固定,两个第二支撑板483长度方向的另一端沿竖直方向向下延伸。两个第二支撑板483之间沿水平方向呈相对设置。
54.参照图7和图8,具体的,移动装置包括活动安装于竖板47的传动机构7以及活动安装于支撑架48内的伸缩缸8,传动机构7用于带动切削刀3和驱动电机2向活动夹具5的方向移动,伸缩缸8用于驱动传动机构7带动切削刀3和驱动电机2移动,伸缩缸8与外部控制器之间电连接。具体的,传动机构7包括与竖板47之间铰接配合的铰接板71以及与铰接板71固定连接的铰接杆72。铰接板71的一端与竖板47背离固定板481的一端铰接配合,铰接板71背离固定板481的另一端同时与切削刀3、驱动电机2之间相连接,进而切削刀3和驱动电机2安装于铰接板71内。铰接杆72呈长条状设置,铰接杆72长度方向的一端焊接固定有垫板721。垫板721呈长方体设置,垫板721厚度方向的一侧焊接固定于铰接杆72长度方向的一端面处,垫板721厚度方向的另一侧焊接固定于铰接板71背离支撑座45的一侧,进而铰接杆72与铰接板71之间固定连接。铰接杆72长度方向的另一端向背离铰接板71的方向延伸。具体的,伸缩缸8包括活动安装于两块第二支撑板483之间的第二驱动气缸81以及焊接固定于其中一块第二支撑板483的储油缸82,第二驱动气缸81的输出轴为伸缩缸8的输出端,第二驱动气缸81与外部控制器之间电连接。第二驱动气缸81的输出轴与铰接杆72之间配合,第二驱动气缸81背离输出轴的一端转动连接于两块第二支撑板483之间,第二驱动气缸81背离输出轴的一端位于第二支撑板483长度方向背离第一支撑板482。第二驱动气缸81背离输出轴的一端连接有第一气管811,第一气管811与外部的气泵相连接,外部气泵与外部控制器之间电连接;第二驱动气缸81朝向输出轴的一端连接有输液管83,输液管83的另一端与储油缸82相连接。第二驱动气缸81内背离第一气管811储存有液体,输液管83与第二驱动气缸81内的液体相连通。储油缸82沿竖直方向焊接固定于其中一块第二支撑板483背离另一块第二
支撑板483的一侧,储油缸82位于第二驱动气缸81的上方位置处。储油缸82朝向第二驱动气缸81的一端与输液管83相连接,储油缸82背离第二驱动气缸81的一端固定连接有第二气管821,第二气管821的另一端与外部的气泵之间相连接。当第二驱动气缸81的输出轴伸出时,切削刀3向管材的方向移动。
55.当夹紧装置夹紧管材时,利用外部控制器控制驱动电机2启动,驱动电机2驱动切削刀3转动,利用外部控制器控制第二驱动气缸81启动,进而第二驱动气缸81的输出轴沿竖直方向向上滑移,利用第二驱动气缸81的输出轴与铰接杆72之间铰接配合,进而铰接杆72发生周向转动,同时铰接杆72背离第二驱动气缸81的一端带动切削刀3和驱动电机2转动并向夹紧装置的方向靠近,进而切削刀3与管材相接触并切削管。
56.当第二驱动气缸81的输出轴向上滑移时时,利用外部控制器控制气泵启动,外部的气泵通过第一气管811向第二驱动气缸81内的输入气体,时第二驱动气缸81内形成气压并将第二气缸内的液体逐渐向输液管83的方向挤出,进而第二驱动气缸81内的液压与气压形成一对相互作用力,进而减缓了第二驱动气缸81的输出轴的移动速度,进而切削刀3的移动速度逐渐减缓,使得切削刀3在切削管材的过程中能保持稳定,第二驱动气缸81内的液体经输液管83逐渐输入储油缸82内,进而液体挤压储油缸82内的气体经第二气管821向外部的气泵排出。
57.当切削刀3完成切削时,利用外部控制器控制第二驱动气缸81启动,第二驱动气缸81的输出轴沿竖直方向向下滑移,利用第二驱动气缸81的输出轴与铰接杆72之间铰接配合,进而第二驱动气缸81输出轴带动铰接杆72转动,铰接杆72带动切削刀3和驱动电机2向背离夹紧装置的方向移动,便于工作人员取出已完成切削的管材。
58.当第二驱动气缸81输出轴沿竖直方向向下滑移时,利用外部控制器控制外部的气泵启动,外部气泵向第二气管821输气,气体挤压储油缸82内的液体,使得储油缸82内的液体经输液管83流向第二驱动气缸81内,进而第二驱动气缸81内液体挤压气体,使得第二驱动气缸81内的气体经第一气管811向外部的气泵排出,同时液体沿竖直方向向下推动第二驱动气缸81输出轴。
59.参照图7和图8,具体的,移动装置还包括活动安装于第一支撑板482的限位机构9,限位机构9用于限定铰接杆72的转动位置,进而可限定切削刀3的移动位置。具体的,限位机构9包括焊接固定于铰接杆72的抵块91、焊接固定于抵块91的拨杆92、与拨杆92相连接的抵接组件以及与抵接组件相连接的限位开关96。抵块91呈长方体状设置,抵块91的长度方向与铰接杆72的宽度方向向平行,抵块91厚度方向的一侧焊接固定于铰接杆72厚度方向的一侧。抵块91长度方向的一端延伸出铰接杆72外。拨杆92呈长方体状设置,拨杆92长度方向的一端焊接固定于抵块91延伸出铰接杆72的端部。拨杆92的长度方向与抵块91的长度方向相垂直。拨杆92背离抵块91的一端位于拨杆92朝向抵块91一端的下方。
60.参照图7和图8,具体的,抵接组件包括与拨杆92铰接配合的限位螺杆93、与限位螺杆93螺纹连接的限位块94以及可与限位块94抵接配合的限位杠杆95。限位螺杆93长度方向的一端与拨杆92背离抵块91的一端铰接配合,限位螺杆93长度方向的另一端沿竖直方向向下延伸。限位螺杆93竖直方向上的位于上方的端部为上端,限位螺杆93竖直方向上位于下方的端部为下端。限位块94呈圆柱状设置,限位块94沿其长度方向设置有供限位螺杆93贯穿并螺纹连接的第二螺纹孔943。限位块94的长度方向与限位螺杆93的长度方向相平行。优
选的,在本实施例中,限位块94的数量为两个,具体的,两个限位块94分别为螺纹连接于限位螺杆93上端的上限位块941以及螺纹连接于限位螺杆93下端的下限位块942。
61.限位杠杆95呈长条状设置,限位杠杆95宽度方向的一侧铰接配合与第一支撑板482,进而限位杠杆95与第一支撑板482之间可相对转动。限位杠杆95长度方向的一端朝向限位螺杆93,同时限位杠杆95长度方向朝向限位螺杆93的一端一体成型有连接片951,连接片951呈长方体设置,连接片951厚度方向的一侧沿竖直方向固定连接于限位杠杆95长度方向朝向限位螺杆93的一端。连接片951长度方向的相对两端分别沿水平方向焊接固定有可与上限位块941抵接配合的上垫片9511以及可与下限位块942抵接配合的下垫片9512,上垫片9511位于下垫片9512的上方。上垫块与下垫块均沿竖直方向设置有供限位螺杆93贯穿并相对滑移的穿孔952。
62.限位开关96螺栓固定于第一支撑板482,优选的,在本实施例中,限位开关96的数量为两个,两个限位开关96分别为上限位开关961和下限位开关962,两个限位开关96均与第二驱动气缸81以及外部控制器电连接。下限位开关962靠近第一支撑板482长度方向朝向限位螺杆93的一端,下限位开关962用于控制切削刀3切削管材时的下刀位置。上限位开关961靠近第一支撑板482长度方向背离限位螺杆93的一端,上限位块941用于控制切削刀3完成切削刀3远离管材时的复位位置。两个限位开关96分别沿第一支撑板482长度方向间隔设置,两个限位开关96均位于限位杠杆95的上方。限位杠杆95朝向两个限位开关96的一侧分别设置有可与上限位开关961相抵接的上顶块953以及可与下限位开关962相抵接的下顶块954。
63.本技术实施例一种用于加工管材的切管机的实施原理为:
64.当第二驱动气缸81的输出轴向上滑移时,第二驱动气缸81的输出轴驱动铰接杆72转动,同时带动切削刀3下移并切削管材,进而铰接杆72带动抵块91和拨杆92同向转动并向上滑移,利用拨杆92与限位螺杆93之间铰接配合,进而拨杆92与限位螺杆93之间相对转动,并且拨杆92带动限位螺杆93向上滑移,利用限位块94与限位螺杆93的螺纹连接,进而限位螺杆93带动限位块94同向滑移,并且限位螺杆93与穿孔952之间相对滑移,直至下限位块942与下垫片9512相抵接,第二驱动气缸81的输出轴继续滑移,利用下限位块942与下垫片9512的抵接配合,进而下限位块942向上推动下垫片9512,使得下垫片9512带动限位杠杆95逆时针转动,进而限位杠杆95带动下顶块954同向转动,直至下顶块954与下限位开关962相抵接,进而下限位开关962向外部控制器发出信号,进而外部控制器向第二驱动气缸81发出信号,进而使得第二驱动气缸81的输出轴停止滑移,进而第二驱动气缸81停止驱动切削刀3下刀,进而限定了切削刀3切削管材时的下刀位置。
65.当第二驱动气缸81的输出轴向下滑移时,第二驱动气缸81带动铰接杆72转动,铰接杆72切削刀3向上移动并复位,进而铰接杆72带动抵块91和拨杆92向下滑移,拨块带动限位螺杆93向下滑移,进而限位螺杆93带动限位块94同向滑移,同时限位螺杆93与穿孔952之间相对滑移,直至上限块与上垫片9511相对抵接配合;第二驱动气缸81输出轴继续向下滑移,进而上限位块941滑移并推动上垫片9511顺时针转动,上垫片9511带动限位杠杆95同向转动,直至限位杠杆95的上顶块953与上限位开关961相抵接,进而上限位开关961向外部控制器输送信号,外部控制器控制第二驱动气缸81的输出轴停止滑移,进而切削刀3停止复位,进而限定切削刀3的复位位置。
66.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1