一种闭式锻造液压支架柱窝、柱帽的模具的制作方法
1.本实用新型涉及模具技术领域,更具体而言,涉及一种闭式锻造液压支架柱窝、柱帽的模具。
背景技术:
2.现有技术中,液压支架柱窝的生产方式主要以铸造为主,铸造的工艺不稳定,铸造缺陷中气孔、砂眼、夹杂、裂纹以及表面质量差等严重影响产品的使用性能,而且增加了工件表面的加工量,严重浪费原材料;第二种方式就是利用模锻锤或者大型压力机进行开式模锻(有毛边锻造),对产品进行制作,该工艺改善了产品的内在组织结构,提高了产品的使用性能以及工艺稳定性,但是工件侧面需要增加拔模斜度,工件外侧面的加工量增加了,工件的原材料增加,加工工时增加,生产成本提高,模具的制作成本高,模具加工工时长,对模具性能要求高。
3.两种工艺均会增加原材料的消耗,增加生产工序,加工工时增加以及生产成本提高,因此有必要进行改进。
技术实现要素:
4.为了克服现有技术中存在的不足,提供一种加工余量小、加工效率高的闭式锻造液压支架柱窝、柱帽的模具。
5.为了解决上述技术问题,本实用新型采用的技术方案为:
6.一种闭式锻造液压支架柱窝、柱帽的模具,包括下工作台、下模、上模和上滑块,所述下工作台上端设置有下模座,下模设置于下模座的上端,所述下模中部设置有下模腔,所述下模腔中设置有下托盘;
7.所述上滑块下端设置有上模座,所述上模座下端设置有上模固定板,所述上模固定设置于上模固定板的下端,上模与下模腔的位置在竖直方向对齐。
8.进一步的,还包括顶出装置,所述下工作台中部设置有第一通孔,所述下模座的中部设置有第二通孔,所述第一通孔与第二通孔同轴设置且与下模腔相通,所述顶出装置的顶出端依次穿过第一通孔和第二通孔。
9.进一步的,所述上滑块的上端面设置有定位滑槽,所述定位滑槽包括竖直设置的放入段和水平设置的滑槽段,所述滑槽段上端设置有沿滑槽段长度方向的止动块,所述上模座上设置有沉头孔,沉头孔下端与滑槽段相连通,定位滑槽与沉头孔之间通过螺栓固定连接。
10.进一步的,所述下工作台上端面与下模座下端面均对应设置有矩形键槽,所述矩形键槽中设置有定位键。
11.进一步的,所述上模为与下模腔横截面相同的方形块,所述下托盘为与上模横截面相同的方形块。用于闭式锻造液压支架柱窝、柱帽的预锻成型。
12.进一步的,所述上模设置有减重块型腔ⅰ和减重块型腔ⅱ,所述减重块型腔ⅰ和减
重块型腔ⅱ均设置有拔模斜度且减重块型腔ⅰ的高度大于减重块型腔ⅱ的高度;所述下托盘的上端面设置有球窝型腔ⅰ,所述下托盘的上端面设置有坡度。用于闭式锻造液压支架柱窝的终锻成型。
13.进一步的,所述上模设置有球窝模腔ⅱ,所述球窝模腔ⅱ的两侧设置有支耳型腔;所述下模设置有减重块型腔ⅲ。用于闭式锻造液压支架柱帽的终锻成型。
14.本实用新型与现有技术相比所具有的有益效果为:
15.1、本实用新型设置有顶出装置,锻造完成后的工件通过顶出装置即可自动顶出。
16.2、本实用新型通过定位滑槽使上滑块与上模座连接、下模座与下模连接,模架制作过程中,每一相邻零件均相互设计定位键来约束他们的相对位置,保证设备工作过程中能够有足够的抗偏载能力。
17.3、本实用新型终锻设备的上模的冲头带有斜度,下模侧面是直面,保证工件出模时下模的摩擦力大于上模,避免工件粘在上模上而影响下道工序的进行。
18.4、本实用新型的生产工艺可保证产品性能的稳定性,杜绝铸造的气孔、砂眼、夹杂、裂纹以及表面质量差等缺陷,同时工件的侧面和上平面可保证表面光洁度和尺寸要求,无需再次进行机加工即可使用,减少加工工时。
19.5、本实用新型利用封闭式模具型腔合理地进行金属体积分配,克服和现有技术中浪费原材料的现象,降低了生产成本,缩短了生产周期,生产工艺稳定。
20.6、锻造整体强度优于铸件,在同样强度的要求下可以轻量化设计产品结构,使产品结构轻巧,节约材料、减轻重量,节约成本。
附图说明
21.下面将通过附图对本实用新型的具体实施方式做进一步的详细说明。
22.图1为本实用新型实施例1的结构示意图;
23.图2为本实用新型实施例1的爆炸结构示意图;
24.图3为实施例1的工件示意图;
25.图4为本实用新型实施例2的结构示意图;
26.图5(a)为实施例2的上模;
27.图5(b)为实施例2的下模;
28.图5(c)为实施例2的工件示意图;
29.图6为本实用新型实施例3的结构示意图;
30.图7(a)为实施例3的上模;
31.图7(b)为实施例3的下模;
32.图7(c)为实施例3的工件示意图。
33.图中:1
‑
下工作台,11
‑
第一通孔,13
‑
矩形键槽,2
‑
下模ⅰ,21
‑
下模腔,22
‑
下托盘ⅰ,221
‑
球窝型腔ⅰ,23
‑
减重块型腔ⅲ,3
‑
上模ⅰ,31
‑
减重块型腔ⅰ,32
‑
减重块型腔ⅱ,33
‑
球窝模腔ⅱ,34
‑
支耳型腔,4
‑
上滑块,41
‑
定位滑槽,411
‑
放入段,412
‑
滑槽段,413
‑
止动块,5
‑
下模座,51
‑
第二通孔,6
‑
上模座,61
‑
沉头孔,7
‑
上模固定板,8
‑
顶出装置,91
‑
上模ⅱ,92
‑
下模ⅱ,93
‑
下托盘ⅱ,94
‑
上模ⅲ,95
‑
下托盘ⅲ,96
‑
下模ⅲ。
具体实施方式
34.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
35.实施例1:
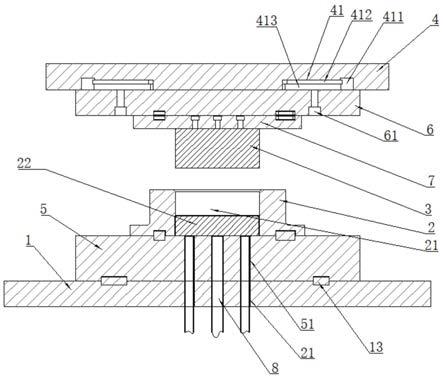
36.如图1至图3所示,一种闭式锻造液压支架柱窝、柱帽的模具,包括下工作台1、下模ⅰ2、上模ⅰ3、上滑块4和顶出装置8,所述下工作台1上端设置有下模座5,下模ⅰ2设置于下模座5的上端,所述下模ⅰ2中部设置有下模腔21,所述下模腔21中设置有下托盘ⅰ22;
37.所述上滑块4下端设置有上模座6,所述上模座6下端设置有上模固定板7,所述上模ⅰ3固定设置于上模固定板7的下端,上模ⅰ3与下模腔21的位置相对应。
38.上模ⅰ3为与下模腔21横截面相同的方形块,所述下托盘ⅰ22为与上模ⅰ3横截面相同的方形块,本实施例结构可用于闭式锻造液压支架柱窝、柱帽的预锻工艺,将坯料制成与工件外形一致的方坯料。
39.将坯料预锻的目的是:预制坯料要完全盖住产品的四个减重块,并且工件四周侧壁要起到定位作用,保证终锻的时候坯料在工件各个位置分料均匀,避免终锻时在减重块处形成折叠,并且在终锻型腔中坯料定位可以更加准确,消除在终锻时由于材料分配不均匀导致终锻件局部缺肉,局部有毛刺的现象产生。
40.工作原理:通过上滑块4带动上模ⅰ3向下运动,使上模ⅰ3与下模ⅰ2合模,通过上模ⅰ3、下模ⅰ2和下托盘ⅰ22将工件成型。
41.所述下工作台1中部设置有第一通孔11,所述下模座5的中部设置有第二通孔51,所述第一通孔11与第二通孔51同轴设置且与下模腔21相通,所述顶出装置8的顶出端依次穿过第一通孔11和第二通孔51。
42.顶出装置用于将锻造完成后的工件自动顶出,代替人力劳动。
43.所述上滑块4的上端面设置有定位滑槽41,所述定位滑槽41包括竖直设置的放入段411和水平设置的滑槽段412,所述滑槽段412上端设置有沿滑槽段长度方向的止动块413,所述上模座6上设置有沉头孔61,沉头孔61下端与滑槽段412相连通,定位滑槽41与沉头孔61之间通过螺栓固定连接。
44.模架制作过程中,每一相邻零件均相互设计定位键来约束他们的相对位置,保证设备工作过程中能够有足够的抗偏载能力。
45.实施例2:
46.如图4、图5所示,本实施例与实施例1的区别仅在于:上模、下模及下托盘的形状不同,
47.上模ⅱ91设置有减重块型腔ⅰ31和减重块型腔ⅱ32,所述减重块型腔ⅰ31和减重块型腔ⅱ32均设置有拔模斜度,下模ⅱ92侧面是直面,保证工件出模时下模ⅱ92的摩擦力大于上模ⅱ91,而不至于工件粘连在上模ⅱ91上,影响下道工序的运行,减重块型腔ⅰ31的高度大于减重块型腔ⅱ32的高度;所述下托盘ⅱ93的上端面设置有坡度,所述下托盘ⅱ93的上端面设置有球窝型腔ⅰ221。
48.本实施例结构可用于闭式锻造液压支架柱窝的终锻工艺。
49.实施例3:
50.如图6至图7所示,本实施例与实施例1的区别在于:所述上模ⅲ94设置有球窝模腔ⅱ33,所述球窝模腔ⅱ33的两侧设置有支耳型腔34;所述下托盘ⅲ95设置有减重块型腔ⅲ23,所述下模ⅲ96的下模腔为上大下小的阶梯孔。
51.本实施例结构可用于闭式锻造液压支架柱帽的终锻工艺。
52.上面仅对本实用新型的较佳实施例作了详细说明,但是本实用新型并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化,各种变化均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1