一种叶片加工的落料成型模具的制作方法
1.本实用新型属于风机加工技术领域,具体涉及一种风机叶片的加工装置。
背景技术:
2.前向多翼离心风机是一种轴向进气的风机,气体从轴向进入叶轮,气体流经叶轮时改变成径向,然后进入扩压器。在扩压器中,气体改变了流动方向造成减速,这种减速作用将动能转换成压力能。因为该种风机采用的叶轮为多翼式风叶,故而形象地称为多翼离心风机。离心风机可以采用叶片前倾或后倾叶片,对风量风压的要求适应更广;该风机能做柜内消声处理,因此噪声指标上有明显的优势。前向多翼离心风机广泛用于工业锅炉和炉窑的通风和引风、空气调节设备和家用电器设备中的冷却和通风、谷物的烘干和选送、风洞风源和气垫船的充气和推进、吸油烟机的排油烟等。
3.前向多翼离心风机叶片一般采用薄板加工,叶片形状是弧形的曲面,一般是用模具将材料一片片冲成平板,再用压型模压制成型,需要两套模具实现,自动化程度较低。
技术实现要素:
4.针对现有技术存在的不足之处,本实用新型的目的是提出一种将弧形成型和材料落料集成在一套模具上的叶片加工的落料成型模具。
5.实现本实用新型上述目的的技术方案为:
6.一种叶片加工的落料成型模具,包括冲模装置和退料装置,所述冲模装置位于退料装置的上方,冲模装置和退料装置之间为放置材料的区域;
7.所述冲模装置包括第一冲模、压圆弧模和第二冲模,压圆弧模位于第一冲模和第二冲模之间;
8.在退料装置上设置1对以上限位销和脱料板,每对的2个限位销之间的距离为叶片的宽度。
9.其中,所述第一冲模用于在材料上冲出孔,所述第二冲模用于在冲的孔的位置处切断所述材料。
10.进一步地,在所述退料装置的上表面开有与所述第一冲模和第二冲模相对的落料孔,落料空下面放置有接料盒。接料盒用于承接切下的边角余料。
11.本实用新型的一种优选技术方案为,所述脱料板的表面为弹性材料,所述弹性材料为硅胶或橡胶;所述脱料与所述压圆弧模相对设置。
12.其中,所述压圆弧模具有弧形面,弧形面的凸起方向向下。
13.本叶片加工的落料成型模具运行时,材料放置在退料装置上,用送料装置输送材料向前运行,材料先用第一冲模在材料上冲出孔、但不切断,然后用压圆弧模压出曲面,脱料板表面为弹性材料,可以把材料弹起来、弧形的凹面朝上;材料继续向前运动,用第二冲模把材料切断,获得一片一片的叶片。
14.本实用新型的有益效果在于:
15.本实用新型提出的叶片加工的落料成型模具,将弧形成型和材料落料集成在一台机器上,用此叶片加工的落料成型模具加工叶片,可以减少加工工序,降低了冲模设备的耗电量,提高了自动化的程度。
附图说明
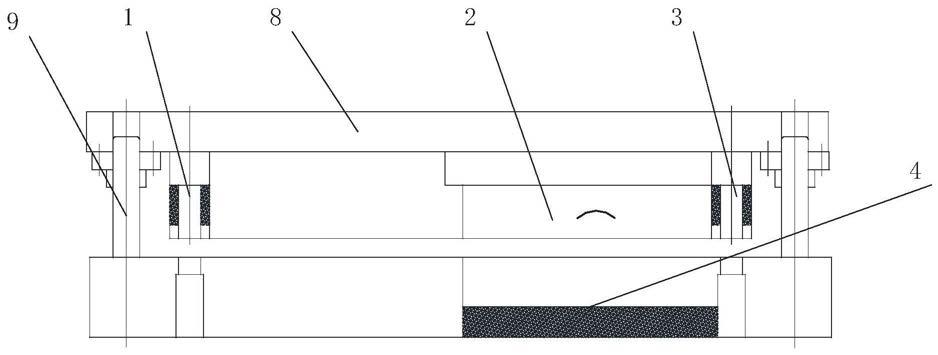
16.图1为本实用新型的叶片加工的落料成型模具正面视图。
17.图2为本叶片加工的叶片加工顺序示意图。
18.图3为叶片的截面示意图。
19.图中,
20.1为第一冲模,2为压圆弧模,3为第二冲模,4为脱料板,5为限位销,6为材料,7为叶片,8为冲模装置,9为支柱,10为去料的部分。
具体实施方式
21.以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
22.使本实用新型实施的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行更加详细的描述。在附图中,自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。
23.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。
24.如无特殊说明,实施例中采用的手段均为本领域已有的技术手段。
25.实施例1
26.参见图1,一种叶片加工的落料成型模具,包括冲模装置8和退料装置,所述冲模装置8位于退料装置的上方,冲模装置和退料装置之间为放置材料的区域;
27.所述冲模装置8包括第一冲模1、压圆弧模2和第二冲模3,压圆弧模2位于第一冲模1和第二冲模3之间;
28.在退料装置上设置1对以上限位销和脱料板4,每对的2个限位销之间的距离为叶片的宽度。
29.第一冲模1和第二冲模3头部形状不同,所述第一冲模1用于在材料6上冲出二个不连续的孔,所述第二冲模3用于在所述二个不连续的孔之间冲孔,从而切断所述材料。
30.其中,在所述退料装置的上表面开有与所述第一冲模和第二冲模相对的落料孔,落料空下面放置有接料盒。
31.其中,所述脱料板的表面为弹性材料,本实施例中所述弹性材料为硅胶;所述脱料与所述压圆弧模相对设置。冲模装置和退料装置之间以支柱9支撑。
32.其中,所述压圆弧模2具有弧形面,弧形面的凸起方向向下。
33.本叶片加工的落料成型模具运行时,材料6放置在退料装置上,用送料装置输送材
料向前运行,材料先用第一冲模1在材料上冲出孔、但不切断(参见图2,相对材料的中心线冲出的上下两个孔是去料的部分10,此时材料没有被切断),然后用压圆弧模2压出曲面,脱料板表面为弹性材料,可以把材料弹起来、弧形的凹面朝上;材料继续向前运动,用第二冲模3把材料切断,获得一片一片的叶片7。叶片的弧形截面形状参见图3。
34.本实施例中,材料6采用q235镀锌钢板。
35.虽然,以上通过实施例对本实用新型进行了说明,但本领域技术人员应了解,在不偏离本实用新型精神和实质的前提下,对本实用新型所做的改进和变型,均应属于本实用新型的保护范围内。
技术特征:
1.一种叶片加工的落料成型模具,其特征在于,包括冲模装置和退料装置,所述冲模装置位于退料装置的上方,冲模装置和退料装置之间为放置材料的区域;所述冲模装置包括第一冲模、压圆弧模和第二冲模,压圆弧模位于第一冲模和第二冲模之间;在退料装置上设置1对以上限位销和脱料板,每对的2个限位销之间的距离为叶片的宽度。2.根据权利要求1所述的叶片加工的落料成型模具,其特征在于,所述第一冲模用于在材料上冲出二个不连续的孔,所述第二冲模用于在所述二个不连续的孔之间冲孔,从而切断所述材料。3.根据权利要求1所述的叶片加工的落料成型模具,其特征在于,在所述退料装置的上表面开有与所述第一冲模和第二冲模相对的落料孔,落料孔下面放置有接料盒。4.根据权利要求1所述的叶片加工的落料成型模具,其特征在于,所述脱料板的表面为弹性材料,所述弹性材料为硅胶或橡胶;所述脱料与所述压圆弧模相对设置。5.根据权利要求1~4任一项所述的叶片加工的落料成型模具,其特征在于,所述压圆弧模具有弧形面,弧形面的凸起方向向下。
技术总结
本实用新型提供一种叶片加工的落料成型模具,其特征在于,包括冲模装置和退料装置,所述冲模装置位于退料装置的上方,冲模装置和退料装置之间为放置材料的区域;所述冲模装置包括第一冲模、压圆弧模和第二冲模,压圆弧模位于第一冲模和第二冲模之间;在退料装置上设置1对以上限位销和脱料板,每对的2个限位销之间的距离为叶片的宽度。本实用新型提出的叶片加工的落料成型模具,将弧形成型和材料落料集成在一套模具上,用此叶片加工的落料成型模具加工叶片,可以减少加工工序,降低了冲模设备的耗电量,提高了自动化的程度。提高了自动化的程度。提高了自动化的程度。
技术研发人员:刘铁红
受保护的技术使用者:北京新安特风机有限公司
技术研发日:2021.01.20
技术公布日:2021/12/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1