铝板的切料装置的制作方法
1.本实用新型涉及铝板的切料装置。
背景技术:
2.铝制的板式蒸发器在冰箱、酒柜、陈列柜、饮水机蒸发器和太阳能集热板上得到了广泛应用,在加工过程中,需要对铝板进行切料的工序,传统的切料过程是利用送料机构将铝板输送至设定位置,然后通过剪切刀进行裁切,在裁切过程中送料机构需要停顿,直到裁切完毕后进行下一轮送料,影响了加工效率。
技术实现要素:
3.针对上述问题中存在的不足之处,本实用新型提供铝板的切料装置。
4.为实现上述目的,本实用新型提供铝板的切料装置,包括基座,所述基座右部安装送料机构,所述基座中部前后设置凹部,所述凹部内安装齿轮机构,所述齿轮机构包括上部的主动轴和下部的从动轴,所述主动轴上对称安装主动齿轮,所述从动轴上对应安装从动齿轮ⅰ,所述主动齿轮和所述从动齿轮ⅰ的轮齿相对,所述主动齿轮和所述从动齿轮ⅰ齿顶圆的距离小于铝板的厚度,所述主动轴后端通过扭矩离合器连接电机的输出轴,所述主动齿轮的转速与所述送料机构的传送速度匹配,所述基座左部安装切料台,所述切料台上方是冲压机构,所述冲压机构底部左侧安装剪切刀,所述冲压机构底部右侧安装气体弹簧,所述气体弹簧底部安装压板,所述切料台上方安装光电开关。
5.作为本实用新型进一步改进,所述送料机构包括动力机构和送料带,所述送料带的宽度匹配所述铝板的宽度。
6.作为本实用新型进一步改进,所述送料机构前后对称设置侧挡板。
7.作为本实用新型进一步改进,所述输出轴连接所述扭矩离合器的输入端,所述主动轴连接所述扭矩离合器的输出端。
8.作为本实用新型进一步改进,所述主动轴前端安装主动齿轮ⅰ与所述从动轴前端的从动齿轮匹配啮合。
9.作为本实用新型进一步改进,所述切料台前后设置侧挡板ⅰ。
10.作为本实用新型进一步改进,所述剪切刀上部的刀架与所述冲压机构固定,所述刀架底部固定安装刀片。
11.作为本实用新型进一步改进,所述冲压机构左方设置机械手,所述机械手底部安转有吸盘。
12.本实用新型的有益效果为:
13.该装置在送料机构和切料台之间设置齿轮机构,通过扭矩离合器控制齿轮机构的传动过程,由齿轮机构中的主动齿轮与从动齿轮ⅰ夹持铝板从而实现铝板的定长输送,保证加工精度的同时可以连续对铝板进行裁切,提高了工作效率。
附图说明
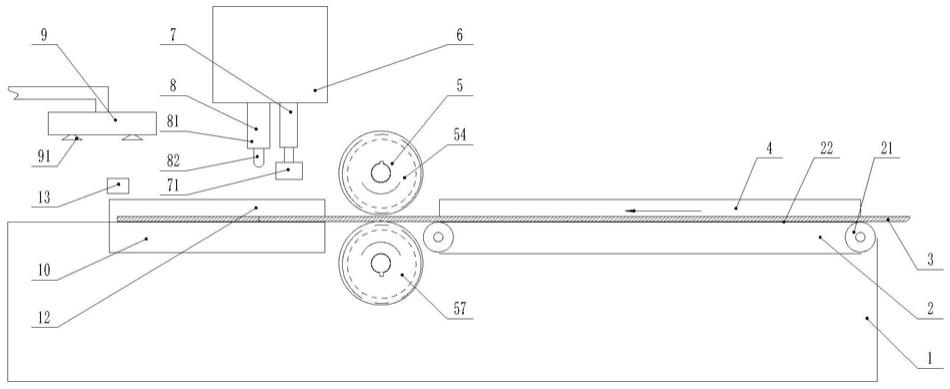
14.图1为本实用新型铝板的切料装置的主视图;
15.图2为本实用新型铝板的切料装置的俯视图;
16.图3为部件5齿轮机构示意图。
17.图中:1、基座;11、凹部;2、送料机构;21、动力机构;22、送料带;3、铝板;4、侧挡板;5、齿轮机构;51、电机;511、输出轴;52、扭矩离合器;521、输入端;522、输出端;53、主动轴;54、主动齿轮;55、主动齿轮ⅰ;56、从动齿轮;57、从动齿轮ⅰ;58、从动轴;6、冲压机构;7、气体弹簧;71、压板;8、剪切刀;81、刀架;82、刀片;9、机械手;91、吸盘;10、切料台;12、侧挡板ⅰ;13、光电开关。
具体实施方式
18.如图1所示,本实用新型所述的铝板的切料装置,包括基座1,基座1右部安装送料机构2,送料机构2包括动力机构21和送料带22,送料带22的宽度匹配铝板3的宽度,送料机构2前后对称设置侧挡板4,基座1中部前后设置凹部11,凹部11内安装齿轮机构5,齿轮机构5包括上部的主动轴53和下部的从动轴58,主动轴53上对称安装主动齿轮54,从动轴58上对应安装从动齿轮ⅰ57,主动齿轮54和从动齿轮ⅰ57齿顶圆的距离小于铝板3的厚度,主动齿轮54和从动齿轮ⅰ57的轮齿相对,主动轴53后端通过扭矩离合器52连接电机51的输出轴511,输出轴511连接扭矩离合器52的输入端521,所述主动轴53连接所述扭矩离合器52的输出端522,主动轴53前端安装主动齿轮ⅰ55与从动轴58前端的从动齿轮56匹配啮合,主动齿轮54的转速与送料机构2的传送速度匹配,基座1左部安装切料台10,切料台10上方是冲压机构6,冲压机构6底部左侧安装剪切刀8,剪切刀8上部的刀架81与冲压机构6固定,刀架81底部固定安装刀片82,冲压机构6底部右侧安装气体弹簧7,气体弹簧7底部安装压板71,冲压机构6左方设置机械手9,机械手9底部安转有吸盘91,切料台10前后设置侧挡板ⅰ12,切料台10上方安装光电开关13。
19.该装置在送料机构和切料台之间设置齿轮机构,通过扭矩离合器控制齿轮机构的传动过程,由齿轮机构中的主动齿轮与从动齿轮ⅰ夹持铝板从而实现铝板的定长输送,保证加工精度的同时可以连续对铝板进行裁切,提高了工作效率。
20.具体使用时,为方便理解本实用新型,结合附图进行描述;
21.该装置中的送料机构和切料台之间安装齿轮机构,齿轮机构的主动轴和从动轴在基座台面上下对称分布,主动轴上的主动齿轮对称分布于基座中部的前后侧凹部中,而在从动轴上对应安装有从动齿轮ⅰ,主动齿轮和从动齿轮ⅰ齿顶圆的距离小于铝板的厚度,主动轴通过主动齿轮ⅰ和从动齿轮的啮合作用带动从动轴的转动,设定主动轴和从动轴的传动比为1:1,主动轴的一端与电机之间安装扭矩离合器;当铝板未进入齿轮机构的主动齿轮和从动齿轮ⅰ之间时,送料机构处于连续工作的状态,电机持续工作,带动扭矩离合器的输入端转动,输入端和输出端之间存在相互摩擦力,输出端随输入端一起转动,然后由输出端带动齿轮机构转动,齿轮机构中主动齿轮和从动齿轮ⅰ的转动速度和送料机构的运行速度匹配;将铝板放置在送料机构的送料带上,送料带带动铝板向左输送,并通过设置在送料机构前后两侧的侧挡板对铝板进行限位,使铝板位置不发生偏移,然后铝板的前后两侧被夹持入主动齿轮和从动齿轮ⅰ之间,铝板是软金属,由于主动齿轮和从动齿轮ⅰ齿顶圆之间的
距离小于铝板的厚度并且轮齿相对,主动齿轮和从动齿轮ⅰ的轮齿分别嵌入铝板的上下表面,主动齿轮匹配从动齿轮ⅰ带动了铝板的位移,铝板在主动齿轮和从动齿轮ⅰ的夹持作用下被夹持着均速向切料台移动,当铝板移动至设定位置,光电开关向冲压机构发出工作的信号,冲压机构下行,气体弹簧底部的压板首先接触铝板,随着气体弹簧的压缩将铝板压紧,同时通过剪切刀对铝板进行裁切,而随着压板将铝板压紧,主动齿轮和从动齿轮ⅰ的转动受到阻力,扭矩离合器中输出端和输入端之间的摩擦力超出设定范围而造成输出端和输入端连接处打滑,主动轴停止转动从而铝板停止移动,切料完成后冲压机构上行,同时通过机械手底部的吸盘将铝板吸住并取出,在冲压机构上行的同时扭矩离合器中输出端和输入端之间回复动力传递,齿轮机构的主动轴重新转动,主动齿轮和从动齿轮ⅰ继续夹持着铝板转动,完成一次切料后可连续不间断进行上述过程。
22.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.铝板的切料装置,其特征在于:包括基座(1),所述基座(1)右部安装送料机构(2),所述基座(1)中部前后设置凹部(11),所述凹部(11)内安装齿轮机构(5),所述齿轮机构(5)包括上部的主动轴(53)和下部的从动轴(58),所述主动轴(53)上对称安装主动齿轮(54),所述从动轴(58)上对应安装从动齿轮ⅰ(57),所述主动齿轮(54)和所述从动齿轮ⅰ(57)的轮齿相对,所述主动齿轮(54)和所述从动齿轮ⅰ(57)齿顶圆的距离小于铝板(3)的厚度,所述主动轴(53)后端通过扭矩离合器(52)连接电机(51)的输出轴(511),所述主动齿轮(54)的转速与所述送料机构(2)的传送速度匹配,所述基座(1)左部安装切料台(10),所述切料台(10)上方是冲压机构(6),所述冲压机构(6)底部左侧安装剪切刀(8),所述冲压机构(6)底部右侧安装气体弹簧(7),所述气体弹簧(7)底部安装压板(71),所述切料台(10)上方安装光电开关(13)。2.根据权利要求1所述的铝板的切料装置,其特征在于:所述送料机构(2)包括动力机构(21)和送料带(22),所述送料带(22)的宽度匹配所述铝板(3)的宽度。3.根据权利要求1所述的铝板的切料装置,其特征在于:所述送料机构(2)前后对称设置侧挡板(4)。4.根据权利要求1所述的铝板的切料装置,其特征在于:所述输出轴(511)连接所述扭矩离合器(52)的输入端(521),所述主动轴(53)连接所述扭矩离合器(52)的输出端(522)。5.根据权利要求1所述的铝板的切料装置,其特征在于:所述主动轴(53)前端安装主动齿轮ⅰ(55)与所述从动轴(58)前端的从动齿轮(56)匹配啮合。6.根据权利要求1所述的铝板的切料装置,其特征在于:所述切料台(10)前后设置侧挡板ⅰ(12)。7.根据权利要求1所述的铝板的切料装置,其特征在于:所述剪切刀(8)上部的刀架(81)与所述冲压机构(6)固定,所述刀架(81)底部固定安装刀片(82)。8.根据权利要求1所述的铝板的切料装置,其特征在于:所述冲压机构(6)左方设置机械手(9),所述机械手(9)底部安转有吸盘(91)。
技术总结
铝板的切料装置,包括基座,基座右部安装送料机构,基座中部前后设置凹部,凹部内安装齿轮机构,齿轮机构上部的主动轴上对称安装主动齿轮,其下部的从动轴上对应安装从动齿轮Ⅰ,主动齿轮和从动齿轮Ⅰ齿顶圆的距离小于铝板的厚度,主动轴后端通过扭矩离合器连接电机的输出轴,主动齿轮的转速与送料机构的传送速度匹配,基座左部安装切料台,切料台上方的冲压机构底部安装剪切刀。工作时,铝板通过送料机构输送至齿轮机构,铝板在主动齿轮和从动齿轮Ⅰ的夹持作用下均速向切料台移动,移动至设定位置时,光电开关向冲压机构发出信号,冲压机构冲压一次,通过剪切刀对铝板进行裁切,随后取出铝板即可。该装置通过扭矩离合器控制齿轮机构的传动,实现铝板定长输送,保证加工精度的同时可以连续对铝板进行裁切。同时可以连续对铝板进行裁切。同时可以连续对铝板进行裁切。
技术研发人员:朱伟良
受保护的技术使用者:宁波宁蒸铝业有限公司
技术研发日:2021.02.04
技术公布日:2021/11/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1