一种卷材飞剪叠料装置的制作方法
1.本实用新型涉及卷材加工设备领域,特别是一种卷材飞剪叠料装置。
背景技术:
2.目前,在金属卷材加工成产品前,一般需要将金属卷材切割成板条。现在完成上述切割加工的系统包括依次并排布置的开卷机、整平机、覆膜机、飞剪机、叠料机,这样金属卷材加工过程中,是依次经过开卷、整平、覆膜、飞剪后堆叠于叠料机上的。其中,为了使板条更好地移动至叠料机上,飞剪机输出的板条一般带有较大的移动速度。而为了更好地限定住板条,在叠料机上一般固定安装有挡板。以使高速移动的板条通过撞击挡板来掉落于叠料机上。由于板条的结构强度较弱,其在高速的撞击下极易出现变形、损坏的情况,从而易导致金属卷材的加工质量降低。
技术实现要素:
3.本实用新型的目的在于解决上述问题和不足,提供一种卷材飞剪叠料装置,该卷材飞剪叠料装置能够对板条起到很好的缓冲作用,从而能大大减少板条出现变形、损坏的几率,进而有助于提高卷材的加工质量,且该卷材飞剪叠料装置还具有结构简单、可靠性高、稳定性好、适用性强等优点。
4.本实用新型的技术方案是这样实现的:
5.一种卷材飞剪叠料装置,包括从右至左依次并排布置的开卷机、整平机、覆膜机、飞剪机、叠料机,其特点在于还包括挡料机构,其中叠料机上设有叠料腔,所述挡料机构包括定位架、弹性缓冲组件、挡料板,所述定位架设置在叠料机上,所述弹性缓冲组件设置在定位架上,并使弹性缓冲组件的活动端朝向飞剪机的输出端,所述挡料板设置在弹性缓冲组件的活动端上,并使挡料板位于叠料腔中。
6.优选地,所述叠料机上分别设有横向布置的导轨条、调节丝杆,所述定位架滑动设置在导轨条上,并使定位架与调节丝杆相螺接。
7.优选地,所述弹性缓冲组件包括横向轴、左弹簧、右弹簧,所述横向轴的中部滑动穿置于定位架上,所述挡料板与横向轴的右端相接,所述右弹簧布置在挡料板与定位架之间,并使右弹簧的两端分别弹性顶压在挡料板、定位架上,所述左弹簧套装在横向轴的左端上,所述横向轴的左端上设有限位挡环,并使左弹簧的两端分别弹性顶压在限位挡环、定位架上。
8.优选地,所述左弹簧与横向轴均为两个,所述挡料板与两个横向轴的右端相接,所述右弹簧布置在两个横向轴之间。
9.优选地,所述定位架的左表面上设有顶压气缸,并使顶压气缸的活塞杆穿过定位架后置于定位架的右侧。
10.优选地,所述定位架的右表面上设有左套环,所述挡料板的左表面上设有右套环,所述右弹簧的左右端分别嵌装于左套环、右套环中,所述活塞杆穿置于右弹簧中。
11.优选地,所述定位架包括纵向板、横向板、连接件,所述横向板设置在纵向板的左表面上,所述连接件的底部分别与纵向板的顶部、横向板的顶部相接,所述横向轴穿置于纵向板上,所述连接件连接在叠料机上。
12.优选地,所述纵向板上穿置有限位套筒,所述横向轴滑动穿置于限位套筒中。
13.优选地,所述挡料板的右表面上设有软质板。
14.优选地,所述叠料机包括机架、前挡架、后挡架、升降接料架,所述前挡架、后挡架前后并排地设置在机架上,在前挡架与后挡架之间形成有叠料腔,所述升降接料架设置在叠料腔的下方,所述定位架设置在机架上。
15.本实用新型的有益效果:该卷材飞剪叠料装置自动能进行开卷、整平、覆膜、飞剪、叠料,其具有高的自动化,能降低工人的劳动强度。通过在叠料机上开设叠料腔,这有助于提高板条堆叠的准确性与稳定性,从而有助于提高堆叠的质量。由于挡料机构包括定位架、弹性缓冲组件、挡料板,通过弹性缓冲组件的设置,可以在挡料板撞击时发生弹性位移。再由于挡料板设置在叠料腔中,这样可以通过挡料板对进入叠料腔的板条起到限位作用,以使板条能够准确地落入到叠料腔中。且板条撞击在挡料板上时,可以对板条起到很好的弹性缓冲作用,从而能大大减少板条出现变形、损坏的几率,进而有助于提高卷材的加工质量。同时,该卷材飞剪叠料装置的整体结构还比较简单,其能够可靠、稳定地使板条堆叠起来,该卷材飞剪叠料装置具有可靠性高、稳定性好的优点,其具有十分强的适用性。
附图说明
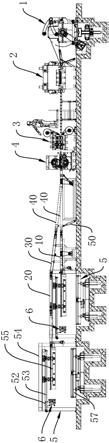
16.图1为本实用新型中卷材飞剪叠料装置主视方向的结构示意图。
17.图2为本实用新型中卷材飞剪叠料装置俯视方向的结构示意图。
18.图3为本实用新型中括挡料机构的结构示意图。
19.图4为本实用新型中叠料机主视方向的结构示意图。
20.图5为本实用新型中叠料机俯视方向的结构示意图。
具体实施方式
21.如图1与图3所示,本实用新型所述的一种卷材飞剪叠料装置,包括从右至左依次并排布置的开卷机1、整平机2、覆膜机3、飞剪机4、叠料机5,为实现本实用新型的发明目的,还包括挡料机构6,其中叠料机5上设有叠料腔51,所述挡料机构6包括定位架61、弹性缓冲组件62、挡料板63,所述定位架61设置在叠料机5上,所述弹性缓冲组件62设置在定位架61上,并使弹性缓冲组件62的活动端朝向飞剪机4的输出端,所述挡料板63设置在弹性缓冲组件62的活动端上,并使挡料板63位于叠料腔51中。
22.该卷材飞剪叠料装置自动能进行开卷、整平、覆膜、飞剪、叠料,其具有高的自动化,能降低工人的劳动强度。
23.通过在叠料机5上开设叠料腔51,这有助于提高板条堆叠的准确性与稳定性,从而有助于提高堆叠的质量。
24.由于挡料机构6包括定位架61、弹性缓冲组件62、挡料板63,通过弹性缓冲组件62的设置,可以在挡料板63撞击时发生弹性位移。
25.再由于挡料板63设置在叠料腔51中,这样可以通过挡料板63对进入叠料腔51的板
条起到限位作用,以使板条能够准确地落入到叠料腔51中。
26.且板条撞击在挡料板63上时,可以对板条起到很好的弹性缓冲作用,从而能大大减少板条出现变形、损坏的几率,进而有助于提高卷材的加工质量。
27.同时,该卷材飞剪叠料装置的整体结构还比较简单,其能够可靠、稳定地使板条堆叠起来,该卷材飞剪叠料装置具有可靠性高、稳定性好的优点,其具有十分强的适用性。
28.如图1与图2所示,在实际制造过程中,可以设置两个叠料机5,并使两个叠料机5呈左右并排布置,还使左侧的叠料机5的输入口高出右侧的叠料机5的顶面。右侧的叠料机5的右侧设有横向布置的第一输送带10,并使第一输送带10的输出端朝向右侧的叠料机5的输入口。左侧的叠料机5的右侧设有横向布置的第二输送带20,并使第二输送带20设置在右侧的叠料机5的顶面上,还使第二输送带20的输出端朝向左侧的叠料机5的输入口。所述第二输送带20的右侧设有左高右低倾斜布置的第三输送带30,并使第三输送带30位于第一输送带10的上方。所述飞剪机4的输出端的左侧设有第四输送带40,所述第四输送带40的左端能在驱动气缸50的驱动下上下摆动,所述第四输送带40的左端能分别摆动至第一输送带10的右端外侧、第三输送带30的右侧外侧。
29.这样能起到分批堆叠板条的目的,在其中一个叠料机5进行卸货时,就不用关闭开卷机1、整平机2、覆膜机3、飞剪机4,可以继续进行相关的加工,这有助于提高加工的效率。
30.如图1与图4所示,所述叠料机5上分别设有横向布置的导轨条52、调节丝杆53,所述定位架61滑动设置在导轨条52上,并使定位架61与调节丝杆53相螺接。通过导轨条52的设置,可以对定位架61起到定位、导向的作用。通过调节丝杆53的设置,不仅能对定位架61起到很好的定位作用,还能起到调节定位架61位置的目的。且调节丝杆53能使定位架61在导轨条52上做远离、靠近飞剪机4输出端的往复运动,这样可以对不同长度板条起到限位、缓冲作用,这有助于进一步提高该卷材飞剪叠料装置的适用范围。
31.所述调节丝杆53既可以通过电机驱动、又可以通过手轮来转动。这两种方式均能起到很好的调节作用。
32.如图3所示,所述弹性缓冲组件62包括横向轴621、左弹簧622、右弹簧623,所述横向轴621的中部滑动穿置于定位架61上,所述挡料板63与横向轴621的右端相接,所述右弹簧623布置在挡料板63与定位架61之间,并使右弹簧623的两端分别弹性顶压在挡料板63、定位架61上,所述左弹簧622套装在横向轴621的左端上,所述横向轴621的左端上设有限位挡环624,并使左弹簧622的两端分别弹性顶压在限位挡环624、定位架61上。该弹性缓冲组件62的结构十分简单可靠,这不仅能使挡料板63实现弹性限位的作用,还能使挡料板63起到弹性复位的作用,从而能减少叠料机5的震动,进而有助于进一步提高该卷材飞剪叠料装置的可靠性。
33.如图3所示,所述横向轴621的右端上设有连接部625,所述连接部625通过定位螺钉626固定在挡料板63上。通过采用螺钉连接,能方便拆卸挡料板63,从而有助于提高维护的便利性。
34.如图3所示,所述左弹簧622与横向轴621均为两个,两个横向轴621的中部均滑动穿置于定位架61上,所述挡料板63与两个横向轴621的右端相接,两个左弹簧622分别套装在两个横向轴621的左端上,两个横向轴621的左端上分别设有限位挡环624,并使两个限位挡环624分别顶压在对应的左弹簧622上,所述右弹簧623布置在两个横向轴621之间。通过
两个左弹簧622与两个横向轴621的设置,不仅能进一步提高挡料板63安装定位的稳定性与可靠性,还能进一步提高挡料板63移动的准确性与稳定性,从而有助于进一步提高该卷材飞剪叠料装置的可靠性。
35.其中限位挡环624可通过锁定螺钉627与横向轴621相接,其具体组装结构如下:如图3所示,所述限位挡环624的中部穿置有锁定螺钉627,所述锁定螺钉627的螺纹端螺接在横向轴621的左端端面上。这样不仅能对限位挡环624起到很好的限位作用,还能调节左弹簧622的弹力,从而有助于进一步提高该卷材飞剪叠料装置的可靠性与适用性。
36.如图3所示,所述定位架61的左表面上设有顶压气缸610,并使顶压气缸610的活塞杆601穿过定位架61后置于定位架61的右侧。通过顶压气缸610的设置,可以用顶压气缸610的活塞杆601去顶撞挡料板63,这样就可以通过挡料板63对堆叠一起的板条进行拍齐动作,从而有助于进一步提高该卷材飞剪叠料装置的适用性。
37.如图3所示,所述定位架61的右表面上设有左套环620,所述挡料板63的左表面上设有右套环630,所述右弹簧623的左右端分别嵌装于左套环620、右套环630中,所述活塞杆601穿置于右弹簧623中。通过左套环620、右套环630可以对右弹簧623起到十分好的限位作用,从而有助于提高右弹簧623安装定位的稳定性与可靠性。通过使活塞杆601穿置于右弹簧623中,这样能起到更加稳定、可靠的顶压作用,这有助于进一步提高挡料板63移动的稳定性与可靠性。
38.如图1与图3所示,所述定位架61包括纵向板611、横向板612、连接件613,所述横向板612设置在纵向板611的左表面上,所述连接件613的底部分别与纵向板611的顶部、横向板612的顶部相接,所述横向轴621穿置于纵向板611上,所述连接件613连接在叠料机5上。该定位架61的结构十分简单,这有助于提高制造的便利性。通过横向板612的设置,可以起到加强定位架61结构强度的目的。
39.如图1与图3所示,在叠料机5上采用导轨条52、调节丝杆53时,其它构件采用如下结构组装:所述连接件613滑动卡装在导轨条52上,所述纵向板611与调节丝杆53相螺接。这样就能很好地满足调节的需求。
40.如图1与图3所示,为了提高调节丝杆53与纵向板611螺接的可靠性,在纵向板611上嵌装有螺接套筒531,所述螺接套筒531与调节丝杆53相螺接。
41.在实际制造过程中,可以设置多个横向板612。这能起到提高定位架61结构强度的目的。
42.如图3所示,所述纵向板611上穿置有限位套筒614,所述横向轴621滑动穿置于限位套筒614中。这样能进一步提高横向轴621安装定位的稳定性与可靠性,从而有助于进一步提高挡料板63动作的稳定性与可靠性。
43.如图3所示,所述挡料板63的右表面上设有软质板631。通过软质板631的设置,可以进一步减少板条碰撞的损害,从而有助于进一步提高该卷材飞剪叠料装置的可靠性。
44.所述软质板631由塑料或橡胶制成。所述软质板631是通过胶水粘接固定在挡料板63上的。
45.如图1、图2、图4与图5所示,所述叠料机5包括机架54、前挡架55、后挡架56、升降接料架57,所述前挡架55、后挡架56前后并排地设置在机架54上,在前挡架55与后挡架56之间形成有叠料腔51,所述升降接料架57设置在叠料腔51的下方,所述定位架61设置在机架54
上。通过前挡架55与后挡架56的设置,可以对板条的前后起到限位作用。通过升降接料架57的设置,可以方便接过板条,以及使板条更好地堆叠在一起,这能进一步提高板条堆叠的质量,且该叠料机5的结构十分简单可靠。
46.所述升降接料架57为现有叠料机上的升降接料结构。这样就能满足升降接料的目的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1