一种具有在线测量功能的电工钢片横剪线的制作方法
1.本实用新型涉及电工钢片生产设备技术领域,尤其是一种具有在线测量功能的电工钢片横剪线。
背景技术:
2.现有技术中,由横剪线成型的电工钢片尺寸检测都是离线抽检,这种线下人工抽检质控的方式,费时费力;另一方面,线下的质控方式具有滞后性,没法及时对横剪线机器的运行状态获得系统的掌握,造成生产控制困扰,影响生产整体进度和效率。
技术实现要素:
3.本技术人针对上述现有生产技术中的缺点,提供一种结构合理的具有在线测量功能的电工钢片横剪线,从而及时进行产品检测,并分析获取横剪线运行状况,有效助力于保证合格率,并降低了人工负担,实现了及时有效的质控。
4.本实用新型所采用的技术方案如下:
5.一种具有在线测量功能的电工钢片横剪线,包括床身,所述床身上沿其长度方向安装有导轨,电工钢片在外部驱动辊带动下以导轨为导向移动;位于导轨一端端头外部的床身上安装有测量辊组件,位于导轨另一端处的床身上安装有影像测量组件;所述测量辊组件、导轨和影像测量组件的中心位于同一直线上,影像测量组件横跨设置于导轨上方;位于测量辊组件和影像测量组件之间的床身上依次安装有冲孔组件、v冲组件和斜剪组件。
6.作为上述技术方案的进一步改进:
7.所述测量辊组件位于床身上电工钢片的上料端,影像测量组件位于床身上电工钢片的下料端。
8.所述影像测量组件的结构为:包括倒置u型结构的支架,支架横跨于导轨上电工钢片的上方,支架两个竖直臂的底部分别与床身通过紧固件固装;所述支架水平臂的中部固装有摄像头,摄像头的视角朝向下方的电工钢片布置;还包括与摄像头电性连接的处理器,处理器安装于导轨侧面外部的床身上。
9.所述测量辊组件的结构为:包括底部与床身上表面固装的框型座,框型座上下两个水平梁上分别安装有上辊组件和下辊组件;所述电工钢片在上辊组件和下辊组件之间的间隔内穿过,通过由电工钢片摩擦带动转动的转辊,对电工钢片的传动长度进行计数。
10.所述上辊组件和下辊组件的结构相同。
11.所述下辊组件的结构为:包括安装于框型座下方水平梁上的支板,支板上方间隔安装有两个竖直的支柱,两个支柱顶部共同转动安装有转轴,转轴上套装有转辊;位于支板后方的框型座下方水平梁上还间隔安装有两个竖直的立座,两个立座顶端共同安装有压板;
12.所述上辊组件的转辊和下辊组件的转辊上下间隔布置,上辊组件的压板和下辊组件的压板上下间隔布置,电工钢片依次从两个转辊和两个压板之间穿过;两个转辊为计数
辊。
13.所述斜剪组件包括有呈v型布置的两组,单组斜剪组件均呈角度跨装于导轨上电工钢片的上方。
14.单组斜剪组件中包括有与电工钢片相垂直的构成剪切口的动剪切刀和定剪切刀,动剪切刀在外部驱动器驱动下与定剪切刀配合,将电工钢片剪切。
15.单组斜剪组件与导轨的长度方向呈45
°
夹角布置。
16.所述冲孔组件和v冲组件依次并列安装于导轨端头和测量辊组件之间的床身上;通过冲孔组件在电工钢片上成型上下贯穿的通孔;通过v冲组件在电工钢片边缘处成型v型结构的缺口。
17.本实用新型的有益效果如下:
18.本实用新型结构紧凑、合理,操作方便,通过测量辊组件对电工钢片行进长度进行检测,通过影像测量组件对电工钢片成型尺寸进行检测,从而通过自动化的方式在出料处及时进行产品检测,并分析获取横剪线整体运行状况,以便利于及时进行调整,实现及时有效的质控,有效助力于保证合格率,并降低了人工负担。
19.本实用新型还包括如下优点:
20.影像测量组件布置于电工钢片成型后的出料处,通过摄像头对成型的电工钢片进行影像采集,由处理器对采集的影像进行尺寸处理,从而获得电工钢片剪切长度尺寸以及其上v型缺口、冲孔的位置尺寸,分析尺寸误差,进而根据分析对横剪线上冲孔组件、v冲组件和斜剪组件、测量辊组件进行及时调整。
附图说明
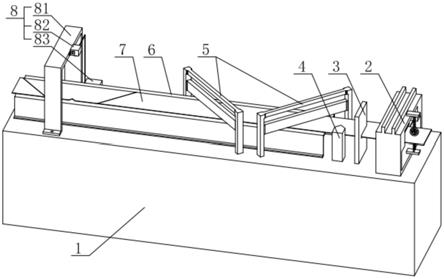
21.图1为本实用新型的结构示意图。
22.图2为本实用新型测量辊组件的结构示意图。
23.其中:1、床身;2、测量辊组件;3、冲孔组件;4、v冲组件;5、斜剪组件;6、导轨;7、电工钢片;8、影像测量组件;20、框型座;21、上辊组件;22、下辊组件;221、压板;222、转辊;223、转轴;224、支柱;225、立座;226、支板;81、支架;82、摄像头;83、处理器。
具体实施方式
24.下面结合附图,说明本实用新型的具体实施方式。
25.如图1所示,本实施例的一种具有在线测量功能的电工钢片横剪线,包括床身1,床身1上沿其长度方向安装有导轨6,电工钢片7在外部驱动辊带动下以导轨6为导向移动;位于导轨6一端端头外部的床身1上安装有测量辊组件2,位于导轨6另一端处的床身1上安装有影像测量组件8;测量辊组件2、导轨6和影像测量组件8的中心位于同一直线上,影像测量组件8横跨设置于导轨6上方;位于测量辊组件2和影像测量组件8之间的床身1上依次安装有冲孔组件3、v冲组件4和斜剪组件5;通过测量辊组件2对电工钢片7行进长度进行检测,通过影像测量组件8对电工钢片7成型尺寸进行检测,从而通过自动化的方式在出料处及时进行产品检测,并分析获取横剪线整体运行状况,以便利于及时进行调整,实现及时有效的质控。
26.测量辊组件2位于床身1上电工钢片7的上料端,影像测量组件8位于床身1上电工
钢片7的下料端。
27.影像测量组件8的结构为:包括倒置u型结构的支架81,支架81横跨于导轨6上电工钢片7的上方,支架81两个竖直臂的底部分别与床身1通过紧固件固装;支架81水平臂的中部固装有摄像头82,摄像头82的视角朝向下方的电工钢片7布置;还包括与摄像头82电性连接的处理器83,处理器83安装于导轨6侧面外部的床身1上;影像测量组件8布置于电工钢片7成型后的出料处,通过摄像头82对成型的电工钢片7进行影像采集,由处理器83对采集的影像进行尺寸处理,从而获得电工钢片7剪切长度尺寸以及其上v型缺口、冲孔的位置尺寸,分析尺寸误差,进而根据分析对横剪线上冲孔组件3、v冲组件4和斜剪组件5、测量辊组件2进行及时调整。
28.如图2所示,测量辊组件2的结构为:包括底部与床身1上表面固装的框型座20,框型座20上下两个水平梁上分别安装有上辊组件21和下辊组件22;电工钢片7在上辊组件21和下辊组件22之间的间隔内穿过,通过由电工钢片7摩擦带动转动的转辊222,对电工钢片7的传动长度进行计数。
29.上辊组件21和下辊组件22的结构相同。
30.下辊组件22的结构为:包括安装于框型座20下方水平梁上的支板226,支板226上方间隔安装有两个竖直的支柱224,两个支柱224顶部共同转动安装有转轴223,转轴223上套装有转辊222;位于支板226后方的框型座20下方水平梁上还间隔安装有两个竖直的立座225,两个立座225顶端共同安装有压板221;
31.上辊组件21的支板226安装于框型座20上方水平梁上。
32.上辊组件21的转辊222和下辊组件22的转辊222上下间隔相向布置,上辊组件21的压板221和下辊组件22的压板221上下间隔相向布置,电工钢片7依次从两个转辊222和两个压板221之间的间隔内穿过;电工钢片7的传动通过摩擦力带动两个转辊222转动,两个转辊222为计数辊。
33.斜剪组件5包括有呈v型布置的两组,单组斜剪组件5均呈角度跨装于导轨6上电工钢片7的上方。
34.单组斜剪组件5中包括有与电工钢片7相垂直的构成剪切口的动剪切刀和定剪切刀,动剪切刀在外部驱动器驱动下与定剪切刀配合,将电工钢片7剪切。
35.单组斜剪组件5与导轨6的长度方向呈45
°
夹角布置。
36.冲孔组件3和v冲组件4依次并列安装于导轨6端头和测量辊组件2之间的床身1上;通过冲孔组件3在电工钢片7上成型上下贯穿的通孔;通过v冲组件4在电工钢片7边缘处成型v型结构的缺口。
37.本实用新型的工作原理为:
38.电工钢片7在外部驱动辊带动下,经测量辊组件2处上料后,以导轨6为导向沿着床身1的长度方向移动;测量辊组件2按照预定尺寸控制工作进程,传动的电工钢片7依次由冲孔组件3进行冲孔、由v冲组件4成型边缘处v型结构的缺口、并由斜剪组件5剪切成型梯形结构的外形;最终成型的电工钢片7由影像测量组件8的摄像头82进行影像采集,经处理器83处理分析后,及时获取成型电工钢片7的尺寸信息,并实时反馈至控制器,以此获知测量辊组件2、冲孔组件3、v冲组件4和斜剪组件5的实际工作状况,获取横剪线整体实际运行情况,以便利于及时调整。
39.本实用新型操作简单,使用方便,实现了及时有效的质控,助力于保证合格率,并降低了人工作业负担,实用性好。
40.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1