钢网送料机构的制作方法
1.本实用新型属于料带送料装置技术领域,具体涉及一种钢网送料机构。
背景技术:
2.生产过程中,部分零部件一体成型在料带上,便于存储和搬运,组装时,将零部件从料带上冲裁下来即可。裁切时,均通过钢网送料机构将料带送入裁切模具内;现有技术中,钢网送料机构布置在裁切模具的出料口或入料口处,送料过程中,因料带软硬差异以及冲裁模具存在送料阻力等原因,易导致料带向上拱起或向下凹陷,进而导致料带错位,引起冲裁模具卡料。
技术实现要素:
3.为了解决现有技术存在的上述问题,本实用新型目的在于提供一种钢网送料机构。
4.本实用新型所采用的技术方案为:
5.钢网送料机构,包括:基板、伸缩缸、限位件、以及两个间隔设置的夹紧组件;
6.在第一水平方向上,所述基板具有入料端和出料端;两个所述夹紧组件分别位于入料端和出料端;夹紧组件均设置在基板上方,夹紧组件均沿所述第一水平方向滑动设置,每个所述夹紧组件均包括上夹板、下夹板和驱动下夹板和上夹板开合的开合驱动单元,两个所述下夹板均与所述基板滑动连接,且两个下夹板之间设置有连接件,所述连接件的两端分别连接至两个下夹板;
7.所述限位件连接至基板,所述限位件和连接件二者之一连接有限位块,另一者开设有与所述限位块对应的限位槽,所述限位槽沿所述第一水平方向开设;
8.所述伸缩缸的缸体和伸缩缸的活塞杆二者之一与任一个所述下夹板连接,另一者连接至基板。
9.作为所述钢网送料机构地进一步可选方案,每个所述夹紧组件均还包括:流道板和设置在流道板上方的盖板;
10.所述流道板和所述盖板之间具有供料带通过的导向空腔,流道板开设有避让所述下夹板的第一避让孔,所述第一避让孔通至所述导向空腔;
11.所述盖板开设有避让所述上夹板的第二避让孔,第二避让孔通至所述导向空腔。
12.作为所述钢网送料机构地进一步可选方案,还包括:中空且两端开口的导向管;
13.所述导向管的一端开口与任一所述夹紧组件的导向空腔对接,另一端先向下延伸,再沿第一水平方向向另一夹紧组件延伸。
14.作为所述钢网送料机构地进一步可选方案,还包括:料带定位组件;所述料带定位组件包括连接块、定位针、以及第一弹簧;连接块连接至盖板;定位针沿竖向滑动连接至连接块;所述第一弹簧设置在连接块和定位针之间,第一弹簧用于驱使定位针向上运动;所述盖板开设有避让定位针的第三避让孔。
15.作为所述钢网送料机构地进一步可选方案,所述定位针的上部凸设有凸台;第一弹簧套在定位针外,且第一弹簧的两端分别抵至连接块和凸台。
16.作为所述钢网送料机构地进一步可选方案,位于入料端的夹紧组件还包括:两个沿第二水平方向并列设置的压料组件;所述第二水平方向与第一水平方向垂直;
17.每个所述压料组件均包括压块、第二弹簧以及弹簧安装块;
18.弹簧安装块连接至盖板;
19.压块沿竖向滑动连接至弹簧安装块;
20.第二弹簧设置在弹簧安装块和压块之间,第二弹簧用于驱使压块向下运动;
21.所述盖板开设有避让压块的第四避让孔。
22.作为所述钢网送料机构地进一步可选方案,所述弹簧安装块沿水平方向延伸有延伸部;延伸部开设有竖向贯穿的配合孔,配合孔与所述压块适配;压块下部具有台阶;第二弹簧的两端分别抵至台阶和延伸部。
23.作为所述钢网送料机构地进一步可选方案,位于所述延伸部上方的压块转动连接有转动杆;转动杆转动至第一状态时,压块松开导向空腔内的料带;转动杆转动至第二状态时,压块压紧导向空腔内的料带。
24.作为所述钢网送料机构地进一步可选方案,所述基板的出料端连接有支架;支架连接有传感器;传感器的感应端朝向上方。
25.作为所述钢网送料机构地进一步可选方案,每个所述下夹板与基板之间均设置有直线滚动导轨;直线滚动导轨沿第一水平方向设置。
26.本实用新型的有益效果为:
27.使用时,冲裁模具位于两个夹紧组件之间,开合驱动单元通过驱动上夹板和下夹板开合,从而松开或夹紧料带,伸缩缸驱动两个夹紧组件沿第一水平方向往复滑动,完成料带的送料动作。与现有技术相比,本实用新型通过在基板的入料端和出料端各合设置一个夹紧组件,并通过伸缩缸驱动两个夹紧组件同时沿第一水平方向滑动,在送料过程中,确保两个夹紧组件之间的料带的长度不变,从而避免两个夹紧组件之间的料带向上拱起或向下凹陷,进而避免卡料。
附图说明
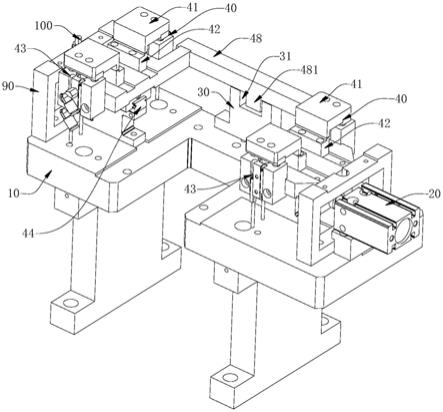
28.图1是本实用新型的钢网送料机构第一实施方式的结构示意图。
29.图2是本实用新型的钢网送料机构第二实施方式的结构示意图。
30.图3是本实用新型的钢网送料机构第三实施方式的结构示意图。
31.图4是图1或图3所示的钢网送料机构中盖板和流道板的结构示意图。
32.图5是图1或图3所示的钢网送料机构中压料组件第一状态的结构示意图。
33.图6是图1或图3所示的钢网送料机构中压料组件第二状态的结构示意图。
34.图7是图1或图3所示的钢网送料机构中料带定位组件的爆炸结构示意图。
35.图中:10
‑
基板;20
‑
伸缩缸;30
‑
限位件;31
‑
限位槽;40
‑
夹紧组件;41
‑
上夹板;42
‑
下夹板;43
‑
开合驱动单元;44
‑
直线滚动导轨;45
‑
流道板;451
‑
第一避让孔;46
‑
盖板;461
‑
第二避让孔;462
‑
第三避让孔;463
‑
第四避让孔;47
‑
导向空腔;48
‑
连接件;481
‑
限位块;50
‑
料带;51
‑
定位孔;60
‑
导向管;70
‑
料带定位组件;71
‑
连接块;72
‑
定位针;721
‑
凸台;73
‑
第一
弹簧;74
‑
卡簧;80
‑
压料组件;81
‑
压块;811
‑
台阶;82
‑
第二弹簧;83
‑
弹簧安装块;831
‑
延伸部;84
‑
转动杆;90
‑
支架;100
‑
传感器;110
‑
冲裁模具。
具体实施方式
36.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将结合附图和实施例或现有技术的描述对本实用新型作简单地介绍,显而易见地,下面关于附图结构的描述仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
37.以下将参照附图,通过实施例方式详细地描述本实用新型提供的技术方案。在此需要说明的是,对于这些实施例方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。
38.在一些例子中,由于一些实施方式属于现有或常规技术,因此并没有描述或没有详细的描述。
39.本文中为部件所编序号本身,例如“第一”、“第二”等,仅用于区分所描述的对象,不具有任何顺序或技术含义。而本技术所说“连接”、“联接”,在合理情况下(不构成自相矛盾的情况下),均包括直接和间接连接(联接)。
40.本文所称“水平方向”、“上”、“下”等方位词均是基于本实用新型的钢网送料机构处于正常使用状态时的方位,即图1所示的方位。
41.如图1所示,本实施例的钢网送料机构,包括:基板10、伸缩缸20、限位件30、以及两个间隔设置的夹紧组件40;
42.在第一水平方向上,基板10具有入料端和出料端;两个夹紧组件40分别位于入料端和出料端;夹紧组件40均设置在基板10上方,夹紧组件40均沿第一水平方向滑动设置,每个夹紧组件40均包括上夹板41、下夹板42和驱动下夹板42和上夹板41开合的开合驱动单元43,两个下夹板42均与基板10滑动连接,且两个下夹板42之间设置有连接件48,连接件48的两端分别连接至两个下夹板42;
43.限位件30连接至基板10,限位件30和连接件48二者之一连接有限位块481,另一者开设有与限位块481对应的限位槽31,限位槽31沿第一水平方向开设;
44.伸缩缸20的缸体和伸缩缸20的活塞杆二者之一与任一个下夹板42连接,另一者连接至基板10。
45.如图1所示,使用时,冲裁模具110位于两个夹紧组件40之间。
46.开合驱动单元43可采用螺旋夹紧机构、齿轮齿条机构、夹爪气缸等现有技术实现。在一个实施方式中,如图1所示,开合驱动单元43采用带导杆气缸实现,具体地,带导杆气缸的缸体连接至下夹板42,带导杆气缸的活塞杆连接至上夹板41。
47.在一个实施方式中,如图1、2和3所示,每个夹紧组件40均包括两个上夹板41和两个下夹板42,且一个上夹板41对应一个下夹板42;两对上夹板41和下夹板42分别沿第二水平方向排列,分别夹紧料带50沿宽度方向的两侧,送料过程中,料带50受力均衡,不易歪斜,且避免带导杆气缸承受较大弯矩。
48.连接件48的两端分别连接至两个下夹板42,确保两个夹紧组件40同时运动。在一个实施方式中,如图1所示,连接件48的中部一体成型有限位块481,限位件30的顶面沿第一
水平方向开设有限位槽31,限位槽31沿第一水平方向的尺寸和限位块481沿第一水平方向的尺寸决定了送料步距。显而易见的是,也可以在限位件30上一体成型限位块481,而在连接件48的底面开设限位槽31。
49.可通过滑块滑槽结构等现有技术实现下夹板42和基板10之间的连接,在一个实施方式中,如图1所示,每个下夹板42与基板10之间均设置有直线滚动导轨44;直线滚动导轨44沿第一水平方向设置;在一个实施方式中,两个直线滚动导轨44的轨道均连接至基板10;两个直线滚动导轨44的滑块分别与两个下夹板42连接;在另一个实施方式中,两个直线滚动导轨44的轨道分别与两个下夹板42连接;两个直线滚动导轨44的滑块均连接至基板10。
50.伸缩缸20可通过油缸、电缸等现有技术实现,在一个实施方式中,如图1所示,伸缩缸20采用矩形气缸实现,具体地,矩形气缸的缸体连接至基板10,矩形气缸的活塞杆连接至任一个下夹板42;在另一个实施方式中,矩形气缸的缸体连接至任一个下夹板42,矩形气缸的活塞杆连接至基板10。
51.在一个实施方式中,如图2和3所示,每个夹紧组件40均还可包括:流道板45和设置在流道板45上方的盖板46;
52.如图4所示,流道板45和盖板46之间具有供料带50通过的导向空腔47,流道板45开设有避让下夹板42的第一避让孔451,第一避让孔451通至导向空腔47;
53.盖板46开设有避让上夹板41的第二避让孔461,第二避让孔461通至导向空腔47。
54.导向空腔47用于对料带50进行导向,一方面,确保料带50沿宽度方向两侧对准两对上夹板41和下夹板42;另一方面,在送料过程中,避免料带50偏斜。
55.可在流道板45的顶面沿第一水平方向开设通槽,形成导向空腔47;也可在盖板46的底面沿第一水平方向开设通槽,形成导向空腔47;还可在流道板45的顶面和盖板46的底面均沿第一水平方向开设通槽,形成导向空腔47。
56.在一个实施方式中,如图2所示,本钢网送料机构还可包括:中空且两端开口的导向管60;
57.导向管60的一端开口与任一夹紧组件40的导向空腔47对接,另一端先向下延伸,再沿第一水平方向向另一夹紧组件40延伸。
58.料带50置于导向管60内,避免柔软的料带50缠绕其他构件;另一方面,使料带50的入料和出料均位于基板10的同一侧,方便人工操作。
59.在一个实施方式中,如图2和3所示,本钢网送料机构还可包括:料带定位组件70;如图7所示,料带定位组件包括连接块71、定位针72、以及第一弹簧73;连接块71连接至盖板46;定位针72沿竖向滑动连接至连接块71;第一弹簧73设置在连接块71和定位针72之间,第一弹簧73用于驱使定位针72向上运动;盖板46开设有避让定位针72的第三避让孔462。
60.通过设置料带定位组件,在穿料过程中,人工按压定位针72,将定位针72插入具有定位孔51的料带50,从而能确认料带50是否位于正确位置,便于人工操作。确认后,松开定位针72,第一弹簧73驱使定位针72离开料带50的定位孔51,避免因人工遗忘从定位孔51中取出定位针72,导致定位针72干涉送料动作,达到防呆的目的。
61.在一个实施方式中,第一弹簧73为压缩弹簧,如图7所示,定位针72的上部凸设有凸台721;第一弹簧73套在定位针72外,且第一弹簧73的两端分别抵至连接块71和凸台721。在一个实施方式中,如图7所示,定位针72的下部连接有卡簧74,避免因人工过快释放导致
定位针72在第一弹簧73的弹力作用下飞出连接块71。
62.在一个实施方式中,如图2和3所示,位于入料端的夹紧组件40还可包括:两个沿第二水平方向并列设置的压料组件80;第二水平方向与第一水平方向垂直;如图5和6所示,
63.每个压料组件80均包括压块81、第二弹簧82以及弹簧安装块83;
64.弹簧安装块83连接至盖板46;
65.压块81沿竖向滑动连接至弹簧安装块83;
66.第二弹簧82设置在弹簧安装块83和压块81之间,第二弹簧82用于驱使压块81向下运动;
67.盖板46开设有避让压块81的第四避让孔463。
68.通过压块81压住料带50,增大料带50运行阻力,避免因送料速度过快,导致料带50因惯性释放过多,引起料带50堆叠问题。
69.通过设置两个对称的压料组件80,使料带50受力均衡,避免料带50歪斜。
70.在一个实施方式中,第二弹簧82为压缩弹簧,如图5和6所示,弹簧安装块83沿水平方向延伸有延伸部831;延伸部831开设有竖向贯穿的配合孔,配合孔与压块81适配;压块81下部具有台阶811;第二弹簧82的两端分别抵至台阶811和延伸部831。
71.位于延伸部831上方的压块81转动连接有转动杆84;转动杆84转动至第一状态时,压块81松开导向空腔47内的料带50;转动杆84转动至第二状态时,压块81压紧导向空腔47内的料带50。在一个实施方式中,如图5所示,转动杆84呈矩形状,转动杆84转动至第一状态时,转动杆84竖直设置,此时,压块81位于上部,松开料带;如图6所示,转动杆84转动至第二状态时,转动杆84水平设置,此时,压块81位于下部,压紧料带。
72.在一个实施方式中,如图1和2所示,基板10的出料端连接有支架90;支架90连接有传感器100;传感器100的感应端朝向上方。通过设置传感器100,可感应料带50有无以及料带50是否有运动等情况。传感器100可采用接近传感器100等现有技术实现。
73.本实用新型不局限于上述可选实施方式,任何人在本实用新型的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是落入本实用新型权利要求界定范围内的技术方案,均落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1