一种适用于网架焊接的夹紧定位装置的制作方法
1.本实用新型涉及工装夹具领域,尤其是一种适用于网架焊接的夹紧定位装置。
背景技术:
2.在制作铁架时,碰焊完成的网片上需要焊接一些连接件用于组装。现在大部分工厂使用机器人自动焊接来提高生产效率和降低人员工作强度。所以待焊工件放置位置的准确和牢靠固定就变得相当重要。目前大部分使用的固定夹具,员工需使用直尺或者卡尺测量来确定网片和待焊接连接件的位置,然后加以固定。不仅会产生测量误差而且还费时费力,降低生产效率。
技术实现要素:
3.本实用新型的目的在于提供一种适用于网架焊接的夹紧定位装置,能够快速准确的对待焊接的网片和连接件进行定位和固定,从而提高焊接质量和生产效率。
4.为实现上述目的,本实用新型采用以下技术方案:
5.本实用新型公开了一种适用于网架焊接的夹紧定位装置,其包括用于放置网片和待焊连接件的框架本体。所述框架本体的四周设置有若干个用于紧固待焊连接件的水平式快速夹钳、若干个用于顶紧网片的推拉式快速夹钳和若干个定位块。所述定位块包括用于限制网片纵向移动的网片纵向定位块、用于快速定位网片横向位置的网片横向定位块和用于快速定位焊接件位置的焊件定位块。
6.进一步地,所述框架本体的左右两端分别设置有两个水平式快速夹钳和两个焊件定位块;框架本体左右两端任意一端设置有一个网片横向定位块;框架本体的前端设置有两个网片纵向定位块,框架本体的后端设置有两个推拉式快速夹钳。
7.进一步地,所述网片横向定位块为“一”字型凸块,所述焊件定位块为“l”直角凸块。
8.进一步地,所述水平式快速夹钳包括相互活动铆接的底座、压紧部、中间部和手提部;所述底座上设有第一连接孔和第二连接孔,所述压紧部上设有第三连接孔和第四连接孔,所述中间部设置有第五连接孔和第六连接孔,所述手提部上设置有第七连接孔和第八连接孔;所述中间部套于手提部内,第六连接孔和第八连接孔铆接于一起;所述压紧部分别套于底座和中间部内,第三连接孔和第五连接孔铆接于一起,第二连接孔和第四连接孔铆接于一起;所述底座套于手提部内,第七连接孔和第一连接孔铆接于一起。
9.进一步地,所述压紧部包括压紧杆和固定件;固定件上设置有螺纹孔,压紧杆上设置有外螺纹,压紧杆可调节地螺接于固定件上。
10.进一步地,所述压紧杆和固定件连接的上端设置有锁紧螺母。
11.进一步地,所述压紧杆的底端还设有防止压坏待焊连接件的缓冲块。
12.进一步地,手提部上设置有便于手握的橡胶皮套。
13.本实用新型的有益之处为:
14.1、本实用新型通过设置于框架本体上的定位块对网片和待焊接连接件进行快速定位,然后通过水平式快速夹钳和推拉式快速夹钳进行固定夹紧,无需进行费时的测量位置,快捷方便,避免测量误差,提高生产效率。
15.2、本实用新型的平式快速夹钳通过设置中间部,从而加大力臂,通过杠杆原理,大大降低松开水平式快速夹钳的力度,省时省力。
附图说明
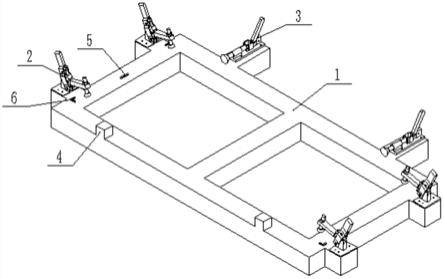
16.图1是本实用新型的结构示意图。
17.图2是水平式快速夹钳的结构示意图。
18.图3是水平式快速夹钳分解示意图。
19.主要组件符号说明:
20.1、框架本体;
21.2、水平式快速夹钳,21、底座,22、压紧部,221、压紧杆,222、固定件,223、锁紧螺母,23、中间部,24、手提部,25、缓冲块,26、橡胶皮套;
22.3、推拉式快速夹钳;
23.4、网片纵向定位块;
24.5、网片横向定位块;
25.6、焊件定位块;
26.71、第一连接孔,72、第二连接孔,73、第三连接孔,74、第四连接孔,75、第五连接孔,76、第六连接孔,77、第七连接孔,78、第八连接孔。
具体实施方式
27.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面结合附图和具体实施例对本实用新型作进一步详细的描述。
28.如图1所示,本实用新型公开了一种适用于网架焊接的夹紧定位装置,其包括用于放置网片和待焊连接件的框架本体1。框架本体1的四周设置有用于紧固待焊连接件的水平式快速夹钳2,用于顶紧网片的推拉式快速夹钳3和若干定位块。定位块包括用于限制网片纵向移动的网片纵向定位块4,用于快速定位网片横向位置的网片横向定位块5和用于快速定位焊接件位置的焊件定位块6。
29.在本实施例中,框架本体1的左右两端分别设置有两个水平式快速夹钳2 和两个焊件定位块6。焊件定位块6为“l”直角凸块。网片横向定位块5为“一”字型凸块,并设置于框架本体1左右两端任意一端。框架本体1的前端设置有两个网片纵向定位块4,框架本体1的后端设置有两个推拉式快速夹钳3。
30.如图2所示,水平式快速夹钳2包括相互活动铆接的底座21、压紧部22、中间部23和手提部24,使得通过扳动手提部24可控制压紧部22上下移动来压紧待焊连接件。
31.具体地如图3所示:底座21上设有第一连接孔71和第二连接孔72,压紧部22上设有第三连接孔73和第四连接孔74,中间部23设置有第五连接孔75 和第六连接孔76,手提部24上设置有第七连接孔77和第八连接孔78。铆接时,中间部23套于手提部24内,将第六连接孔76和第八连接孔78铆接在一起,然后将压紧部22分别套于底座21和中间部23内,将第三连
接孔73和第五连接孔 75铆接于一起,第二连接孔72和第四连接孔74铆接于一起,最后将底座21套于手提部24内,将第七连接孔77和第一连接孔71铆接于一起。通过设置中间部23,加大力臂,通过杠杆原理,大大降低松开水平式快速夹钳2的力度,省时省力。
32.其中压紧部22包括压紧杆221和固定件222,固定件222上设置有螺纹孔,压紧杆221上设置有外螺纹,压紧杆221可调节地螺接于固定件222上。在压紧杆221和固定件222连接的上端还设置有锁紧螺母223,使得压紧杆221和固定件222连接的更加牢靠。压紧杆的底端还设有防止压坏待焊连接件的缓冲块25。通过调节压紧杆与底座21之间的距离,可适用多种厚度待焊连接件的的压紧,大大提高水平式快速夹钳2的适用范围。
33.为了水平式快速夹钳2更好的使用,手提部24上还设置有橡胶皮套26。
34.使用时,先将夹紧定位装置准确固定于操作台上。然后通过焊件定位块6 将待焊接连接件定位,通过水平式快速夹钳2将待焊接连接件固定于框架本体1 上。最后将网片的两边分别与网片纵向定位块4和网片横向定位块5紧贴定位,通过推拉式快速夹钳3将网片顶压于网片纵向定位块4上,完成固定。
35.综上,本实用新型通过设置于框架本体上的定位块对网片和待焊接连接件进行快速定位,然后通过水平式快速夹钳和推拉式快速夹钳进行固定夹紧,无需进行费时的测量位置,快捷方便,避免测量误差,提高生产效率。
36.以上,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1