一种用于制造转簧的连续模的制作方法
1.本实用新型涉及机械模具设计制造技术领域,特别是涉及一种用于制造转簧的连续模。
背景技术:
2.转簧属于充电连接器,目前主要适用于各种新能源汽车充电接口。转簧会放置于其他组件中,并且在搭配使用过程中,电流通过转簧上排布的铜条均匀输入到汽车,该转簧能够有效的导入电流,有充电时间短,效率高的特点。
3.为了保证转簧的导电性能,转簧的材料为金属铜,其延展性能和导电性能较好,而单工位模具结构单一,生产效率低,而结构复杂的模具,工位较少,不利于产品的冲压成型,且单工位模具结构复杂,其生产制造成本较高,维护和维修成本较高,不便于大批量的制造转簧零件。
技术实现要素:
4.针对现有技术中的上述问题,本实用新型提供了一种用于制造转簧的连续模,解决了现有的单工位模具结构复杂,制造生产和维护模具成本较高,不便于大批量制造转簧的问题。
5.为了达到上述发明目的,本实用新型采用的技术方案如下:
6.提供一种用于制造转簧的连续模,其包括上模座和下模座,上模座和下模座之间依次设置有冲孔工位、切边工位、多个卷圆工位和切断工位;多个卷圆工位用于将板材多步折弯卷圆,最终卷成圆形产品;每个卷圆工位上均设置有一个卷圆凸模和一个卷圆凹模,多个卷圆凸模均与上模座连接,多个卷圆凹模均与下模座连接;卷圆凸模与卷圆凹模呈一一对应关系。
7.本方案中的用于制造转簧的连续模的原理为:冲孔工位对转簧板材进行冲孔,切边工位用于将冲孔后的转簧板材分割为所需长度,多个卷圆工位将分割后的转簧板材多步折弯卷圆,最终卷成圆形产品。
8.进一步地,冲孔工位上设置有多个与上模座连接的冲孔凸模和与下模座连接的多个冲压凹模,冲孔凸模与冲压凹模呈一一对应关系。
9.进一步地,多个冲孔凸模的横截面为矩形或长条形,多个冲压凹模的横截面为矩形孔或长条孔。
10.进一步地,多个卷圆工位的数量为6个,第一卷圆工位上设置有第一卷圆凸模和第一卷圆凹模,第一卷圆凸模的底部和第一卷圆凹模的顶部均呈形结构;
11.第二卷圆工位上设置有第二卷圆凸模和第二卷圆凹模,第二卷圆凸模的底部和第一卷圆凹模的顶部均呈“u”字形结构;
12.第三卷圆工位上设置有第三卷圆凸模和第三卷圆凹模,第三卷圆凸模的底部和第三卷圆凹模的顶部均呈形结构;
13.第四卷圆工位上设置有第四卷圆凸模和第四卷圆凹模,第四卷圆凸模呈柱状结构,第四卷圆凹模顶部呈半圆形;
14.第五卷圆工位上设置有底部呈结构的第五卷圆凸模和顶部呈结构的第五卷圆凹模;
15.第六卷圆工位上设置有第六卷圆凸模和第六卷圆凹模,第六卷圆凸模底部和第六卷圆凹模顶部均设置有呈半圆结构的凹陷部。
16.进一步地,切断工位上设置有与上模座连接的切断凸模和与下模座连接的切断凹模,切断凸模底部设置有用于容纳经过多个卷圆工位转簧上半部的呈半圆形结构的第一凹陷区,切断凹模顶部设置有呈圆弧结构的第二凹陷区,第二凹陷区的高度小于转簧的直径,第二凹陷区的宽度与第一凹陷区宽度相同。
17.本实用新型的有益效果为:本实验新型提供的一种用于制造转簧的连续模,设置有冲孔工位、切边工位、多个卷圆工位和切断工位,每个工位的模具结构简单,维护和维修成本较低,工位较多,生产效率高,适用于转簧零件大批量的制造。
附图说明
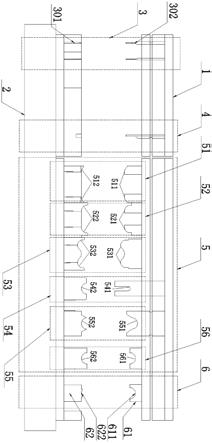
18.图1为一种用于制造转簧的连续模的结构示意图。
19.图2为转簧的结构示意图。
20.其中,1、上模座;2、下模座;3、冲孔工位;301、冲孔凸模;302、冲压凹模;4、切边工位;5、卷圆工位;51、第一卷圆工位;511、第一卷圆凸模;512、第一卷圆凹模;52、第二卷圆工位;521、第二卷圆凸模;522、第二卷圆凹模;53、第三卷圆工位;531、第三卷圆凸模;532、第三卷圆凹模;54、第四卷圆工位;541、第四卷圆凸模;542、第四卷圆凹模;55、第五卷圆工位;551、第五卷圆凸模;552、第五卷圆凹模;56、第六卷圆工位;561、第六卷圆凸模;562、第六卷圆凹模;6、切断工位;61、切断凸模;611、第一凹陷区;62、切断凹模;622、第二凹陷区。
具体实施方式
21.下面对本实用新型的具体实施方式进行描述,以便于本技术领域的技术人员理解本实用新型,但应该清楚,本实用新型不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本实用新型的精神和范围内,这些变化是显而易见的,一切利用本实用新型构思的发明创造均在保护之列。
22.如图1~2所示,本实用新型提供的一种用于制造转簧的连续模,其包括上模座1和下模座2,上模座1和下模座2之间依次设置有冲孔工位3、切边工位4、多个卷圆工位5和切断工位6。
23.冲孔工位3对进入连续模具的转簧板材进行冲孔加工,冲孔工位3具体的设置方式为:冲孔工位3上设置有多个与上模座1连接的冲孔凸模301和与下模座2连接的多个冲压凹模302,冲孔凸模301与冲压凹模302呈一一对应关系,多个冲孔凸模301的设置,可以一次性加工多个通孔,提高冲孔工序的作业效率,降低转簧的制作周期;多个冲孔凸模301的横截面为矩形或长条形,多个冲压凹模302的横截面为矩形孔或长条孔,可以根据所需产品的技术要求,设置不同形状的冲压凸模和冲压凹槽来冲压加工不同形状的通孔,扩大加工范围。
24.切边工位4上设置有切边模具,用于将冲孔后的转簧板材切割为所需要的长度,方
便后续卷圆工位5对切割完的转簧板材进行卷圆工序。
25.多个卷圆工位5将分割后的转簧板材多步折弯卷圆,最终卷成圆形产品,多个卷圆工位5用于将板材多步折弯卷圆,最终卷成圆形产品;每个卷圆工位5上均设置有一个卷圆凸模和一个卷圆凹模,多个卷圆凸模均与上模座1连接,多个卷圆凹模均与下模座2连接;卷圆凸模与卷圆凹模呈一一对应关系
26.多个卷圆工位5具体的设置方式为:多个卷圆工位5的数量为6个,第一卷圆工位51上设置有第一卷圆凸模511和第一卷圆凹模512,第一卷圆凸模511的底部和第一卷圆凹模512的顶部均呈形结构;第一卷圆工位51将平面的转簧板材折弯形成呈结构的转簧板材;
27.第二卷圆工位52上设置有第二卷圆凸模521和第二卷圆凹模522,第二卷圆凸模521的底部和第一卷圆凹模512的顶部均呈“u”字形结构;第二卷圆工位52将呈结构的转簧板材折弯形成呈“u”字形结构的转簧板材;
28.第三卷圆工位53上设置有第三卷圆凸模531和第三卷圆凹模532,第三卷圆凸模531的底部和第三卷圆凹模532的顶部均呈形结构;第三卷圆工位53将呈“u”字形结构转簧板材折弯形成呈形结构的转簧板材;
29.第四卷圆工位54上设置有第四卷圆凸模541和第四卷圆凹模542,第四卷圆凸模541呈柱状结构,第四卷圆凹模542顶部呈半圆形;第四卷圆凸模541挤压呈形结构的转簧板材的中部,转簧板材的中部与第四卷圆凹模542接触,形成圆形结构,同时形结构转簧板材的两端相向靠近弯折接触,转簧板材形成类圆筒结构。
30.第五卷圆工位55上设置有底部呈结构的第五卷圆凸模551和顶部呈结构的第五卷圆凹模552;
31.第六卷圆工位56上设置有第六卷圆凸模561和第六卷圆凹模562,第六卷圆凸模561底部和第六卷圆凹模562顶部均设置有呈半圆结构的凹陷部。
32.第五卷圆工位55和第六卷圆工位56用于将类圆筒结构的转簧板材整形,使其成为圆筒结构的转簧,完成对转簧板材的卷圆工作。
33.切断工位6用于切除圆筒结构转簧外部上多余的板材,切断工位6具体的设置方式为:切断工位6上设置有与上模座1连接的切断凸模61和与下模座2连接的切断凹模62,切断凸模61底部设置有用于容纳经过多个卷圆工位5转簧上半部的呈半圆形结构的第一凹陷区611,切断凹模62顶部设置有呈圆弧结构的第二凹陷区622,第二凹陷区622的高度小于转簧的直径,第二凹陷区622的宽度与第一凹陷区611宽度相同。
34.切断凸模61和切断凹模62挤压圆筒结构转簧,将圆筒结构转簧加工至符合设计要求,而切断工位6挤压圆筒结构转簧,圆筒结构转簧的外壁上会出现多余板材,而切断凸模61向下运动,第一凹陷区611的两端边缘处和第二第一凹陷区611的两端边缘处接触,可以去除掉对于的板材。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1