一种用于验证气检装置有无故障的组件的制作方法
1.本实用新型涉及气检装置的故障检测技术领域,特别是涉及一种用于验证气检装置有无故障的组件。
背景技术:
2.气检装置设置在加工机床设备的夹具上,当工件放置在夹具上并堵住气检装置的气检孔的出气时,说明工件到位,反之气检孔漏气时,说明工件没有到位。由于加工仓环境极其恶劣,在加工中不仅存在高温高切削力,还存在大量铁屑以及切削液,长期使用铁屑、切削液会顺着气检装置的定位面的气检孔进入气路内,导致气检孔堵塞,最终到最后气检失效,无法识别工件定位夹紧是否正常。
技术实现要素:
3.本实用新型的目的是提供一种用于验证气检装置有无故障的组件,其优点是可准确便捷地验证气检装置有无故障。
4.本实用新型的一种用于验证气检装置有无故障的组件,包括至少一个用于模拟工件到位的第一验证块和至少一个用于模拟工件未到位的第二验证块,所述第一验证块和所述第二验证块均为能够自主吸附在气检装置出气口端面的磁性件,所述第一验证块的吸附端面为能够封闭气流通过的平面,所述第二验证块的吸附端面设有能够使气检装置的出气口与外部连通的通气结构。
5.本实用新型的一种用于验证气检装置有无故障的组件还可以是:
6.所述第一验证块包括第一套筒和第一磁块,所述第一磁块套设在所述第一套筒内,所述第一磁块的下端面为平面,所述第一磁块的下端面凸出所述第一套筒的下端外;或者所述第一磁块的下端面与所述第一套筒的下端平齐。
7.所述第二验证块包括第二套筒和第二磁块,所述第二磁块套设在所述第二套筒内,所述第二磁块的下端面凸出所述第二套筒的下端外,所述第二磁块的下端面设有用于气流通过的通槽;或者所述第二磁块的下端面与所述第二套筒的下端平齐,所述第二磁块的下端面与所述第二套筒的下端均设有用于气流通过的通槽。
8.所述第一磁块和所述第二磁块的周向面分别与所述第一套筒和所述第二套筒的内壁过盈连接;或者所述第一磁块和所述第二磁块的周向面均设有第一螺纹,所述第一套筒和所述第二套筒的内壁均设有用于与所述第一螺纹连接的内螺纹。
9.所述第一套筒和所述第二套筒上均设有用于便于手持的手柄。
10.所述手柄的下端的周向面设有第二螺纹,所述手柄通过所述第二螺纹与所述第一套筒或第二套筒的上部的内螺纹连接。
11.所述第一磁块和所述第二磁块的直径均大于所述手柄的下端的直径。
12.本实用新型的一种用于验证气检装置有无故障的组件,相对于现有技术而言具有的优点是:在需要检测气检装置有无故障时,将三个第一验证块1的吸附端面一一对应地吸
附在第一气检装置、第二气检装置和第三气检装置的气检孔的出气口处并封闭出气口,这样模拟工件到位。将第二验证块的吸附端面吸附在第四气检装置的气检孔的出气口处,由于第二验证块的吸附端面设有与外部连通的通气结构,正常情况下,第四气检装置的气检孔通过第二验证块的通气结构正常出气,实现模拟工件未到位。如果气体感应装置未检测到第二验证块出气时,或检测到出气流量低于正常值时,则说明第四气检装置有故障,存在铁屑、切削液进入气路内的情况。如果气体感应装置检测到第二验证块的出气正常时,则说明第四气检装置无故障。然后再逐个排查其他气检装置有无故障,操作方式同上所述,从而实现了可准确验证气检装置有无故障的效果。
附图说明
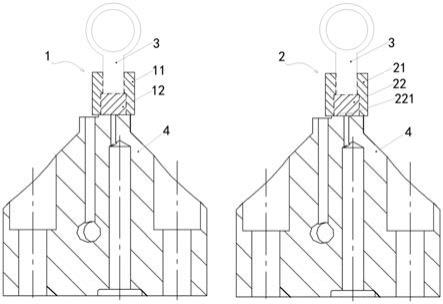
13.图1为本实用新型的一种用于验证气检装置有无故障的组件的剖视结构示意图。
14.图号说明
15.1、第一验证块;11、第一套筒;12、第一磁块;2、第二验证块;21、第二套筒;22、第二磁块;221、通槽;3、手柄;4、气检装置。
具体实施方式
16.下面结合附图的图1对本实用新型的一种用于验证气检装置有无故障的组件作进一步详细说明。
17.本实用新型的一种用于验证气检装置有无故障的组件,请参考图1,包括用于模拟工件到位的第一验证块1和用于模拟工件未到位的第二验证块2,第一验证块1和第二验证块2的数量可根据加工机床设备的夹具上的气检装置设定。例如,夹具上的气检装置数量一共有三个情况下,第一验证块1的数量为两个,第二验证块2的数量为一个。例如,夹具上的气检装置数量一共有四个情况下,第一验证块1的数量为三个,第二验证块2的数量为一个,以此类推,本领域技术人员可根据气检装置的实际数量相对应设置第一验证块1和第二验证块2的数量。
18.第一验证块1和第二验证块2均为能够自主吸附在气检装置出气口端面的磁性件,第一验证块1的吸附端面为能够封闭气流通过的平面,第二验证块2的吸附端面设有能够使气检装置的出气口与外部连通的通气结构。以下以夹具上的气检装置数量一共有四个作为实施例来介绍具体的检测方式。
19.在需要检测气检装置有无故障时,将三个第一验证块1的吸附端面一一对应地吸附在第一气检装置、第二气检装置和第三气检装置的气检孔的出气口处并封闭出气口,这样实现模拟工件到位。将第二验证块2的吸附端面吸附在第四气检装置的气检孔的出气口处,由于第二验证块2的吸附端面设有与外部连通的通气结构,正常情况下,第四气检装置的气检孔通过第二验证块2的通气结构正常出气,实现模拟工件未到位。如果气体感应装置未检测到第二验证块2出气时,或检测到出气流量低于正常值时,则说明第四气检装置有故障,存在铁屑、切削液进入气路内的情况。如果气体感应装置检测到第二验证块2的出气正常时,则说明第四气检装置无故障。然后再逐个排查其他气检装置有无故障,操作方式同上所述,从而实现了可准确验证气检装置有无故障的效果。
20.本实用新型的一种用于验证气检装置有无故障的组件,请参考图1,在前面技术方
案的基础上还可以是:第一验证块1包括第一套筒11和第一磁块12,第一磁块12套设在第一套筒11内,由于第一磁块12的大小仅比气检孔大一些,所以体积很小,人工不便于拿捏,第一磁块12套设在第一套筒11内,从而实现了便于人工拿捏的效果。例如,第一磁块12的下端面为平面并与第一套筒11的下端平齐,从而确保能够堵住气检孔不漏气,实现模拟工件到位的效果。当然,第一磁块12的下端面不限于与第一套筒11的下端平齐,例如,第一磁块12的下端面还可凸出第一套筒11的下端外,本领域技术人员可根据实际需要选择第一磁块12与第一套筒11的相对位置。
21.本实用新型的一种用于验证气检装置有无故障的组件,请参考图1,第二验证块2包括第二套筒21和第二磁块22,第二磁块22套设在第二套筒21内,第二磁块22的下端面凸出第二套筒21的下端外,第二磁块22的下端面设有用于气流通过的通槽221,通槽221连通第二磁块22的下端面直径的两端。或者通槽221由第二磁块22的下端面中央至第二磁块22的下端面的径向的一端,气检孔通过通槽221与外部连通,实现模拟工件未到位状态。
22.第二磁块22的下端面不限于凸出第二套筒21的下端外,例如,第二磁块22的下端面还可以与第二套筒21的下端平齐,第二磁块22的下端面与第二套筒21的下端均设有用于气流通过的通槽221,从而使气检孔通过通槽221与外部连通,本领域技术人员可根据实际需要选择第二磁块22与第二套筒21的相对位置。
23.本实用新型的一种用于验证气检装置有无故障的组件,请参考图1,第一磁块12和第二磁块22的周向面分别与第一套筒11和第二套筒21的内壁过盈连接,以防止磁块掉落。磁块与套筒不限于过盈配合连接,例如,第一磁块12和第二磁块22的周向面均设有第一螺纹,第一套筒11和第二套筒21的内壁均设有用于与第一螺纹连接的内螺纹,以使磁块螺旋拧入套筒内,本领域技术人员可根据实际需要选择磁块与套筒的连接方式。
24.本实用新型的一种用于验证气检装置有无故障的组件,请参考图1,第一套筒11和第二套筒21上均设有用于便于手持的手柄3,例如,手柄3为挂环状或挂钩状,既实现了便于拿捏,还实现了便于挂设储存的效果。
25.本实用新型的一种用于验证气检装置有无故障的组件,请参考图1,手柄3的下端的周向面设有第二螺纹,手柄3通过第二螺纹与第一套筒11或第二套筒21的上部的内螺纹连接,从而便于组装制造。
26.本实用新型的一种用于验证气检装置有无故障的组件,请参考图1,第一磁块12和第二磁块22的直径均大于手柄3的下端的直径,以使第一磁块12和第二磁块22的上端面与套筒的与其相对的内壁密封式相抵,从而确保气检孔的气流不会从上端流出。
27.上述仅对本实用新型中的几种具体实施例加以说明,但并不能作为本实用新型的保护范围,凡是依据本实用新型中的设计精神所作出的等效变化或修饰或等比例放大或缩小等,均应认为落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1