一种杠杆式管端成型装置的制作方法
1.本实用新型涉及管件加工设备,具体是指一种杠杆式管端成型装置。
背景技术:
2.管件工程向着高强度、高韧性的方向发展,对钢管质量要求的不断提高,制管技术及装备也在不断推陈出新,市面上大部分管端成型方案大都使用相应的模具对管件端部进行加工、处理,形成扩口、缩口或是各式各样的形状,以满足人们对管端形状的要求,国内的管端成型机结构复杂,成型模工装无法实现实现通用性,使用范围较为固定。
技术实现要素:
3.为此,本实用新型要解决的技术问题在于克服现有技术中管端成型机构装置无法针对不同管件端口设计实现互换通用性的问题,从而提供一种根据需求的管端形状随意定制的杠杆式管端成型装置。
4.为解决上述技术问题,本实用新型提供的一种杠杆式管端成型装置,包括作业单元、动力单元、装配连接单元,所述的作业单元和所述的动力单元分别通过定位孔与装配连接单元之间相连安装,所述装配连接单元包括设备底板、高度调节块、杠杆、杠杆支架、杠杆轴,且所述的设备底板为管端成型装置的基板结构,所述的作业单元和所述的动力单元之间通过杠杆设有动力传递相连;
5.所述的动力单元包括气缸,所述的气缸设于高度调节块上,所述的作业单元包括有作业前端模组、辅助感应模组,其中的辅助感应模组设于作业前端模组的后立板和杠杆支架内通孔中;
6.所述的作业前端模组包括后立板、成型模具侧板、前立板、上成型模具、下成型模具、弹簧、上成型模具盖板,所述的作业前端模组为层叠型结构,所述的后立板和所述的前立板设于作业前端模组两端,且所述的后立板和所述的前立板组成作业前端模组两个端面,且所述的前立板上设有管端作业口,且管端作业口的边沿设有辅助倒角,所述的上成型模具为活动零部件,且所述的上成型模具顶端设有上成型模具盖板,所述的上成型模具顶端和所述的上成型模具盖板之间的定位孔内集成设有弹簧,所述的辅助感应模组包括感应开关延长杆、感应开关,所述的感应开关延长杆设于后立板上的定位孔内,同时感应开关延长杆的端面与管端齐平,所述的感应开关设于所述感应开关延长杆的另一端。
7.在本实用新型的一个实施例中,所述的设备底板和所述的高度调节块上设有若干定位孔,且可以根据生产现场需要选择不同厚度的高度调节块。
8.在本实用新型的一个实施例中,所述的设备底板和所述的高度调节块之间通过螺栓相连。
9.在本实用新型的一个实施例中,所述的杠杆支架设于高度调节块上,通过螺栓与高度调节块相连。
10.在本实用新型的一个实施例中,所述的杠杆支架内设有通孔,同时杠杆支架端面
设有“u”型槽,且“u”型槽的上设有旋转孔。
11.在本实用新型的一个实施例中,所述的杠杆轴设于所述的杠杆支架和所述的杠杆之间,同时通过垫片和旋转孔相连,形成杠杆轴与旋转孔之间的孔轴配合。
12.在本实用新型的一个实施例中,所述的气缸通过螺栓与高度调节块上的定位孔相连。
13.在本实用新型的一个实施例中,所述的上成型模具和所述的下成型模具之间为垂直设置,同时所述的下成型模具通过螺栓与高度调节块、设备底板之间相连。
14.在本实用新型的一个实施例中,所述的成型模具侧板设有两个,且两个成型模具侧板垂直于高度调节块上,且两个成型模具侧板之间设有所述的上成型模具和所述的下成型模具,同时成型模具侧板、上成型模具、下成型模具之间的厚度相同。
15.在本实用新型的一个实施例中,所述的感应开关与感应开关延长杆之间设有卡扣相连,同时所述的气缸与所述的感应开关之间设有压缩空气回路的软管连接。
16.本实用新型与现有技术相比的优点在于:本新型的杠杆式管端成型装置自动定制化水平较高,针对管端成型方案的通用性进一步设计,使得上成型模具与下成型模具之间的形状可以根据需求的管端形状随意定制拆卸更换,实现了成型模具的快速更换,而且满足不同尺寸成型模具,通用性好,互换性好。
17.同时使用气动动力以及杠杆原理促使上下成型模具合模,放大了气缸的作用力,且采用了气缸合模与弹簧分模的方式,速度快。
附图说明
18.为了使本实用新型的内容更容易被清楚的理解,下面根据本实用新型的具体实施例并结合附图,对本实用新型作进一步详细的说明。
19.图1是一种杠杆式管端成型装置的结构示意图。
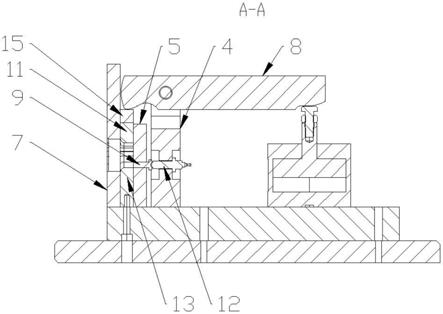
20.图2是一种杠杆式管端成型装置的aa剖视结构示意图。
21.图3是一种杠杆式管端成型装置的立体结构示意图。
22.图4是一种杠杆式管端成型装置的爆炸结构示意图。
23.如图所示:1、设备底板,2、高度调节块,3、气缸,4、杠杆支架,5、后立板,6、成型模具侧板,7、前立板,8、杠杆,9、感应开关延长杆,10、杠杆轴,11、上成型模具,12、感应开关,13、下成型模具,14、弹簧,15、上成型模具盖板。
具体实施方式
24.如图1、图2、图3和图4所示,本实施例提供一种杠杆式管端成型装置,包括作业单元、动力单元、装配连接单元,所述的作业单元和所述的动力单元分别通过定位孔与装配连接单元之间相连安装,所述装配连接单元包括设备底板1、高度调节块2、杠杆8、杠杆支架4、杠杆轴10,且所述的设备底板1为管端成型装置的基板结构,所述的作业单元和所述的动力单元之间通过杠杆8设有动力传递相连;
25.所述的动力单元包括气缸3,所述的气缸3设于高度调节块2上,所述的作业单元包括有作业前端模组、辅助感应模组,其中的辅助感应模组设于作业前端模组的后立板5和杠杆支架4内通孔中;
26.所述的作业前端模组包括后立板5、成型模具侧板6、前立板7、上成型模具11、下成型模具13、弹簧14、上成型模具盖板15,所述的作业前端模组为层叠型结构,所述的后立板5和所述的前立板7设于作业前端模组两端,且所述的后立板5和所述的前立板7组成作业前端模组两个端面,且所述的前立板7上设有管端作业口,且管端作业口的边沿设有辅助倒角,所述的上成型模具11为活动零部件,且所述的上成型模具11顶端设有上成型模具盖板15,所述的上成型模具11顶端和所述的上成型模具盖板15之间的定位孔内集成设有弹簧14,所述的辅助感应模组包括感应开关12延长杆9、感应开关12,所述的感应开关12延长杆9设于后立板5上的定位孔内,同时感应开关12延长杆9的端面与管端齐平,所述的感应开关12设于所述感应开关12延长杆9的另一端,其中的采用了气缸合模与弹簧分模的方式,速度快。
27.所述的设备底板1和所述的高度调节块2上设有若干定位孔,且可以根据生产现场需要选择不同厚度的高度调节块2。
28.所述的设备底板1和所述的高度调节块2之间通过螺栓相连。
29.所述的杠杆支架4设于高度调节块2上,通过螺栓与高度调节块2相连。
30.所述的杠杆支架4内设有通孔,同时杠杆支架4端面设有“u”型槽,且“u”型槽的上设有旋转孔。
31.所述的杠杆轴10设于所述的杠杆支架4和所述的杠杆之间,同时通过垫片和旋转孔相连,形成杠杆轴10与旋转孔之间的孔轴配合。
32.所述的气缸3通过螺栓与高度调节块2上的定位孔相连。
33.具体地,所述的上成型模具11和所述的下成型模具13之间为垂直设置,同时所述的下成型模具13通过螺栓与高度调节块2、设备底板1之间相连,且使得上成型模具与下成型模具之间的形状可以根据需求的管端形状随意定制拆卸更换。
34.所述的成型模具侧板6设有两个,且两个成型模具侧板6垂直于高度调节块2上,且两个成型模具侧板6之间设有所述的上成型模具11和所述的下成型模具13,同时成型模具侧板6、上成型模具11、下成型模具13之间的厚度相同。
35.具体地,所述的感应开关12与感应开关12延长杆9之间设有卡扣相连,同时所述的气缸3与所述的感应开关12之间设有压缩空气回路的软管连接,同时使用气动动力以及杠杆原理促使上下成型模具合模。
36.本新型的杠杆式管端成型装置的工作原理:
37.1)将待成型管子通过7号前立板的孔插在11号上成型模具与13号下成型模具之间;
38.2)将待成型管子向后推,保证其碰到9号感应开关延长杆,9号感应开关延长杆在向后的作用力下,会触发12号感应开关;
39.3)12号感应开关被触发后,会导通3号气缸的气路,导致气缸轴向上运动;
40.4)气缸轴向上运动会将8号杠杆从尾部向上顶,从而引起杠杆头部向下有一个作用力;
41.5)杠杆头部的向下作用力会作用在15号上成型模具盖板上,从而将11号上成型模具向下压与13号下成型模具合在一起,完成管端成型;
42.6)成型结束后,上成型模具盖板会在14号弹簧的弹力下向上运动,保证11号上成
型模具与13号下成型模具分开,为下一个工作循环做准备。
43.显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本实用新型创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1