分体凸模与机盖外板定位结构的制作方法
1.本实用新型涉及汽车机盖内外包边模生产装备领域,尤其是一种分体凸模与机盖外板定位结构。
背景技术:
2.汽车机盖在内、外包边模生产工艺过程中,生产周期往往很短。其中,由于机盖外板单件零件状态一般较差,容易出现外板回弹大的情况,所述回弹即机盖外板的两侧往往高出标准状态1mm左右,而机盖外板中间部分则相较标准状态塌陷1mm左右,这就导致机盖外板的中间区域无法增加压料器,因此无法用于包边模调试,或者需要花费较多的调试时间,从而无法保证生产效率。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种保证机盖外板与分体凸模之间实现零件符型,从而达到缩短调试周期的效果的分体凸模与机盖外板定位结构。
4.本实用新型解决其技术问题所采用的技术方案是:分体凸模与机盖外板定位结构,包括机盖外板和分体凸模,包括设置于分体凸模上的强磁吸附结构,所述机盖外板通过强磁吸附结构的吸附而贴合在分体凸模上。
5.进一步的是,所述强磁吸附结构为强磁铁。
6.进一步的是,所述强磁铁通过固定螺栓而设置于分体凸模上。
7.进一步的是,所述强磁吸附结构与分体凸模之间为可拆卸连接结构。
8.进一步的是,所述强磁吸附结构设置于分体凸模的下模上。
9.本实用新型的有益效果是:在实际使用时,由于巧妙的增设了强磁吸附结构,该强磁吸附结构可以很好的吸附机盖外板并保证机盖外板通过强磁吸附结构的吸附而贴合在分体凸模上,也就很好的实现了机盖外板与分体凸模之间实现零件符型,防止了回弹的出现,从而顺利完成包边模调试。本实用新型尤其适用于机盖外板的包边模调试之中。
附图说明
10.图1是机盖外板、内板和压料爪之间的位置关系。
11.图2是机盖外板回弹出现变形的示意图。
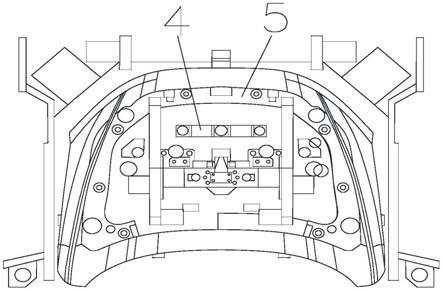
12.图3是分体凸模上增加强磁吸附结构的示意图。
13.图4是机盖外板发生回弹的示意图。
14.图中标记为:机盖外板1、机盖外板回弹后所在位置、内板2、压料爪3、强磁吸附结构4、固定螺栓41、分体凸模5。
具体实施方式
15.下面结合附图对本实用新型进一步说明。
16.如图3和图4所示的分体凸模与机盖外板定位结构,包括机盖外板1和分体凸模5,包括设置于分体凸模5上的强磁吸附结构4,所述机盖外板1通过强磁吸附结构4的吸附而贴合在分体凸模5上。
17.在实际生产时,由于机盖外板1零件回弹后,机盖外板1两侧往往会较正常值高出1mm,中间则会塌陷1mm,从而出现与分体凸模5不符贴。
18.具体的讲,如图1所示,就是上模的压料爪3只能压在周圈机盖外板1和内板2的搭接区域,不能使机盖外板1整体符型,因此,零件不能用于包边模调试。为了能解决调试时零件符型问题,本方案采用在分体凸模5上增加强磁吸附结构4将机盖外板1吸附,迫使机盖外板1单件符贴在分体凸模5上。其中,在实际操作时的调试前期,包边模单件不合格时,在分体凸模5上增加强磁吸附结构4将机盖外板1吸附在分体凸模5的型面上迫使零件符型,到达缩短调试周期的目的。一般优选所述强磁吸附结构4设置于分体凸模5的下模上。另外,本方案也可以实现提前进行包边模的调试,不用等待单件和合格后才开始进行包边模调试,这就让模具制作周期缩短,提前完成交付使用。
19.一般的,为了精简相关的结构和降低制造成本,优选所述强磁吸附结构4为强磁铁。为了安装固定的便利,优选所述强磁铁通过固定螺栓41而设置于分体凸模5上。为了实现磁吸附结构4的固定位置可以随生产需要而灵活调整,优选所述强磁吸附结构4与分体凸模5之间为可拆卸连接结构,如通过可拆卸螺钉等方式实现即可。
技术特征:
1.分体凸模与机盖外板定位结构,包括机盖外板(1)和分体凸模(5),其特征在于:包括设置于分体凸模(5)上的强磁吸附结构(4),所述机盖外板(1)通过强磁吸附结构(4)的吸附而贴合在分体凸模(5)上。2.如权利要求1所述的分体凸模与机盖外板定位结构,其特征在于:所述强磁吸附结构(4)为强磁铁。3.如权利要求2所述的分体凸模与机盖外板定位结构,其特征在于:所述强磁铁通过固定螺栓(41)而设置于分体凸模(5)上。4.如权利要求1、2或3所述的分体凸模与机盖外板定位结构,其特征在于:所述强磁吸附结构(4)与分体凸模(5)之间为可拆卸连接结构。5.如权利要求1、2或3所述的分体凸模与机盖外板定位结构,其特征在于:所述强磁吸附结构(4)设置于分体凸模(5)的下模上。
技术总结
本实用新型涉及汽车机盖内外包边模生产装备领域,尤其是一种保证机盖外板与分体凸模之间实现零件符型,从而达到缩短调试周期的效果的分体凸模与机盖外板定位结构,包括机盖外板和分体凸模,包括设置于分体凸模上的强磁吸附结构,所述机盖外板通过强磁吸附结构的吸附而贴合在分体凸模上。在实际使用时,由于巧妙的增设了强磁吸附结构,该强磁吸附结构可以很好的吸附机盖外板并保证机盖外板通过强磁吸附结构的吸附而贴合在分体凸模上,也就很好的实现了机盖外板与分体凸模之间实现零件符型,防止了回弹的出现,从而顺利完成包边模调试。本实用新型尤其适用于机盖外板的包边模调试之中。之中。之中。
技术研发人员:李健 王铭 梁晓君 谢衡
受保护的技术使用者:宜宾普翼汽车科技有限公司
技术研发日:2021.04.14
技术公布日:2021/11/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1