一种筒夹式插齿加工治具的制作方法
1.本实用新型属于治具技术领域,具体是指一种筒夹式插齿加工治具。
背景技术:
2.目前市场上常用的插齿加工治具要么结构复杂,生产成本昂贵,治具的拆卸安装困难;简易治具则存在装夹定位精度差,在加工过程中容易出现产品装夹偏心,导致加工出来的齿轮不稳定,齿沟跳动大、产品精度不良,生产成本较高。
技术实现要素:
3.为了解决上述现有技术中存在的拆卸安装困难和生产成本高的问题,本实用新型提出一种筒夹式插齿加工治具,可快速对被加工零件装夹定位,并且重复装夹定位精度高。
4.为解决上述技术问题,本实用新型采取的技术方案如下:一种筒夹式插齿加工治具,包括筒夹、下模、拉杆、连接座和底座;所述底座安装在插齿设备的工作台上,所述下模安装在所述底座上,所述下模设有通孔,所述下模的通孔包括直径不同的两部分,所述下模的通孔的上端部分的孔径与所述筒夹的直径相同,所述下模的通孔的下端部分的孔径与所述拉杆的直径相同,所述连接座的一端与所述拉杆连接,所述连接座的另一端与插齿设备的螺杆连接,所述拉杆由底部插入所述下模的通孔,所述筒夹由顶部插入所述下模的通孔上,所述筒夹与所述拉杆连接;
5.所述筒夹包括筒夹主体和倒锥部,所述筒夹主体的形状为圆筒,所述筒夹主体的顶部设有所述倒锥部,所述倒锥部的形状为倒置的圆台,所述倒锥部末端的直径大于与所述筒夹主体相连处的直径;所述倒锥部设有若干个线割槽;所述下模顶部设有倒角,所述倒角与所述倒锥部的斜面贴合。
6.进一步地,所述筒夹的材料具有弹性。所述筒夹具有弹性可延长其使用寿命。
7.进一步地,所述筒夹的材料为65mn弹簧钢。65mn弹簧钢强度较高,且具有一定的韧性和塑性,可提高所述筒夹的使用寿命。
8.进一步地,所述线割槽为四个,且均匀分布。所述线割槽预留了空间,提高所述倒锥部的变形能力。
9.进一步地,所述拉杆包括拉杆主体和连接杆,所述连接杆设于所述拉杆主体底部,所述拉杆主体设有内螺纹,所述筒夹主体的下端部分设有外螺纹,所述拉杆主体的内螺纹与所述筒夹主体的下端部分的外螺纹相连接。使用螺纹连接,拆装方便。
10.进一步地,所述连接杆设有外螺纹,所述连接座两端设有螺纹孔;所述连接杆上的外螺纹与所述连接座一端的内螺纹相连;所述连接座远离所述拉杆的另一端的螺纹孔与机台本身的螺杆相连。使用螺纹连接,拆装方便。
11.进一步地,所述底座上有若干个沉头螺纹孔,使用沉头螺丝穿过所述沉头螺纹孔,将所述底座固定在插齿设备的工作台上。使用沉头螺丝进行固定,安装方便,且沉头螺丝头部不露出所述底座,避免干涉其它零件。
12.进一步地,所述下模均匀设有若干个u型槽,所述底座上有若干个螺纹孔,螺丝穿过所述u型槽旋入所述底座上的螺纹孔,将所述下模固定在所述底座上。使用螺丝固定,拆装方便。
13.本实用新型的一种筒夹式插齿加工治具的有益效果如下:该插齿加工治具拆卸按装方便,定位精度高,可大大提高生产效率和降低生产成本,同时治具加工过程简单、方便,可实现快速批量生产。
附图说明
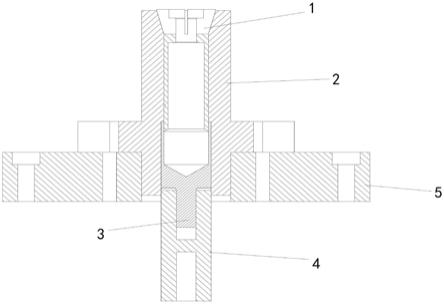
14.图1为本实用新型一种筒夹式插齿加工治具的剖视图图;
15.图2为本实用新型一种筒夹式插齿加工治具的筒夹的结构示意图;
16.图3为本实用新型一种筒夹式插齿加工治具的下模的结构示意图;
17.图4为本实用新型一种筒夹式插齿加工治具的拉杆的结构示意图;
18.图5为本实用新型一种筒夹式插齿加工治具的连接座的结构示意图;
19.图6为本实用新型一种筒夹式插齿加工治具的底座的结构示意图;
20.其中,1、筒夹,11、筒夹主体,12、倒锥部,121、线割槽,2、下模,21、倒角,22、u型槽,3、拉杆,31、拉杆主体,32、连接杆,4、连接座,5、底座,51、沉头螺纹孔。
具体实施方式
21.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.如图1-6所示,本实用新型为一种筒夹式插齿加工治具,包括筒夹1、下模2、拉杆3、连接座4和底座5;所述底座5安装在插齿设备的工作台上,所述下模2安装在所述底座5上,所述下模2设有通孔,所述下模2的通孔包括直径不同的两部分,所述下模2的通孔的上端部分的孔径与所述筒夹1的直径相同,所述下模2的通孔的下端部分的孔径与所述拉杆3的直径相同,所述连接座4的一端与所述拉杆3连接,所述连接座4的另一端与插齿设备的螺杆连接,所述拉杆3由底部插入所述下模2的通孔,所述筒夹1由顶部插入所述下模2的通孔上,所述筒夹1与所述拉杆3连接;
23.所述筒夹1包括筒夹主体11和倒锥部12,所述筒夹主体11的形状为圆筒,所述筒夹主体11的顶部设有所述倒锥部12,所述倒锥部12的形状为倒置的圆台,所述倒锥部12末端的直径大于与所述筒夹主体11相连处的直径;所述倒锥部12设有若干个线割槽121;所述下模2顶部设有倒角21,所述倒角21与所述倒锥部12的斜面贴合。
24.进一步地,所述筒夹1的材料具有弹性。所述筒夹1具有弹性可延长其使用寿命。
25.进一步地,所述筒夹1的材料为65mn弹簧钢。65mn弹簧钢强度较高,且具有一定的韧性和塑性,可提高所述筒夹1的使用寿命。
26.进一步地,所述线割槽121为四个,且均匀分布。所述线割槽121预留了空间,提高所述倒锥部12的变形能力。
27.进一步地,所述拉杆3包括拉杆主体31和连接杆32,所述连接杆32设于所述拉杆主
体31底部,所述拉杆主体31设有内螺纹,所述筒夹主体11的下端部分设有外螺纹,所述拉杆主体31的内螺纹与所述筒夹主体11的下端部分的外螺纹相连接。使用螺纹连接,拆装方便。
28.进一步地,所述连接杆32设有外螺纹,所述连接座4两端设有螺纹孔;所述连接杆32上的外螺纹与所述连接座4一端的内螺纹相连;所述连接座4远离所述拉杆3的另一端的螺纹孔与机台本身的螺杆相连。使用螺纹连接,拆装方便。
29.进一步地,所述底座5上有若干个沉头螺纹孔51,使用沉头螺丝穿过所述沉头螺纹孔51,将所述底座5固定在插齿设备的工作台上。使用沉头螺丝进行固定,安装方便,且沉头螺丝头部不露出所述底座5,避免干涉其它零件。
30.进一步地,所述下模2均匀设有若干个u型槽21,所述底座5上有若干个螺纹孔,螺丝穿过所述u型槽21旋入所述底座5上的螺纹孔,将所述下模2固定在所述底座5上。使用螺丝固定,拆装方便。
31.具体使用时步骤为:使用沉头螺丝穿过所述沉头螺纹孔51,将所述底座5固定在在插齿设备的工作台上,使用螺丝穿过所述u型槽21旋入所述底座5上的螺纹孔,将所述下模2固定在所述底座5上,将所述连接座4旋紧于插齿设备的螺杆上,将所述拉杆3的所述连接杆32旋入所述连接座4上的螺纹孔,将所述拉杆主体31由底端插入所述下模2的通孔,将所述筒夹1由顶端插入所述下模2的通孔,并旋紧于所述拉杆主体31的内螺纹处;
32.产品的夹紧动作是通过插齿设备的螺杆下拉带动所述连接座4下拉,所述连接座4带动所述拉杆3下拉从而带动所述筒夹1下拉,所述筒夹1的所述倒锥部12被所述下模2的所述倒角21挡住,所述倒锥部12被夹紧,所述线割槽121被压缩,所述筒夹1将产品夹紧。
33.本实用新型的一种筒夹式插齿加工治具的有益效果如下:该插齿加工治具拆卸安装方便,定位精度高,可大大提高生产效率和降低生产成本;同时治具加工过程简单、方便,可实现快速批量生产。
34.以上对本实用新型及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此,总而言之如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1