一种用于变速器前壳体压装的压头单元及多工位压机的制作方法
1.本实用新型属于机械领域,具体涉及一种用于变速器前壳体压装的压头单元及多工位压机。
背景技术:
2.在进行变速器前壳体压装工序中需要针对不同的产品压装不同的零件,产品种类多、压装零件种类多。
3.如中国专利,申请号202010351211.5,公开了《一种多功能柔性压机》,该压机包括压缸基座、支撑箱、压头主体、压缸、以及旋转调位装置,压头主体为多边形转筒套设在其顶部的轨道盘,多边形转筒的每一侧面设有竖直导轨和压头固定组件,所述压头固定组件包括滑块、滑块安装板、以及压头座,其中,所述滑块安装板的顶部设有滑轮,所述压头座用于悬垂安装选自压头库中的压头;所述轨道盘的边沿设有滑轮过槽,所述压头固定组件在压装结束时沿所述竖直滑轨由所述压缸提升至收纳位置,并且其对应的压头固定组件上的滑轮能够挂设在所述轨道盘上。
4.上述压机虽然在一定程度上解决了多种产品的压装,但是由于上述压机中的压头选择压头库中压头,这种压头在产品的某一同轴位置一次只能安装一种尺寸规格的轴承,当某一同轴位置需要安装两种不同尺寸规格的轴承时,则考虑更换压头或者切换至多边形转筒的另一工位来进行压装工作,这样一来无论是更换压头或是切换工位,均会使生产的效率降低。
技术实现要素:
5.为了解决现有压机在压装产品时,在产品的某一同轴位置需要安装两种不同尺寸规格的轴承时,依然需要更换压头或者切换工位,导致生产效率降低的问题,本实用新型提供了一种用于变速器前壳体压装的压头单元。
6.同时还提供了一种使用该压头单元的多工位压机。
7.本实用新型的具体技术方案是:
8.提供了一种用于变速器前壳体压装的压头单元,包括位于压盖上方的上压头组件以及位于压盖下方的下压头组件;
9.上压头组件包括外套筒、内连接柱以及驱动外套筒张开或闭合的驱动元件;
10.内连接柱同轴设于外套筒内;
11.下压头组件包括下部外定位套、下部外压筒、下部内压轴、下部内定位套、第一弹簧、第二弹簧、内夹头以及外夹头;
12.下部外定位套内同轴设置下部外压筒,第一弹簧同轴套设于下部外压筒外部,且一端与压盖连接,另一端与下部外定位套上端连接,外部定位套的下端安装用于夹持大尺寸规格轴承的外夹头;
13.下部外压筒内同轴设置下部内压轴;
14.下部内压轴包括自上而下依次的连接段、过渡段、配合段以及压装段;
15.内连接柱的下端穿过所述压盖与连接段连接;
16.过渡段与所述下部外压筒之间设置第二弹簧,第二弹簧一端与内连接柱下端连接,另一端与所述配合段的上端连接;
17.配合段与所述下部外压筒之间设置下部内定位套;
18.下部内定位套的下部设置用于夹持小尺寸规格轴承的内夹头。
19.该压头单元安装两种规格产品时的工作原理是:
20.1、当安装大尺寸规格轴承时,利用外夹头先夹持住轴承,然后,将外套筒闭合,外部给压头单元提供下压力,外套筒受到下压力时带动下部外压筒在外定位套内向下滑动,从而将夹持在外夹头内的轴承压装到位。
21.2、当安装小尺寸规格轴承时,利用内夹头先夹持住轴承,然后,将外套筒打开,外部给压头单元提供下压力,内连接柱受到下压力时带动下部内压轴在内定位套内向下滑动,从而将夹持在内夹头内的轴承压装到位。
22.进一步地,上述外套筒为两个半圆筒组成;驱动元件包括固定连接板以及手指气缸;固定连接板的一端与所述内连接柱上端固定连接,另一端安装手指气缸,手指气缸的两个输出端分别与所述两个半圆筒连接。手指气缸输出端驱动两个半圆筒张开和闭合。
23.进一步地,上述外夹头包括第一筒体以及第一球头柱塞;第一筒体同轴连接于下部外定位套的下端;第一筒体的侧壁上沿着径向方向设置至少两个第一球头柱塞,两个第一球头柱塞对称设置,用于夹持住大尺寸规格轴承。
24.进一步地,上述内夹头包括第二筒体以及第二球头柱塞;第二筒体同轴连接于下部内定位套的下端;第二筒体的侧壁上沿着径向方向设置至少二个第二球头柱塞,两个第二球头柱塞对称设置,用于夹持住小尺寸规格轴承。
25.同时,本实用新型还提供了一种多工位压机,该压机包括旋转驱动机构,压头驱动结构,多边形转筒以及上述压头单元;多边形转筒的每一个侧面均滑动安装有一个上述压头单元。
26.进一步地,上述多工位压机中压头驱动机构为气压缸或液压缸。
27.进一步地,上述多工位压机中旋转驱动机构为电机直接驱动多边形转筒,或者电机通过皮带传动驱动多边形转筒。
28.进一步地,上述多工位压机中多边形转筒的侧面为4或6或8个,则压头单元也为4或6或8个,即该压机最多可满足16种尺寸规格轴承的压装。
29.本实用新型的有益效果在于:
30.1、本实用新型采用外套筒、驱动元件、下部外压筒,第一弹簧、下部外定位套以及外夹头组成了满足大尺寸规格轴承的压装要求,采用内连接柱、下部内压轴、下部内定位套、以及内夹头组成了满足小尺寸规格轴承的压装要求,利用驱动元件驱动外套筒张开或闭合,实现了安装大、小尺寸规格轴承时的自动切换,确保了两种轴承的压装工作互不干扰,并且满足了在某一同轴位置压装两种尺寸规格轴承时,无需进行压头的更换,提高了工作效率。
31.2、本实用新型采用的内夹头、外夹头均采用筒体和球头柱塞构成,方便轴承的装夹,同时也利于压装时轴承,轴承可顺畅的脱离筒体,并且由于球头接触轴承外表面也不会
对轴承外表面造成损伤。
32.3、本实用新型采用固定连接板与手指气缸组成的驱动元件,实现了外套筒的开闭,该结构简单、实用,且制造成本低。
33.4、本实用新型的多工位压机相比现有压机,在多边形转筒的边数相同时,可满足更多尺寸、规格轴承的压装工作,实用性更强。
附图说明
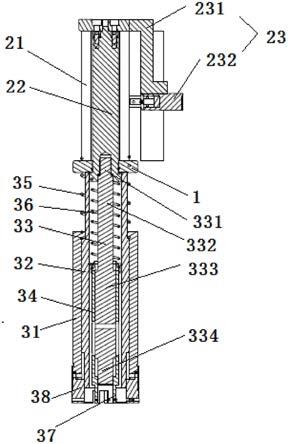
34.图1为压头单元中外套筒张开时的外形图。
35.图2为图1的c向剖视图。
36.图3为图2的局部放大图。
37.图4为本实用新型多工位压机的结构图。
38.附图标记如下:
39.1-压盖、2-上压头组件、21-外套筒、22-内连接柱、23-驱动元件、231固定连接板、232-手指气缸、3-下压头组件、31-下部外定位套、32-下部外压筒、33-下部内压轴、331-连接段、332-过渡段、333-配合段、334-压装段、34-下部内定位套、35-第一弹簧、36-第二弹簧、37-内夹头、371第二筒体、372-第二球头柱塞、38-外夹头、381-第一筒体、382-第一球头柱塞。
具体实施方式
40.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
41.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
42.实施例
43.本实施例提供了一种用于变速器前壳体压装的压头单元的具体结构,如图1和图2所示,该压头单元包括位于压盖1上方的上压头组件2以及位于压盖下方的下压头组件3;上压头组件2包括外套筒21、内连接柱22以及驱动外套筒张开或闭合的驱动元件23;具体来说,本实施例中外套筒21为两个半圆筒组成;驱动元件23包括固定连接板231以及手指气缸232;固定连接板231的一端与所述内连接柱22上端固定连接,另一端安装手指气缸232,手指气缸232的两个输出端分别与所述两个半圆筒连接。手指气缸232输出端驱动两个半圆筒张开和闭合。
44.内连接柱22同轴设于外套筒21内;
45.下压头组件3包括下部外定位套31、下部外压筒32、下部内压轴33、下部内定位套34、第一弹簧35、第二弹簧36、内夹头37以及外夹头38;
46.下部外定位套31内同轴设置下部外压筒32(下部外压筒可在下部外定位套内上下滑动),第一弹簧35同轴套设于下部外压筒32外部,且一端与压盖1连接,另一端与下部外定位套34上端连接,外部定位套34的下端安装用于夹持大尺寸规格轴承的外夹头38;如图3所示,本实施例的外夹头38包括第一筒体381以及第一球头柱塞382;第一筒体381同轴连接于下部外定位套31的下端;第一筒体381的侧壁上沿着径向方向设置至少两个第一球头柱塞382,两个第一球头柱塞382对称设置,用于夹持住大尺寸规则的轴承。大规格尺寸轴承的外圆表面与第一球头柱塞382的球头属于点接触,在夹持过程和轴承滑动压装过程几乎不会对轴承外圆表面造成任何损伤。
47.下部外压筒32内同轴设置下部内压轴33(下部内压轴和在下部外压筒内上下滑动);
48.下部内压轴33包括自上而下依次的连接段331、过渡段332、配合段333以及压装段334;
49.内连接柱22的下端穿过所述压盖1与连接段331连接;
50.过渡段332与所述下部外压筒32之间设置第二弹簧36,第二弹簧36一端与内连接柱22下端连接,另一端与所述配合段333的上端连接;
51.配合段333与所述下部外压筒32之间设置下部内定位套34;
52.下部内定位套34的下部设置用于夹持小尺寸规格轴承的内夹头37。如图3所示,本实施例的内夹头37结构与外夹头38结构类似,包括第二筒体371以及第二球头柱塞372;第二筒体371同轴连接于下部内定位套34的下端;第二筒体371的侧壁上沿着径向方向设置至少二个第二球头柱塞372,两个第二球头柱塞372对称设置,用于夹持住小尺寸规则轴承。小尺寸规格轴承的外圆表面与第二球头柱塞的球头属于点接触,在夹持过程和轴承滑动压装过程几乎不会对轴承外圆表面造成任何损伤。
53.该压头单元安装两种规格轴承时的工作原理是:
54.1、当需要安装大尺寸规格轴承时,利用外夹头的第一球头柱塞先夹持住轴承,然后,将外套筒闭合,外套筒受到下压力时带动下部外压筒在外定位套内向下滑动,从而将夹持在外夹头内的轴承压装到位。
55.2、当需要安装小尺寸规格轴承时,利用内夹头的第二球头柱塞先夹持住轴承,然后,将外套筒打开,内连接柱受到下压力时带动下部内压轴在内定位套内向下滑动,从而将夹持在内夹头内的轴承压装到位。
56.将本实施例的压头单元安装在一台多工位压机上,如图3所示,该压机包括旋转驱动机构01,压头驱动结构02,8边形转筒03以及压头单元04;8边形转筒03的每一个侧面均滑动安装有上述压头单元04;其中,压头驱动机构02为液压缸,旋转驱动机构01为电机通过皮带传动驱动多边形转筒。
57.使用时,旋转8边形转筒,将安装有带压装轴承的压头单元旋转到液压缸下方,根据所需安装的轴承尺寸规格,张开或闭合外套筒,液压缸向压头单元的外套筒或者内连接柱施压,从而将待安装的轴承压装到位。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1