一种叠瓦焊接多温区加热装置的制作方法
1.本实用新型属于叠瓦焊接多温区加热技术领域,具体涉及一种叠瓦焊接多温区加热装置。
背景技术:
2.随着全球技术和经济的迅猛发展,日益需要更多更清洁的能源来满足需求,太阳能资源在发电时没有二氧化碳排出并且环境负担小,因此许多国家和地区都在大力发展太阳能电池作为能源,在太阳能电池的生产过程中,太阳能电池片完成串焊后需要用汇流条将多个叠瓦片连接成叠瓦板,电流通过汇流条流经后面的接线盒,再分正负极引出线,最终形成更高功率的太阳能电池组件,在叠瓦焊接的过程中需要对其进行加热处理,然而现有的大多数叠瓦焊接多温区加热装置在使用过程中,可能因同一加热工位温度差异较大而导致产品损坏的问题,且加热装置难以满足不同生产工艺的需求,为此我们提出一种叠瓦焊接多温区加热装置。
技术实现要素:
3.本实用新型的目的在于提供一种叠瓦焊接多温区加热装置,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种叠瓦焊接多温区加热装置,包括加热流水线运动模组、加热流水线机架和加热模块,所述加热流水线机架的内部固定安装有加热模块,所述加热模块的一侧固定安装有分区温度监视感应器,所述加热模块的一侧固定安装有分区温度加热头。
5.作为一种优选的实施方式,所述加热流水线运动模组包括电机、旋转轴、传送带和滚筒,所述电机的输出轴上固定套接有旋转轴,所述旋转轴的外部固定套接有滚筒,所述滚筒的外部活动套接有传送带。
6.作为一种优选的实施方式,所述旋转轴和滚筒的数量均为两个,两个所述滚筒通过传送带传动连接,所述传送带的外部开设有若干个针孔。
7.作为一种优选的实施方式,两根所述旋转轴的外部均活动套接有两个安装板,所述加热流水线运动模组通过四个安装板固定安装在加热模块上,所述加热模块位于传送带的内部。
8.作为一种优选的实施方式,所述加热模块包括十二个温度区间,十二个所述温度区间两两相隔分布在加热模块上。
9.作为一种优选的实施方式,所述加热流水线机架的底部固定焊接有安装腿,所述安装腿的数量为四根。
10.作为一种优选的实施方式,所述分区温度监视感应器的数量为十二个,十二个所述分区温度监视感应器分别与十二个温度区间相对应。
11.作为一种优选的实施方式,所述分区温度加热头的数量为十二个,十二个所述分
区温度加热头分别与十二个温度区间相对应。
12.与现有技术相比,本实用新型的有益效果是:
13.该叠瓦焊接多温区加热装置,通过设置加热模块,可将加热模块分为十二温度区间,减少因单个温区,或温区划分过少导致的加热不均匀,避免了因同一加热工位温度差异较大而导致产品损坏的问题,从而提高了生产产品的质量;
14.该叠瓦焊接多温区加热装置,通过设置分区温度监视感应器和分区温度加热头,可以根据需要将十二温度区间的温度调节至制作工艺需要的温度,从而可以满足不同的生产工艺需求;
15.该叠瓦焊接多温区加热装置,通过设置传送带,可以在工件的传输过程中,对工件进行多孔位吸附,减少了在工件传输过程中工件发生移动的问题,从而便于对工件进行更好的加热;
16.该叠瓦焊接多温区加热装置,加热模块多温区相互可独立设定,便于后续保养维护。
附图说明
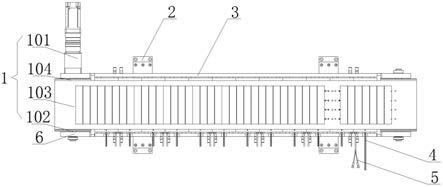
17.图1为本实用新型结构的正面示意图;
18.图2为本实用新型结构的俯视图;
19.图3为本实用新型结构的侧视图。
20.图中:1、加热流水线运动模组;101、电机;102、旋转轴;103、传送带;104、滚筒;2、加热流水线机架;3、加热模块;4、分区温度监视感应器;5、分区温度加热头;6、安装板。
具体实施方式
21.下面结合实施例对本实用新型做进一步的描述。
22.以下实施例用于说明本实用新型,但不能用来限制本实用新型的保护范围。实施例中的条件可以根据具体条件做进一步的调整,在本实用新型的构思前提下对本实用新型的方法简单改进都属于本实用新型要求保护的范围。
23.请参阅图1、图2和图3,本实用新型提供一种叠瓦焊接多温区加热装置,包括加热流水线运动模组1、加热流水线机架2和加热模块3,为了对叠瓦焊接多温区加热装置进行安装,可在加热流水线机架2的底部固定焊接安装腿,且安装腿的数量为四根,将叠瓦焊接多温区加热装置通过四根安装腿、螺母和螺钉固定安装在空间足够的自动叠瓦、串焊设备上。
24.请参阅图1、图2和图3,加热流水线运动模组1包括电机101、旋转轴102、传送带103和滚筒104,为了对进行进行传输,可在电机101的输出轴上固定套接旋转轴102,在旋转轴102的外部固定套接滚筒104,在滚筒104的外部活动套接传送带103,旋转轴102和滚筒104的数量均为两个,两个滚筒104通过传送带103传动连接,传送带103的外部开设若干个针孔,通过操作人员或自动送料装置放入叠串产品,启动电机101,电机101带动旋转轴102进行转动,使得旋转轴102带动滚筒104进行转动,滚筒104带动传送带103和传送带103顶部的叠串产品进行移动,对工件进行多孔位吸附,减少了在工件传输过程中工件发生移动的问题,从而便于对工件进行更好的加热。
25.请参阅图1、图2和图3,为了提高生产产品的质量,可在两根旋转轴102的外部均活
动套接两个安装板6,加热流水线运动模组1通过四个安装板6固定安装在加热模块3上,加热模块3位于传送带103的内部,加热模块3包括十二个温度区间,十二个温度区间两两相隔分布在加热模块3上,可以根据生产需要将十二个温度区间设定成阶梯温度,可将加热模块3分为十二温度区间,减少因单个温区,或温区划分过少导致的加热不均匀,避免了因同一加热工位温度差异较大而导致产品损坏的问题,从而提高了生产产品的质量。
26.请参阅图1、图2和图3,为了满足不同的生产工艺需求,可在加热流水线机架2的内部固定安装加热模块3,在加热模块3的一侧固定安装分区温度监视感应器4,在加热模块3的一侧固定安装分区温度加热头5,分区温度监视感应器4的数量为十二个,十二个分区温度监视感应器4分别与十二个温度区间相对应,分区温度加热头5的数量为十二个,十二个分区温度加热头5分别与十二个温度区间相对应,需切换到手动模式,根据实际工艺要求:将对应加热温区工艺参数,移动速度设定好,即可完成设定,设定完成后即可在生产时直接切换atuo/自动模式进行自动化运转,以上速度,12区间温度均可根据实际生产工艺要求自定义。
27.本实用新型的工作原理及使用流程:首先将叠瓦焊接多温区加热装置通过四根安装腿、螺母和螺钉固定安装在空间足够的自动叠瓦、串焊设备上,通过操作人员或自动送料装置放入叠串产品,启动电机101,电机101带动旋转轴102进行转动,使得旋转轴102带动滚筒104进行转动,滚筒104带动传送带103和传送带103顶部的叠串产品进行移动,对工件进行多孔位吸附,减少了在工件传输过程中工件发生移动的问题,从而便于对工件进行更好的加热,接着可将加热模块3分为十二温度区间,减少因单个温区,或温区划分过少导致的加热不均匀,避免了因同一加热工位温度差异较大而导致产品损坏的问题,从而提高了生产产品的质量,最后需切换到手动模式,根据实际工艺要求,将对应加热温区工艺参数,移动速度设定好,即可完成设定,设定完成后即可在生产时直接切换atuo/自动模式进行自动化运转,以上速度,12区间温度均可根据实际生产工艺要求自定义。
28.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1