水嘴压装工装的制作方法
1.本实用新型涉及汽车零部件生产技术领域,具体为水嘴压装工装。
背景技术:
2.在汽车零部件生产过程中,需要在产品上压装水嘴,在压装前需要检测零件内孔是否符合压装要求,现有的检测过程是采用人工进行检测,然后将产品送入压装工序,且原有的压装设备也较为复杂,同时在对零件进行定位的过程中会对产品造成损伤,而且人为的因素会对检测精度产生影响从而造成产品不合格。
技术实现要素:
3.为解决现有技术的不足,本技术提供了水嘴压装工装,具体方案如下:水嘴压装工装,包括工作台,所述工作台上设置孔径检测机构、水嘴涂胶机构和水嘴压装机构,所述孔径检测机构包括内径检测组件和外径检测组件,所述水嘴涂胶机构用于在压装前对水嘴进行涂胶,所述水嘴压装机构包括用于固定产品的定位组件和用于压装水嘴的压装组件,所述压装组件设置在所述定位组件上方,所述水嘴涂胶机构设置在所述压装组件一侧。
4.进一步的,所述孔径检测机构还包括安装板,所述安装板上设置导轨,所述导轨上可移动的设置零件固定板,所述零件固定板的一端设置推动气缸,所述内径检测组件设置在所述零件固定板的另一端,所述外径检测组件设置在所述内径检测组件的另一端。
5.进一步的,所述内径检测组件包括第一立板,所述第一立板上设置内径测头;所述外径检测组件包括第二立板,所述第二立板上设置外径测头。
6.进一步的,所述水嘴涂胶机构包括通过多根支撑柱设置在所述工作台上的涂胶气缸,所述涂胶气缸的输出端可转动的设置点胶阀。
7.进一步的,所述水嘴压装机构还包括多根设置在所述工作台上的导柱,所述压装组件可移动的设置在所述导柱上。
8.进一步的,所述定位组件包括定位立板,所述定位立板上开设定位孔,所述定位孔的一侧设置定位气缸,所述定位气缸的输出端设置穿过所述定位孔的调节块,所述调节块上竖直设置定位销,所述定位销和所述调节块外罩设定位盘,定位销和调节块均可穿出所述定位盘,调节块水平移动时带动定位销上下移动。
9.进一步的,所述定位立板上还设置压紧组件,所述压紧组件包括设置在所述定位盘侧边的压紧气缸,所述压紧气缸的输出端设置压板用于压紧产品。
10.进一步的,所述定位立板上还设置用于检测产品是否定位到位的第一检测装置。进一步的,所述压装组件包括固定设置在所述导柱顶端的气缸安装板,所述气缸安装板上设置压装气缸,所述压装气缸的输出端设置活动连接至所述导柱的升降板,所述升降板上设置调速电机,所述调速电机的输出端设置用于压装水嘴的压头,所述升降板上还设置用于检测所述压头转动圈数的第二检测装置。
11.本技术的有益之处在于:提供的水嘴压装工装可同时实现对零件内孔径和外径的
测量以及对水嘴进行压装,精度较高,提高生产效率。
附图说明
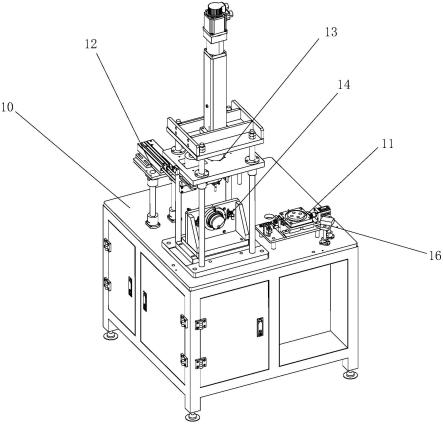
12.图1为本技术水嘴压装工装一种实施例结构示意图;
13.图2为图1中孔径检测机构结构示意图;
14.图3为图1中水嘴涂胶机构结构示意图;
15.图4为图1中定位组件结构示意图;
16.图5为图4另一视角结构示意图;
17.图6为图4中调节块和定位销结构示意图;
18.图7为图1中压装组件结构示意图。
19.图中标记为:10、工作台,11、孔径检测机构,111、安装板,112、导轨,113、零件固定板,114、推动气缸,115、第一立板,116、内径测头,117、第二立板,118、外径测头,119、缓冲弹簧,12、水嘴涂胶机构,121、支撑柱,122、涂胶气缸,123、调节杆,124、点胶阀,13、压装组件,131、导柱,132、气缸安装板,133、压装气缸,134、升降板,135、调速电机,136、同步带,137、压头,138、第二检测装置,14、定位组件,141、定位立板,142、定位孔,143、定位气缸,144、调节块,145、调节斜面,146、浮动块,147、定位销,148、定位盘,149、第一检测装置,16、扫码器,17、压紧气缸,171、压板。
具体实施方式
20.下面将结合附图和具体实施例对本实用新型进一步详细说明。
21.参见图1-7,本实施例提供了水嘴压装工装,包括工作台10,所述工作台10上设置孔径检测机构11、水嘴涂胶机构12和水嘴压装机构,所述孔径检测机构11包括内径检测组件和外径检测组件,所述水嘴涂胶机构12用于在压装前对水嘴进行涂胶,所述水嘴压装机构包括用于固定产品的定位组件14和用于压装水嘴的压装组件13,所述压装组件13设置在所述定位组件14上方,所述水嘴涂胶机构12设置在所述压装组件一侧。
22.具体而言,孔径检测机构11还包括安装板111,所述安装板上设置导轨112,所述导轨112上可移动的设置零件固定板113,所述零件固定板113的一端设置推动气缸114,所述内径检测组件设置在所述零件固定板的另一端,所述外径检测组件设置在所述内径检测组件的另一端,内径检测组件包括第一立板115,所述第一立板115上设置内径测头116;所述外径检测组件包括第二立板117,所述第二立板上设置外径测头118。
23.优选的,第一立板115与零件固定板113之间设置缓冲弹簧,用于对推动气缸114在推动零件移动过程的缓冲,此外,零件固定板上靠近第一立板115的一端还设置限位杆;定位盘一侧的工作台上还设置扫码器16。
24.具体而言,水嘴涂胶机构12包括通过四根支撑柱121设置在所述工作台10上的涂胶气缸122,所述涂胶气缸的输出端设置调节杆123,调节杆123上可转动的设置点胶阀124,点胶阀124采用隔膜式点胶阀。
25.具体而言,水嘴压装机构还包括四根设置在所述工作台上的导柱131,所述压装组件13可移动的设置在所述导柱上,压装组件13包括固定设置在所述导柱顶端的气缸安装板132,所述气缸安装板132上设置压装气缸133,所述压装气缸133的输出端设置活动连接至
所述导柱的升降板134,所述升降板134上设置调速电机135,所述调速电机的输出端设置用于压装水嘴的压头137,所述升降板134上还设置用于检测所述压头转动圈数的第二检测装置138。
26.优选的,调速电机135的输出端通过同步带136连接至同步轮,压头137连接至该同步轮,第二检测装置为金属感应器。
27.具体而言,定位组件14包括定位立板141,所述定位立板141上开设定位孔142,所述定位孔142的一侧设置定位气缸143,所述定位气缸143的输出端设置穿过所述定位孔的调节块144,所述调节块上竖直设置定位销147,所述定位销147和所述调节块144外罩设定位盘148,定位销和调节块均可穿出所述定位盘,调节块水平移动时带动定位销上下移动。
28.优选的,调节块144为矩形块,调节块的前端形成有调节斜面145,保证调节块在水平移动过程中带动定位销上下移动,而且调节块144与定位销147之间还设置有浮动块146。
29.优选的,定位立板141上还设置压紧组件,所述压紧组件包括设置在所述定位盘侧边的压紧气缸17,所述压紧气缸17的输出端设置压板171用于压紧产品,定位立板上还设置用于检测产品是否定位到位的第一检测装置149,第一检测装置也采用金属感应器。工作原理:将零件放入零件固定板113上,推动气缸114将零件想内径测头方向推入,内径测头116伸入零件内孔,完成内径的测量,同时外径测头118完成外径测量,然后扫码器16对零件进行扫码,记录数据;在将检测完成的零件放入到定位组件14上,压紧组件将其压紧,定位销147伸出压水嘴的孔,在通过定位气缸143的带动对零件进行精定位,同时将待压装的水嘴装到压装组件13上的压头137上,调速电机135通过同步带136传动,带动水嘴做旋转运动,金属感应器检测水嘴旋转圈数,水嘴旋转时,涂胶气缸122伸出,隔膜式点胶阀进行涂胶动作,涂胶完成后压装气缸133最后完成压装工作。
30.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1