一种板式家具自动钻孔用定位装置的制作方法
1.本实用新型涉及板式家具加工技术领域,具体涉及一种板式家具自动钻孔用定位装置。
背景技术:
2.在现有的板式家具加工坊内,对板材的加工多采用手工划线打孔,手工划线打孔的位置往往不一致,且公差较大,使得板材钻孔的一致性较差,同时手持电钻打孔,降低了打孔效率。
技术实现要素:
3.为克服现有技术所存在的缺陷,现提供一种板式家具自动钻孔用定位装置,以解决在现有的板式家具加工坊内,对板材的加工多采用手工划线打孔,手工划线打孔的位置往往不一致,且公差较大,使得板材钻孔的一致性较差,同时手持电钻打孔,降低了打孔效率的问题。
4.为实现上述目的,提供一种板式家具自动钻孔用定位装置,包括:
5.一级驱动机构,设置在二级驱动机构顶部,一级驱动机构包括一级驱动电机、限位块、丝杆、移动块和导向杆;
6.二级驱动机构,设置在底座顶部,二级驱动机构包括支柱、二级驱动电机、齿轮和齿条;
7.固定机构,设置在接料槽左右两侧,固定机构包括紧固螺栓、压板和支架;
8.横向定位机构,设置在板材前侧,横向定位机构包括一级摇柄、一级支撑块、一级激光发射器、横向滑板和一级螺纹杆;
9.纵向定位机构,设置在板材右侧,纵向定位机构包括二级摇柄、二级支撑块、二级螺纹杆、纵向滑板和二级激光发射器。
10.进一步的,所述二级驱动机构的支柱呈l形结构,支柱底面内侧设置有t形滑块,t形滑块置于底座顶面内侧的滑槽内,二级驱动电机安装在支柱底板顶面,二级驱动电机输出轴前端齿轮与底座外侧的齿条上的齿块啮合。
11.进一步的,所述一级驱动机构的限位块分别固定连接在支柱的顶端,丝杆头部穿过移动块右侧面中央位置的螺孔以及左侧限位块右侧面中央位置的螺孔通过联轴器与一级驱动电机的输出轴固定连接,丝杆尾端与右侧限位块左侧面中央位置的轴承活动连接,导向杆分别设置在丝杆的前后两侧,移动块前后两侧套设在导向杆,移动块底部固定安装有钻机。
12.进一步的,所述固定机构的支架设置在接料槽左右两侧的支腿顶部,支架呈l形结构,板材架设在支架底板顶面,压板位于板材的左右两侧,紧固螺栓穿过支架侧面的螺孔与压板外侧的轴承活动连接,支架的前侧和右侧设置有刻度尺。
13.进一步的,所述横向定位机构的一级支撑块设置在板材前侧的左侧,一级螺纹杆
左端穿过横向滑板右侧的螺孔以及一级支撑块右侧的螺孔与一级摇柄固定连接,一级螺纹杆右端与板材前侧右侧的三级支撑块左侧面的轴承活动连接,一级激光发射器安装在横向滑板顶面。
14.进一步的,所述纵向定位机构的二级螺纹杆前端穿过纵向滑板后侧的螺孔与三级支撑块的后侧面的轴承活动连接,二级螺纹杆尾端穿过板材右侧后侧的二级支撑块前侧的螺孔与二级摇柄固定连接,二级激光发射器安装在纵向滑板顶面。
15.本实用新型的有益效果在于,本实用新型的板式家具自动钻孔用定位装置利用横向定位机构的一级激光发射器和纵向定位机构的二级激光发射器形成的激光交点进行定位,定位准确,降低公差,通过一级驱动机构和二级驱动机构的配合将钻机移动至板材的定位点位置进行自动打孔,提高打孔效率,解决了在现有的板式家具加工坊内,对板材的加工多采用手工划线打孔,手工划线打孔的位置往往不一致,且公差较大,使得板材钻孔的一致性较差,同时手持电钻打孔,降低了打孔效率的问题。
附图说明
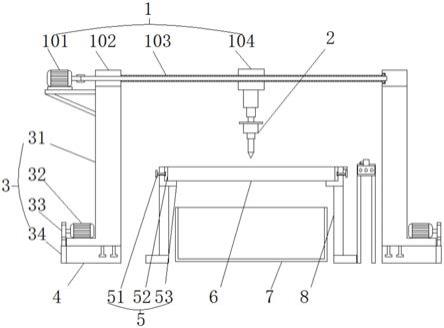
16.图1为本实用新型实施例的正视剖视结构示意图;
17.图2为本实用新型实施例的正视结构示意图;
18.图3为本实用新型实施例的板材俯视结构示意图。
19.1、一级驱动机构;101、一级驱动电机;102、限位块;103、丝杆;104、移动块;105、导向杆;2、钻机;3、二级驱动机构;31、支柱;32、二级驱动电机;33、齿轮;34、齿条;4、底座;5、固定机构;51、紧固螺栓;52、压板;53、支架;6、板材;7、接料槽;8、支腿;9、横向定位机构;91、一级摇柄;92、一级支撑块;93、一级激光发射器;94、横向滑板;95、一级螺纹杆;10、刻度尺;11、纵向定位机构;111、二级摇柄;112、二级支撑块;113、二级螺纹杆;114、纵向滑板;115、二级激光发射器;12、三级支撑块。
具体实施方式
20.以下通过特定的具体实例说明本实用新型的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本实用新型的其他优点与功效。本实用新型还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本实用新型的精神下进行各种修饰或改变。
21.参照图1至图3所示,本实用新型提供了一种板式家具自动钻孔用定位装置,包括:一级驱动机构1、二级驱动机构3、固定机构5、横向定位机构9和纵向定位机构11。
22.具体的,一级驱动机构1设置在二级驱动机构3顶部,一级驱动机构1包括一级驱动电机101、限位块102、丝杆103、移动块104和导向杆105。
23.二级驱动机构3设置在底座4顶部,二级驱动机构3包括支柱31、二级驱动电机32、齿轮33和齿条34。
24.固定机构5设置在接料槽7左右两侧,固定机构5包括紧固螺栓51、压板52和支架53。
25.横向定位机构9设置在板材6前侧,横向定位机构9包括一级摇柄91、一级支撑块92、一级激光发射器93、横向滑板94和一级螺纹杆95。
26.纵向定位机构11,设置在板材6右侧,纵向定位机构11包括二级摇柄111、二级支撑块112、二级螺纹杆113、纵向滑板114和二级激光发射器115。
27.在现有的板式家具加工坊内,对板材6的加工多采用手工划线打孔,手工划线打孔的位置往往不一致,且公差较大,使得板材6钻孔的一致性较差,同时手持电钻打孔,降低了打孔效率。因此,本实用新型的板式家具自动钻孔用定位装置利用横向定位机构9的一级激光发射器93和纵向定位机构11的二级激光发射器115形成的激光交点进行定位,定位准确,降低公差,通过一级驱动机构1和二级驱动机构3的配合将钻机2移动至板材6的定位点位置进行自动打孔,提高打孔效率,解决了在现有的板式家具加工坊内,对板材6的加工多采用手工划线打孔,手工划线打孔的位置往往不一致,且公差较大,使得板材6钻孔的一致性较差,同时手持电钻打孔,降低了打孔效率的问题。
28.在本实施例中,一级驱动机构1设置在二级驱动机构3顶部,一级驱动机构1包括一级驱动电机101、限位块102、丝杆103、移动块104和导向杆105,二级驱动机构3设置在底座4顶部,二级驱动机构3包括支柱31、二级驱动电机32、齿轮33和齿条34。
29.作为一种较佳的实施方式,二级驱动机构3的支柱31呈l形结构,支柱31底面内侧设置有t形滑块,t形滑块置于底座4顶面内侧的滑槽内,二级驱动电机32安装在支柱31底板顶面,二级驱动电机32输出轴前端齿轮33与底座4外侧的齿条34上的齿块啮合,一级驱动机构1的限位块102分别固定连接在支柱31的顶端,丝杆103头部穿过移动块104右侧面中央位置的螺孔以及左侧限位块102右侧面中央位置的螺孔通过联轴器与一级驱动电机101的输出轴固定连接,丝杆尾端103与右侧限位块102左侧面中央位置的轴承活动连接,导向杆105分别设置在丝杆103的前后两侧,移动块104前后两侧套设在导向杆105上,移动块104底部固定安装有钻机2,通过一级驱动电机101带动丝杆103转动从而带动钻机2横向移动,通过二级驱动电机32带动支柱31移动从而带动钻机2纵向移动,提高加工效率。
30.在本实施例中,固定机构5,设置在接料槽7左右两侧,固定机构5包括紧固螺栓51、压板52和支架53。
31.作为一种较佳的实施方式,固定机构5的支架53设置在接料槽7左右两侧的支腿8顶部,支架53呈l形结构,板材6架设在支架53底板顶面,压板52位于板材6的左右两侧,紧固螺栓51穿过支架53侧面的螺孔与压板52外侧的轴承活动连接,支架53的前侧和右侧设置有刻度尺10,通过紧固螺栓51带动板材6左右两侧的压板52向内挤压从而将板材6固定住,防止板材6发生偏移。
32.在本实施例中,横向定位机构9,设置在板材6前侧,横向定位机构9包括一级摇柄91、一级支撑块92、一级激光发射器93、横向滑板94和一级螺纹杆95,纵向定位机构11,设置在板材6右侧,纵向定位机构11包括二级摇柄111、二级支撑块112、二级螺纹杆113、纵向滑板114和二级激光发射器115。
33.作为一种较佳的实施方式,横向定位机构9的一级支撑块92设置在板材6前侧的左侧,一级螺纹杆95左端穿过横向滑板94右侧的螺孔以及一级支撑块92右侧的螺孔与一级摇柄91固定连接,一级螺纹杆95右端与板材6前侧右侧的三级支撑块12左侧面的轴承活动连接,一级激光发射器93安装在横向滑板94顶面,纵向定位机构11的二级螺纹杆113前端穿过纵向滑板114后侧的螺孔与三级支撑块12的后侧面的轴承活动连接,二级螺纹杆113尾端穿过板材6右侧后侧的二级支撑块112前侧的螺孔与二级摇柄111固定连接,二级激光发射器
115安装在纵向滑板114顶面,通过板材6前侧和右侧的刻度尺10将一级激光发射器93和二级激光发射器115移动至需要定位位置的刻度处,通过一级激光发射器93和二级激光发射器115形成的激光交点确定定位位置,提高定位准确度,降低公差。
34.本实用新型的板式家具自动钻孔用定位装置可有效解决在现有的板式家具加工坊内,对板材的加工多采用手工划线打孔,手工划线打孔的位置往往不一致,且公差较大,使得板材钻孔的一致性较差,同时手持电钻打孔,降低了打孔效率的问题,适用于板式家具的定位打孔。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1