一种微通道换热器芯体的水室自动组装设备的制作方法
1.本实用新型涉及一种换热器芯体自动组装设备,具体为一种微通道换热器芯体的水室自动组装设备。
背景技术:
2.微通道换热器芯体一般包括扁管、翅片、主板、侧板,其通过芯体组装机组装完成,但这也仅是半成品芯体,还需要被人工从组装机工作台上取下,搬运到水室组装区,再通过人工将水室安装到半成品芯体上,至此,一个完整的微通道换热器芯体才组装完成。这样通过人工取下芯体和组装水室,操作人员的劳动强度较大,而且生产效率低,也不利于芯体生产的自动化连线。
技术实现要素:
3.本实用新型所要解决的技术问题是克服现有技术的上述缺陷而提供一种微通道换热器芯体的水室自动组装设备,其可自动完成半成品芯体输送和水室安装,有利于降低操作人员劳动强度,提高芯体生产效率。
4.本实用新型解决上述技术问题所采用的技术方案为:
5.一种微通道换热器芯体的水室自动组装设备,包括放置换热器芯体的组装台、夹送机构、拍平机构和水室组装机构;所述组装台上设置芯体组装区和水室组装区,所述夹送机构设置在组装台旁,拍平机构设置在水室组装区上方,水室组装机构分别设置在水室组装区二侧;其中,所述夹送机构可夹住换热器芯体并移动至水室组装区后,拍平机构动作压住换热器芯体,二侧的水室组装机构分别将水室组装到换热器芯体上。
6.更好地,所述组装台、夹送机构、拍平机构和水室组装机构均安装在机架上。
7.更具体地,所述夹送机构包括移动机构和夹持机构,所述移动机构与夹持机构连接并移动夹持机构,夹持机构可夹持或放开换热器芯体。
8.更具体地,所述移动机构包括驱动机构、传动机构,更具体地,所述驱动机构为移动电机,传动机构包括安装横梁、丝杆、丝杆螺母、滑台,所述移动电机安装在安装横梁上,其输出轴与丝杆连接,所述丝杆两端分别通过安装横梁滚动支撑,所述丝杆螺母穿套在丝杆上,并安装在滑台上,所述夹持机构为夹爪,所述夹爪设置在滑台上。所述夹爪夹紧半成品芯体,然后通过移动电机带动丝杆转动,通过丝杆螺母带动滑台及其上的夹爪移动,使夹爪带动半成品芯体移动到水室组装区。
9.更好地,在滑台和安装横梁之间设置滑台导向机构,更具体地,所述滑台导向机构为滑块滑轨导向机构,所述滑块安装在滑台上,所述滑轨安装在安装横梁上,这样滑台沿着滑轨能平稳地移动,从而使夹爪平稳移动。
10.为了更好地夹紧换热器芯体,夹爪包括固定夹爪和移动夹爪,所述固定夹爪作为夹紧芯体的基准,所述移动夹爪与夹爪移动机构相连并在夹爪移动机构驱动下可相对固定夹爪移动,由此,通过移动机构给予移动夹爪的夹紧力来控制对换热器芯体的夹紧程度。
11.更具体地,所述固定夹爪安装在安装板上,所述安装板安装在滑台上,所述移动机构包括电缸,所述电缸安装在安装板上,所述移动夹爪安装在电缸的移动板上,移动板通过电缸活塞杆的伸缩而移动,从而改变移动夹爪与固定夹爪之间的距离而夹紧或松开芯体。还由于采用电缸控制移动夹爪来夹紧换热器芯体,因此,夹紧一致性好,芯体尺寸变化程度小,避免输送过程中对芯体的影响。
12.为了从水室组装区取下芯体或者将芯体输送到其他位置,需要夹爪移动到低于安装横梁的位置,避免发生干涉,还设置了夹爪升降机构,夹爪升降机构驱动夹爪升降。
13.更具体地,所述夹爪升降机构包括升降气缸和气缸安装板,所述升降气缸为四个,分别安装在气缸安装板的四角,所述四个气缸的活塞杆都与安装板连接,所述气缸安装板安装在滑台上,这样,夹爪升降机构通过气缸活塞杆的伸缩而带动安装板及其上的夹爪升降。
14.更好地,为了使夹爪平稳升降,还设置了夹爪导向机构,更具体地,所述夹爪导向机构包括导向杆和直线轴承,所述导向杆上端固定在安装板上,所述直线轴承穿套在导向杆外,并安装在气缸安装板上。这样,夹爪导向机构可通过直线轴承而引导导向杆平稳升降。
15.更好地,所述拍平机构包括拍平板、水平移动机构和上下移动机构;所述水平移动机构包括气缸和平移架,所述气缸安装在机架上,所述平移架与气缸的滑台连接,通过气缸的作用,使滑台带动平移架水平往复移动。
16.为了使平移架移动平稳,在平移架和机架之间设置平移架导向机构,更具体地平移架导向机构为滑块滑轨导向机构,所述滑块安装在平移架上,所述滑轨安装在机架上。
17.所述上下移动机构包括上下气缸和过渡板,所述上下气缸安装在平移架上,其活塞杆与过渡板连接,通过上下气缸活塞杆的伸缩,带动过渡板上下移动。
18.为了使过渡板上下平稳移动,还设置过渡板导向机构,所述过渡板导向机构包括导向杆和直线轴承,所述导向杆上端固定在限位板上,下端固定在过渡板上,所述直线轴承穿套在导向杆外,并安装在平移架上。
19.所述拍平板设置在过渡板上,这样通过水平机构和上下机构的作用,可以实现拍平板上下和水平移动。
20.更好地,所述拍平板活动地安装在过渡板上,所述拍平板与两个t型块连接,所述t型块插入安装块的t型槽内,所述安装块安装在过渡板上,其一端设置安装在过渡板上的限位块,另一端设置压板,所述压板的一端可旋转地连接在过渡板上,更具体为通过螺钉旋入过渡板而挂在螺钉上,所述压板的另一端与把手螺纹连接并使把手内端穿过压板而对准t型块的端面,这样,可不断旋转把手,使其端部抵住t型块一端的端面,并推动t型块移动,直到t型块的另一端的端面被限位块抵住,由此拍平板被固定。当芯体规格变化时,旋转螺纹把手使其离开t型块的端面,并旋转压块给t型块让开位置,这样就可以快速、省力地更换拍平板。
21.更具体地,所述水室组装机构包括组装电机、举升机、螺母、举升机安装座、模具安装座、水室模,所述电机安装在安装座上,其与举升机连接并驱动,所述举升机也由举升机安装座支撑,所述螺母穿套在举升机的丝杆外,并安装在模具安装座上,所述水室模具安装在模具安装座的端部,所述举升机安装座安装在机架上,所述水室安装在水室模具上。这
样,水室组装机构的电机驱动举升机,使举升机丝杆带动螺母及其连接的水室移动,将水室安装到芯体的两端。
22.为了使模具安装座移动平稳,还设置了模具安装座导向机构,具体地,所述模具安装座导向机构为滑块滑轨导向机构,滑块安装在模具安装座上,滑轨安装在机架上。
23.与现有技术相比,本实用新型的优点在于:采用夹送机构、拍平机构和水室组装机构,因此,可实现芯体自动输送和水室自动组装,从而降低了操作人员的劳动强度,还提高了生产效率。
附图说明
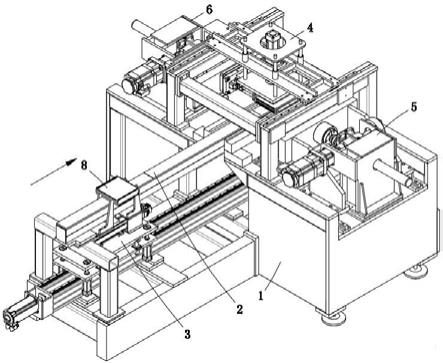
24.图1为本实用新型实施例一种微通道换热器芯体的水室自动组装设备的三维结构示意图。
25.图2为本实用新型一种微通道换热器芯体的水室自动组装设备的夹送机构三维示意图。
26.图3为图2夹送机构的侧视图。
27.图4为本实用新型实施例一种微通道换热器芯体的水室自动组装设备的拍平机构的三维示意图。
28.图5为本实用新型实施例一种微通道换热器芯体的水室自动组装设备的拍平板与过渡板连接的三维示意图。
29.图6为图5的侧视图。
30.图7为本实用新型实施例一种微通道换热器芯体的水室自动组装设备的水室组装机构的三维示意图。
具体实施方式
31.以下结合附图实施例对本实用新型作进一步详细描述。
32.如图1所示,一种微通道换热器芯体的水室自动组装设备,包括机架1、组装台2、夹送机构3、拍平机构4和水室组装机构5和6。
33.所述组装台2安装在机架1上,所述组装台上设置芯体组装区和水室组装区。
34.所述夹送机构3设置在机架1上,其设置在组装台2旁,包括电机301、安装横梁302、丝杆303、丝杆螺母、滑台304和夹爪305、305’。
35.所述电机301安装在安装横梁302上,其输出轴与丝杆303连接,所述丝杆303两端分别通过安装横梁302滚动支撑,所述丝杆螺母(图中未示出)穿套在丝杆303上,其安装在滑台304上,所述夹爪305和305’设置在滑台304上。
36.所述夹爪305和305’用来夹紧半成品芯体8,然后通过电机301带动丝杆303转动,通过丝杆螺母带动滑台304及其上的夹爪305和305’移动,使夹爪305和305’带动半成品芯体8沿着图1箭头方向移动到水室组装区。
37.为了使夹爪305和305’带动芯体8平稳移动,在滑台304和安装横梁302之间设置了滑块滑轨导向机构,所述滑块306安装在滑台304上,所述滑轨307安装在安装横梁302上,这样滑台就沿着滑轨307平稳移动。
38.为了更好地夹紧芯体8,所述夹爪305为固定的,作为夹紧芯体8的基准,所述夹爪
305’为可移动的,通过移动机构给予夹爪305’的夹紧力来控制对芯体8的夹紧程度。
39.所述夹爪305安装在安装板308上,所述移动机构包括电缸309,所述电缸309安装在安装板308上,所述夹爪305’安装在电缸309的移动板310上。通过电缸309活塞杆的伸缩,带动其移动板310移动,从而带动夹爪305’相对固定夹爪305之间的距离,从而夹紧或松开芯体,由于采用电缸309控制夹爪305’来夹紧芯体,夹紧一致性好,芯体尺寸变化程度小,避免输送过程中对芯体的影响。
40.所述安装板308可直接安装在滑台304上,但是为了从水室组装区取下芯体或者将芯体输送到其他位置,需要夹爪305和305’移动到低于安装横梁302的位置,避免发生干涉,所以还设置了夹爪升降机构。
41.所述夹爪升降机构包括气缸311和气缸安装板312,所述气缸为四个,分别安装在气缸安装板312的四角,所述四个气缸311都与安装板308连接,所述气缸安装板312安装在滑台304上。通过气缸311活塞杆的伸缩,带动安装板308及其上的夹爪305和305’升降。
42.为了使夹爪305和305’平稳升降,还设置了导向机构,所述导向机构包括导向杆313和直线轴承314,所述导向杆313上端固定在安装板308上,所述直线轴承314穿套在导向杆313外,并安装在气缸安装板312上。
43.如图4所示,所述拍平机构4设置在组装台2的水室组装区的上方,其包括拍平板401、水平移动机构和上下移动机构。
44.所述水平移动机构包括气缸402和平移架403,所述气缸402安装在机架1上,所述平移架403与气缸402的滑台4021连接,通过气缸402的作用,使滑台4021带动平移架403水平往复移动。
45.为了使平移架移动平稳,在平移架403和机架1之间设置了滑块滑轨导向机构,所述滑块404安装在平移架403上,所述滑轨405安装在机架1上。
46.所述上下移动机构包括气缸406和过渡板407,所述气缸406安装在平移架403上,其活塞杆与过渡板407连接,通过气缸活塞杆的伸缩,带动过渡板407上下移动。
47.为了使过渡板407上下平稳移动,还设置了导向机构,所述导向机构包括导向杆408和直线轴承409,所述导向杆408上端固定在限位板410上,下端固定在过渡板407上,所述直线轴承409穿套在导向杆408外,并安装在平移架403上。
48.所述拍平板401设置在过渡板407上,这样通过水平机构和上下机构的作用,可以实现拍平板401上下和水平移动。
49.所述拍平板401可以通过螺钉直接安装在过渡板407上,也可以活动地安装在过渡板407上,如图5和6所示,所述拍平板401与两个t型块411连接,所述t型块411插入安装块412的t型槽4121内,所述安装块412安装在过渡板407上,其一端设置安装在过渡板407上的限位块413,另一端设置压板414,所述压板414的一端通过螺钉415旋入过渡板407而挂在螺钉415上,另一端旋接着螺纹把手416,不断旋转螺纹把手416,使其端部抵住t型块411一端的端面,并推动t型块411移动,使t型块的另一端的端面抵住限位块413,这样拍平板401就被固定好了。当芯体规格变化时,旋转螺纹把手416使其离开t型块411的端面,并旋转压块414给t型块让开位置,这样就可以快速更换拍平板401了,省时省力。
50.如图7所示,所述水室组装机构5和水室组装机构6为相同的水室组装机构,对称设置在组装台2的水室组装区的二侧,其分别包括电机501、举升机502、螺母503、举升机安装
座504、模具安装座505、水室模具506。当芯体8运输至水室组装区时,水室模具506对准芯体8的安装端。
51.所述电机501安装在安装座504上,其与举升机502连接并由其驱动举升机502,
52.所述举升机502也由举升机安装座504支撑,所述螺母503穿套在举升机502的丝杆5021外,并安装在模具安装座505上,所述水室模具506安装在模具安装座505的端部,所述举升机安装座504安装在机架1上,所述水室安装在水室模具506上。水室组装机构5和6的电机501驱动举升机502,使其丝杆5021带动螺母503及其连接的水室移动,将水室安装到芯体8的两端。
53.为了使模具安装座505移动平稳,还设置了滑块滑轨导向机构,所述滑块507安装在模具安装座505上,所述滑轨508安装在机架1上。
54.芯体组装水室过程如下。
55.1、芯体8的主板在主板组装区组装好后,如图1所示位置,气缸311活塞杆伸出,使夹爪305和305’上升到一定位置停止,然后电缸309带动夹爪305’移动,夹紧芯体8。
56.2、电机301启动,使夹爪305和305’夹紧芯体8,沿着箭头所指方向移动,到达水室组装区。
57.3、到达水室组装区,夹爪305和305’继续保持夹紧状态,拍平机构4水平移动拍平板401到达芯体8上方,然后气缸406活塞杆伸出,使拍平板401下降,从上面压住芯体8。
58.4、两个电机501启动,使模具安装座505带动水室模具506及其上安装的水室向芯体移动,并且完成组装。
59.5、至此水室自动组装完毕,水室模具506退回,拍平板401上升并水平退回,电缸309带动夹爪305’移动,松开芯体8,气缸311活塞杆退回,带动夹爪305和305’下降,电机301启动,带动夹爪305和305’沿箭头反方向退回。
60.6、重复1-4步骤,完成下一个芯体的输送和水室自动安装。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1