一种轨道生产线的制作方法
1.本实用新型涉及轨道加工技术领域,特别是一种轨道生产线。
背景技术:
2.轨道生产需要将短轨连接成长轨,这个过程由轨道生产线来完成,轨道生产线包括热处理线和冷处理线,其中热处理线完成短轨的连接,冷处理线完成长轨的质量检测。
3.轨道生产线布置方式多采用一一对应的方式进行布置,即一条热处理线对应一条冷处理线,这样的布置方式导致轨道生产线占地面积大,当需要生产的长轨过长时,难以找到合适的场地进行轨道生产线的布置。
4.所以,目前需要一种技术方案,以解决轨道生产线采用一一对应的方式进行布置,导致轨道生产线占地面积大的技术问题。
技术实现要素:
5.本实用新型的发明目的在于:针对现有技术存在轨道生产线采用一一对应的方式进行布置,导致轨道生产线占地面积大的技术问题,提供一种轨道生产线。
6.为了实现上述目的,本实用新型采用的技术方案为:
7.一种轨道生产线,包括通过辊轮输送线依次连通的短轨存放区、热处理区和长轨存放区,所述长轨存放区通过吊运设备连接冷处理区,所述冷处理区包括一条冷处理工位线,所述热处理区包括至少两条热处理工位线,所述冷处理工位线与所有所述热处理工位线并列设置。
8.本实用新型一种轨道生产线,短轨存放区用于存放待加工的短轨,经由辊轮输送线将短轨输送至热处理区,热处理工位线通过机械设备对短轨进行焊接,使多个短轨连接形成长轨,长轨通过辊轮输送线输送至长轨存放区进行时效,时效完成后再通过吊运设备将长轨吊至冷处理区,冷处理工位线通过施工人员对长轨进行外观形状矫正、表面质量处理和内部探伤检查;
9.进一步的,通过布置一条冷处理工位线和至少两条热处理工位线,并且冷处理工位线与任一一条热处理工位线并列设置,且相互平行,通过增加冷处理工位线上的人员配置,使一条冷处理工位线能够满足至少两条热处理工位线输出长轨的后续加工,从而在保证轨道生产效率的前提下,减小了生产线的占地面积。
10.作为本实用新型的优选方案,所述热处理工位线包括依次排列设置的除锈工位、焊接工位、粗铣工位和热处理工位。除锈工位对短轨端部进行除锈,焊接工位将两个短轨进行焊接,粗铣工位对焊头进行粗铣,热处理工位对焊头进行热处理,最终实现多个短轨的连接,形成长轨。
11.作为本实用新型的优选方案,所述冷处理工位线包括依次排列设置精调工位、精磨工位、外观检测工位和探伤工位。精调工位对长轨进行矫形,精磨工位对焊头进行打磨,外观检测工位实现长轨的表面检测,探伤工位实现长轨的内部的检测。
12.作为本实用新型的优选方案,所述冷处理工位线设置在若干所述热处理工位线的同侧。使得若干个热处理工位线设置在一起,没有被冷处理工位线隔开,这样相邻的热处理工位线可以共用一套控制设备,还可以采用一机双头焊轨设备同时对两条热处理线上的长轨进行焊接,节约设备资源的投入,降低生产成本。
13.作为本实用新型的优选方案,所述热处理区包括两条热处理工位线。两条热处理工位线对应一条冷处理工位线,不仅能够实现减小占地面积目的,而且能够尽量减小冷处理工位线上的加工量,使人力和物力协调更好,提高生产效率。
14.作为本实用新型的优选方案,所述短轨存放区的长度大于25m。使短轨存放区能够存放25m长的短轨。
15.作为本实用新型的优选方案,所述长轨存放区的长度大于500m。使长轨存放区能够存放500m长 的长轨。
16.作为本实用新型的优选方案,所述长轨存放区的长度方向与所述冷处理工位线平行设置。由于长轨存放区长度较长,将其与冷处理工位线平行布置,减小整个生产线的占地面积。
17.作为本实用新型的优选方案,所述长轨存放区设置在所述冷处理工位线与所述热处理工位线之间。长轨存放区用于存放长轨,长轨由热处理工位线吊出,再由长轨存放区吊至冷处理工位线,长轨存放区设置在冷处理工位线与热处理工位线之间有利于减小长轨的吊运距离,提高生产效率,降低生产风险。
18.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
19.通过布置一条冷处理工位线和至少两条热处理工位线,并且冷处理工位线与任一一条热处理工位线平行设置,通过增加冷处理工位线上的人员配置,使一条冷处理工位线能够满足至少两条热处理工位线输出长轨的后续加工,从而在保证轨道生产效率的前提下,减小了生产线的占地面积。
附图说明
20.图1是实施例1中本实用新型一种轨道生产线的结构示意图;
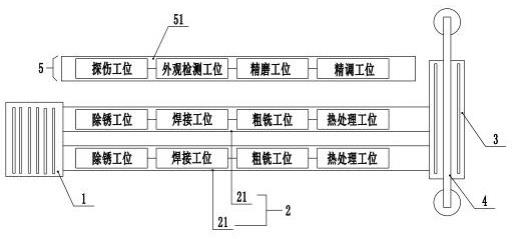
21.图2是实施例4中本实用新型一种轨道生产线的结构示意图;
22.图中标记:1
‑
短轨存放区,2
‑
热处理区,21
‑
热处理工位线,3
‑
长轨存放区,4
‑
吊运设备,5
‑
冷处理区,51
‑
冷处理工位线。
具体实施方式
23.下面结合附图,对本实用新型作详细的说明。
24.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
25.实施例1
26.如图1所示,本实施例一种轨道生产线,包括通过辊轮输送线依次连通的短轨存放区1、热处理区2和长轨存放区3,所述长轨存放区3通过吊运设备4连接冷处理区5,其中吊运设备4由若干个固定式龙门吊组成,所述冷处理区5包括一条冷处理工位线51,所述热处理
区2包括至少两条热处理工位线21,所述冷处理工位线51与所有所述热处理工位线21并列设置,且冷处理工位线51与热处理工位线21平行,所述短轨存放区1的长度大于25m,使短轨存放区1能够存放25m长的短轨,所述长轨存放区3的长度大于500m,使长轨存放区3能够存放500m长 的长轨,长轨存放区设置在热处理工位线2端部。
27.本实施例一种轨道生产线,短轨存放区1用于存放待加工的短轨,经由辊轮输送线将短轨输送至热处理区2,热处理工位线21通过机械设备对短轨进行焊接,使多个短轨连接形成长轨,长轨通过辊轮输送线输送至长轨存放区3进行时效,时效完成后再通过吊运设备将长轨吊至冷处理区5,冷处理工位线51通过施工人员对长轨进行外观形状矫正、表面质量处理和内部探伤检查;
28.进一步的,通过布置一条冷处理工位线51和至少两条热处理工位线21,并且冷处理工位线51与任一一条热处理工位线21平行设置,通过增加冷处理工位线51上的人员配置,使一条冷处理工位线51能够满足至少两条热处理工位线21输出长轨的后续加工,从而在保证轨道生产效率的前提下,减小了生产线的占地面积。
29.具体的,所述热处理工位线21包括依次排列设置的除锈工位、焊接工位、粗铣工位和热处理工位,除锈工位对短轨端部进行除锈,焊接工位将两个短轨进行焊接,粗铣工位对焊头进行粗铣,热处理工位对焊头进行热处理,最终实现多个短轨的连接,形成长轨;
30.所述冷处理工位线51包括依次排列设置精调工位、精磨工位、外观检测工位和探伤工位,精调工位对长轨进行矫形,精磨工位对焊头进行打磨,外观检测工位实现长轨的表面检测,探伤工位实现长轨的内部的检测。
31.实施例2
32.如图1所示,本实施例中,与实施例1的区别在于,所述冷处理工位线51设置在若干所述热处理工位线21的同侧,使得若干个热处理工位线21设置在一起,没有被冷处理工位线51隔开,这样相邻的热处理工位线21可以共用一套控制设备,还可以采用一机双头焊轨设备同时对两条热处理线21上的长轨进行焊接,节约设备资源的投入,降低生产成本。
33.实施例3
34.如图1所示,本实施例中,与实施例1的区别在于,所述热处理区2包括两条热处理工位线21,两条热处理工位线21对应一条冷处理工位线51,不仅能够实现减小占地面积目的,而且能够尽量减小冷处理工位线51上的加工量,使人力和物力协调更好,提高生产效率。
35.实施例4
36.如图2所示,本实施例中,与实施例1的区别在于,所述长轨存放区3的长度方向与所述冷处理工位线51平行设置,由于长轨存放区3长度较长,将其与冷处理工位线51平行布置,减小整个生产线的占地面积。
37.实施例5
38.如图2所示,本实施例中,与实施例4的区别在于,所述长轨存放区3设置在所述冷处理工位线51与所述热处理工位线21之间,长轨存放区3用于存放长轨,长轨由热处理工位线21上吊出,再由长轨存放区3吊至冷处理工位线51,长轨存放区3设置在冷处理工位线51与热处理工位线21之间有利于减小长轨的吊运距离,提高生产效率,降低生产风险。
39.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本
实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1