油管接头一体加工工装夹具的制作方法
1.本实用新型涉及加工夹具技术领域,尤其涉及一种油管接头一体加工工装夹具。
背景技术:
2.在油管接头的加工过程中,需要通过工装夹具夹持产品,对产品的两端面进行切削。
3.目前采用的工装夹具需要进行两道工序装夹,进行两次工艺切削。如图1和3所示,先将油管接头7放入夹具a中,以定位圆弧与定位块将油管接头7进行定位,然后进行钻孔、平端面加工;如图2和3所示,将油管接头7放入夹具b中,以定位面对产品经过第一道加工后形成的平面进行定位。
4.但是,经过两道加工,工艺流程复杂,降低了油管接头生产的效率;尺寸公差、形位公差不良率居高不下,部件和设备折损造成金额浪费。
技术实现要素:
5.本实用新型主要解决现有技术经过两道加工,工艺流程复杂,降低油管接头生产的效率的技术问题,提供一种油管接头一体加工工装夹具,能够通过一道工序实现油管接头的两个端面加工,提高的油管接头的生产效率。
6.本实用新型提供了一种油管接头一体加工工装夹具,包括:夹爪机构和一体定位块3;
7.所述夹爪机构包括:在圆周方向依次设置的第一夹块1、第二夹块2和第三夹块5;且第一夹块1、第二夹块2和第三夹块5之间形成油管接头7的夹持空间;
8.所述一体定位块3的一端开设用于定位油管接头7的定位孔31、另一端设置定位导向轴32;所述一体定位块3的内部留有避刀槽36,所述一体定位块3的一侧设置切面35,切面35上开设排屑孔33;所述定位孔31、避刀槽36和排屑孔33依次连通。
9.优选的,第一夹块1、第二夹块2和第三夹块5的外侧分别安装软爪4。
10.优选的,所述定位孔31上方设置球枝定位块34;
11.所述球枝定位块34的轴向与切面35所在平面具有夹角。
12.优选的,所述定位导向轴32外端设置螺纹孔37。
13.本实用新型提供的一种油管接头一体加工工装夹具,夹爪机构能够夹持油管接头,定位孔能够定位油管接头,能够通过一次装夹,完成两面端面的切削加工,加工过程无需更换夹具,提高油管接头生产的效率,并能够保证产品质量,降低部件和设备折损。
附图说明
14.图1是现有技术油管接头工装夹具的第一道工序夹持示意图;
15.图2是现有技术油管接头工装夹具的第二道工序夹持示意图;
16.图3是现有技术油管接头加工的工序示意图;
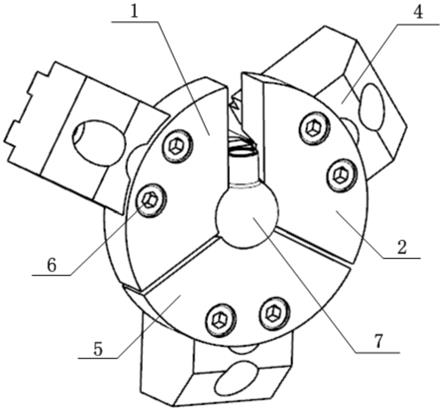
17.图4是本实用新型提供的油管接头一体加工工装夹具的结构示意图;
18.图5是本实用新型提供的油管接头一体加工工装夹具的分解图;
19.图6是本实用新型提供的一体定位块的结构示意图;
20.图7是本实用新型提供的一体定位块的工作状态示意图一;
21.图8是本实用新型提供的一体定位块的工作状态示意图二;
22.图9是本实用新型提供的油管接头一体加工工装夹具的工序示意图。
23.附图标记:1、第一夹块;2、第二夹块;3、一体定位;4、软爪;5、第三夹块;6、螺栓;7、油管接头;31、定位孔;32、定位导向轴;33、排屑孔;34、球枝定位块;35、切面;36、避刀槽;37、螺纹孔。
具体实施方式
24.为使本实用新型解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部内容。
25.如图4、5所示,本实用新型实施例提供的油管接头一体加工工装夹具,包括:夹爪机构和一体定位块3。
26.所述夹爪机构包括:在圆周方向依次设置的第一夹块1、第二夹块2和第三夹块5;且第一夹块1、第二夹块2和第三夹块5之间形成油管接头7的夹持空间。第一夹块1、第二夹块2和第三夹块5的外侧分别通过螺栓6安装软爪4,软爪4用来连接控制各夹块张开或闭合的卡盘。第一夹块1、第二夹块2和第三夹块5能够张开和闭合,闭合时能够夹持油管接头7。
27.如图6
‑
8所示,所述一体定位块3的一端开设用于定位油管接头7的定位孔31、另一端设置定位导向轴32,所述定位导向轴32外端设置螺纹孔37,方便与加工设备的其他部分进行连接。所述一体定位块3的内部留有避刀槽36,所述一体定位块3的一侧设置切面35,切面35上开设排屑孔33;所述定位孔31、避刀槽36和排屑孔33依次连通。
28.所述定位孔31上方设置球枝定位块34,球枝定位块34用来定位油管接头7的颈部;所述球枝定位块34的轴向与切面35所在平面具有夹角,使球枝定位块34竖直向上时,切面35倾斜,便于排屑孔33进行排屑。
29.本实施例的工装,夹爪机构能够夹持油管接头7,定位孔31能够定位油管接头7,加工刀具直接对油管接头7朝外的端面进行加工。如图9所示,油管接头进行钻孔后,端面刀首先进行外侧端面切削,其次进行内侧端面切削,切沟槽、孔径精车,钻孔之后加工刀具能够从钻孔和定位孔31伸入避刀槽36,在避刀槽36内对油管接头7朝里的端面以及其他结构特征进行加工。避刀槽36的直径大于油管接头7端面直径2mm以上,留出刀具的工作空间,能够有效避刀并完成两面端面的切削加工,加工过程无需更换夹具,将原来的两道工序加工变更为一道工序,一次装夹即可实现,提高加工效率。
30.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
技术特征:
1.一种油管接头一体加工工装夹具,其特征在于,包括:夹爪机构和一体定位块(3);所述夹爪机构包括:在圆周方向依次设置的第一夹块(1)、第二夹块(2)和第三夹块(5);且第一夹块(1)、第二夹块(2)和第三夹块(5)之间形成油管接头(7)的夹持空间;所述一体定位块(3)的一端开设用于定位油管接头(7)的定位孔(31)、另一端设置定位导向轴(32);所述一体定位块(3)的内部留有避刀槽(36),所述一体定位块(3)的一侧设置切面(35),切面(35)上开设排屑孔(33);所述定位孔(31)、避刀槽(36)和排屑孔(33)依次连通。2.根据权利要求1所述的油管接头一体加工工装夹具,其特征在于,第一夹块(1)、第二夹块(2)和第三夹块(5)的外侧分别安装软爪(4)。3.根据权利要求1所述的油管接头一体加工工装夹具,其特征在于,所述定位孔(31)上方设置球枝定位块(34);所述球枝定位块(34)的轴向与切面(35)所在平面具有夹角。4.根据权利要求1或3所述的油管接头一体加工工装夹具,其特征在于,所述定位导向轴(32)外端设置螺纹孔(37)。
技术总结
本实用新型涉及加工夹具技术领域,提供一种油管接头一体加工工装夹具,包括:夹爪机构和一体定位块;所述夹爪机构包括:在圆周方向依次设置的第一夹块、第二夹块和第三夹块;且第一夹块、第二夹块和第三夹块之间形成油管接头的夹持空间;所述一体定位块的一端开设用于定位油管接头的定位孔、另一端设置定位导向轴;所述一体定位块的内部留有避刀槽,所述一体定位块的一侧设置切面,切面上开设排屑孔;所述定位孔、避刀槽和排屑孔依次连通。本实用新型能够通过一道工序实现油管接头的两个端面加工,提高的油管接头的生产效率。提高的油管接头的生产效率。提高的油管接头的生产效率。
技术研发人员:吴昊
受保护的技术使用者:山口制作(大连)锻压部件有限公司
技术研发日:2021.06.03
技术公布日:2021/11/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1