一种拉线的自动生产一体机的制作方法
1.本实用新型涉及拉线生产设备技术领域,尤其涉及一种拉线的自动生产一体机。
背景技术:
2.拉线是车辆的重要部件之一,其主要用于车辆的油门、离合器、刹车系统上。
3.目前,拉线半成品即一端成型有拉头的拉线,其另一端需要精确控制长度切割后打花,然后进行压铸、去毛刺,最终预拉后测量其行程是否合格,整个生产过程中,拉线需要在多台设备之间转运,不仅劳动强度大,且生产效率低下,由此,急需解决。
技术实现要素:
4.本实用新型的目的在于针对上述问题,提供一种拉线的自动生产一体机,以解决上述背景技术中提出的问题。
5.本实用新型的目的是通过以下技术方案来实现:
6.一种拉线的自动生产一体机,包括:
7.机架,起支撑作用;
8.拉线定位机构,用于实现拉线的定位,所述拉线定位机构安装于所述机架上;
9.精切打花机构,用于实现拉线的精切,并对精切后的拉线端头进行打花;
10.花型检测机构,用于检测拉线端头是否完成打花;
11.压铸机构,用于在拉线的端头压铸出拉头;
12.去毛刺机构,用于去除拉头上的毛刺;
13.拉线行程测量机构,用于测量拉线的行程;
14.多个移送夹爪,用于实现拉线的移送;
15.定义拉线水平布置时的长度方向为第一方向,在同一平面内与所述第一方向相垂直的方向为第二方向,所述精切打花机构、所述花型检测机构、所述压铸机构、所述去毛刺机构、所述拉线行程测量机构沿所述第二方向依次布置。
16.作为本实用新型的一种优选方案,所述精切打花机构包括用于夹紧拉线的夹紧组件、用于切割拉线的精切组件及用于对切割后拉线端头进行打花的打花组件,所述夹紧组件包括相配合的第一夹紧板、第二夹紧板,所述第二夹紧板由夹紧气缸驱动以实现上下移动,所述打花组件包括打花头、打花杆及用于带动打花杆水平移动的打花气缸,所述打花头固定于所述打花杆的端头,且所述打花头正对拉线,所述精切组件包括相配合的上切刀、下切刀,所述上切刀由切刀气缸驱动以实现上下移动。
17.作为本实用新型的一种优选方案,所述花型检测机构包括夹取移送组件及接近传感器,所述夹取移送组件包括夹取移送件,所述夹取移送件能在水平方向上移动以靠近/远离所述接近传感器,所述夹取移送件的上端开有移送卡槽,所述移送卡槽能与打花后的拉线端头相卡接。
18.作为本实用新型的一种优选方案,所述压铸机构包括压铸上模、压铸下模,所述压
铸上模上开有第一腔室,所述压铸下模上开有第二腔室,所述第一腔室、所述第二腔室配合围成压铸型腔。
19.作为本实用新型的一种优选方案,所述去毛刺机构包括上动模、下定模及用于带动上动模下压的去毛刺气缸,所述上动模上开有上型腔,所述下定模上开有下型腔,所述上型腔、所述下型腔配合围成与拉头相适配的接头型腔。
20.作为本实用新型的一种优选方案,所述拉线行程测量机构包括第一测量气缸、第一测量板、第二测量气缸、第二测量板,所述第一测量板由所述第一测量气缸驱动以在拉线的长度方向上移动,所述第二测量板由所述第二测量气缸驱动以在拉线的长度方向上移动,所述第一测量板的上端、所述第二测量板的上端均开设有测量卡槽,所述测量卡槽能与拉线的拉头相卡接,所述机架上设置有用于测量预拉后拉线长度的光栅尺。
21.作为本实用新型的一种优选方案,所述拉线定位机构包括初始定位器及沿所述第一方向平行间隔布置的多根定位条,每根定位条上均开设有第一定位槽、第二定位槽、第三定位槽、第四定位槽,所述第一定位槽与所述精切打花机构的位置相对应,所述第二定位槽与所述压铸机构的位置相对应,所述第三定位槽与所述去毛刺机构的位置相对应,所述第四定位槽与所述拉线行程测量机构的位置相对应,所述精切打花机构设置于所述机架的头部,所述初始定位器与机架尾部定位条的第一定位槽相邻近,所述初始定位器包括定位气缸及定位板,所述定位气缸带动所述定位板沿拉线的长度方向移动,所述定位板的上端开有第一定位卡槽,所述第一定位卡槽能与拉线端部的拉头相卡接。
22.作为本实用新型的一种优选方案,所述的多个移送夹爪包括第一移送夹爪、第二移送夹爪、第三移送夹爪,所述第一移送夹爪位于所述精切打花机构与所述压铸机构之间,所述第二移送夹爪位于所述压铸机构与所述去毛刺机构之间,所述第三移送夹爪位于所述去毛刺机构与所述拉线行程测量机构之间。
23.本实用新型的有益效果为,与现有技术相比,本实用新型实现了拉线的精切打花、压铸、去毛刺、行程测量,无需在多台设备之间转运,大大降低了劳动强度,提高了生产效率。
附图说明
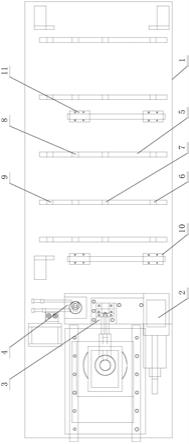
24.图1为一种拉线的自动生产一体机的结构示意图。
25.图中:
26.1、机架;2、精切打花机构;3、压铸机构;4、去毛刺机构;5、定位条;6、第一定位槽;7、第二定位槽;8、第三定位槽;9、第四定位槽;10、第一移送夹爪;11、第二移送夹爪。
具体实施方式
27.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。可以理解的是,此处所描述的实施例仅仅用于解释本实用新型,而非对本实用新型的限定。
28.请参照图1所示,图1为一种拉线的自动生产一体机的结构示意图。
29.于本实施例中,一种拉线的自动生产一体机,包括:
30.机架1,起支撑作用;
31.拉线定位机构,用于实现拉线的定位,所述拉线定位机构安装于所述机架上;
32.精切打花机构2,用于实现拉线的精切,并对精切后的拉线端头进行打花;
33.花型检测机构,用于检测拉线端头是否完成打花;
34.压铸机构3,用于在拉线的端头压铸出拉头;
35.去毛刺机构4,用于去除拉头上的毛刺;
36.拉线行程测量机构,用于测量拉线的行程;
37.多个移送夹爪,用于实现拉线的移送;
38.定义拉线水平布置时的长度方向为第一方向,在同一平面内与所述第一方向相垂直的方向为第二方向,所述精切打花机构2、所述花型检测机构、所述压铸机构3、所述去毛刺机构4、所述拉线行程测量机构沿所述第二方向依次布置。
39.具体的,本实施例中,所述精切打花机构2包括用于夹紧拉线的夹紧组件、用于切割拉线的精切组件及用于对切割后拉线端头进行打花的打花组件,所述夹紧组件包括相配合的第一夹紧板、第二夹紧板,所述第二夹紧板由夹紧气缸驱动以实现上下移动,所述打花组件包括打花头、打花杆及用于带动打花杆水平移动的打花气缸,所述打花头固定于所述打花杆的端头,且所述打花头正对拉线,所述精切组件包括相配合的上切刀、下切刀,所述上切刀由切刀气缸驱动以实现上下移动。
40.具体的,本实施例中,所述花型检测机构包括夹取移送组件及接近传感器,所述夹取移送组件包括夹取移送件,所述夹取移送件能在水平方向上移动以靠近/远离所述接近传感器,所述夹取移送件的上端开有移送卡槽,所述移送卡槽能与打花后的拉线端头相卡接。
41.具体的,本实施例中,所述压铸机构3包括压铸上模、压铸下模,所述压铸上模上开有第一腔室,所述压铸下模上开有第二腔室,所述第一腔室、所述第二腔室配合围成压铸型腔。
42.具体的,本实施例中,所述去毛刺机构4包括上动模、下定模及用于带动上动模下压的去毛刺气缸,所述上动模上开有上型腔,所述下定模上开有下型腔,所述上型腔、所述下型腔配合围成与拉头相适配的接头型腔。
43.具体的,本实施例中,所述拉线行程测量机构包括第一测量气缸、第一测量板、第二测量气缸、第二测量板,所述第一测量板由所述第一测量气缸驱动以在拉线的长度方向上移动,所述第二测量板由所述第二测量气缸驱动以在拉线的长度方向上移动,所述第一测量板的上端、所述第二测量板的上端均开设有测量卡槽,所述测量卡槽能与拉线的拉头相卡接,所述机架1上设置有用于测量预拉后拉线长度的光栅尺。
44.具体的,本实施例中,所述拉线定位机构包括初始定位器及沿所述第一方向平行间隔布置的5根定位条5,每根定位条上均开设有第一定位槽6、第二定位槽7、第三定位槽8、第四定位槽9,所述第一定位槽6与所述精切打花机构2的位置相对应,所述第二定位槽7与所述压铸机构3的位置相对应,所述第三定位槽8与所述去毛刺机构4的位置相对应,所述第四定位槽9与所述拉线行程测量机构的位置相对应,所述精切打花机构2设置于所述机架1的头部,所述初始定位器与机架1尾部定位条5的第一定位槽6相邻近,所述初始定位器包括定位气缸及定位板,所述定位气缸带动所述定位板沿拉线的长度方向移动,所述定位板的上端开有第一定位卡槽,所述第一定位卡槽能与拉线端部的拉头相卡接。
45.具体的,本实施例中,所述的多个移送夹爪包括第一移送夹爪10、第二移送夹爪
11、第三移送夹爪,所述第一移送夹爪10位于所述精切打花机构2与所述压铸机构3之间,所述第二移送夹爪11位于所述压铸机构3与所述去毛刺机构4之间,所述第三移送夹爪位于所述去毛刺机构4与所述拉线行程测量机构之间。
46.上述一种拉线的自动生产一体机实现了拉线的精切打花、压铸、去毛刺、行程测量,无需在多台设备之间转运,大大降低了劳动强度,提高了生产效率。
47.以上实施例只是阐述了本实用新型的基本原理和特性,本实用新型不受上述实施例限制,在不脱离本实用新型精神和范围的前提下,本实用新型还有各种变化和改变,这些变化和改变都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1