气保焊焊枪的制作方法
1.本实用新型涉及一种气保焊焊枪,特别涉及一种改进的气保焊焊枪,属于气保焊领域。
背景技术:
2.气保焊是指利用二氧化碳或氩气等保护气体辅助焊接的方法,一般采用焊丝作为焊接材料,是一种重要的熔焊方法,广泛应用于各个工业制造领域,具有焊接质量好、成本低、操作方便、生产效率高等特点,是取代大部分的手工电弧焊和埋弧焊的理想焊接方式,将成为一种主要的焊接方法。目前,现有的气保焊的焊枪与进气结构是分开设置的,不仅占用作业空间,而且还存在保护气体输送不到位的潜在问题,而且气保焊在作业的过程中会产生有害的气体和粉尘,对工人身体造成危害,因此需要开发应对措施。
技术实现要素:
3.本实用新型气保焊焊枪公开了新的方案,采用具有将焊丝管、进气通道、吸气通道整合为一体的气保焊焊枪方案,解决了现有同类方案焊枪与进气结构分开设置导致保护气体输送不到位,以及产生的有害气体危害工人身体健康的问题。
4.本实用新型气保焊焊枪包括焊丝管,焊丝管的外围套设有进气通道壳体,进气通道壳体的进气端与焊丝管的进丝端密封套接,进气通道壳体的出气端与焊丝管的出丝端密封套接,伸出进气通道壳体的出气端的出丝端的外围设有导气套,导气套与进气通道壳体的出气端形成密封连通套接,导气套内的焊丝管的出丝端的端头上套接有导电出丝嘴,进气通道壳体、导气套的外围套设有吸气通道壳体,吸气通道壳体的出气端与进气通道壳体的进气端密封套接,吸气通道壳体的吸气端开口环设在导气套的出口的外沿外侧。
5.进一步,本方案的焊丝管的进丝端的端头上套设有内衬套管,内衬套管与进气通道壳体的进气端上的进口套管形成密封套接,焊丝管的进丝端的端头与内衬套管间设有密封材质。
6.进一步,本方案的进气通道壳体的出气端的端头上设有出口套管,出口套管内穿设有焊丝管的出丝端,焊丝管的出丝端与出口套管间设有密封材质。
7.进一步,本方案的导气套包括套头座段、导气罩段,与进气通道壳体的出气端密封套接的套头座段内设有通气道,通气道的一端开口与进气通道壳体的出气端连通,通气道的另一端开口与导气罩段的内部连通。
8.更进一步,本方案的导气罩段包括沿出气方向内径渐扩的导气罩段甲。
9.再进一步,本方案的导气罩段还包括沿出气方向内径不变的导气罩段乙。
10.又进一步,本方案的导气罩段还包括沿出气方向内径渐缩的导气罩段丙,导气罩段甲、导气罩段乙、导气罩段丙沿出气方向依次首位相接形成一体的导气罩段。
11.本实用新型气保焊焊枪采用具有将焊丝管、进气通道、吸气通道整合为一体的气保焊焊枪方案,具有功能合整度高,气保效果好,环保健康的特点。
附图说明
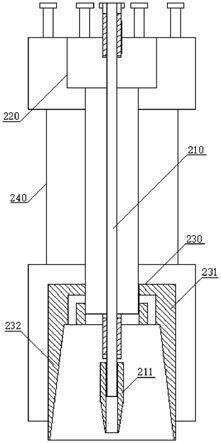
12.图1是气保焊焊枪的示意图。
13.图2是气保焊焊枪的剖视示意图。
14.图3是吸气通道壳体的剖视示意图。
15.图4是进气通道壳体的剖视示意图。
16.图5是焊丝管、内衬套管、导电出丝嘴、密封材质的剖视示意图。
17.图6是导气套的实例一的剖视示意图。
18.图7是导气套的实例二的剖视示意图。
19.图8是导气套的实例三的剖视示意图。
20.其中,210是焊丝管,211是导电出丝嘴,212是内衬套管,220是进气通道壳体,221是进口套管,222是出口套管,230是导气套,231是套头座段,232是导气罩段,233是导气罩段甲,234是导气罩段乙,235是导气罩段丙,236是通气道,240是吸气通道壳体,250是密封材质。
具体实施方式
21.如图1、2、3所示,本实用新型气保焊焊枪包括焊丝管,焊丝管的外围套设有进气通道壳体,进气通道壳体的进气端与焊丝管的进丝端密封套接,进气通道壳体的出气端与焊丝管的出丝端密封套接,伸出进气通道壳体的出气端的出丝端的外围设有导气套,导气套与进气通道壳体的出气端形成密封连通套接,导气套内的焊丝管的出丝端的端头上套接有导电出丝嘴,进气通道壳体、导气套的外围套设有吸气通道壳体,吸气通道壳体的出气端与进气通道壳体的进气端密封套接,吸气通道壳体的吸气端开口环设在导气套的出口的外沿外侧。上述方案采用具有将焊丝管、进气通道、吸气通道整合为一体的气保焊焊枪方案,焊丝从焊丝管进入,从导电出丝嘴导出完成焊接,保护气体从进气通道壳体的上端进气端进入,通过下端的出气端与导气套连通的通道进入导气套内部,最后从导气套的下端出口排出,在导电出丝嘴的周围形成环绕的气体保护层,保证焊接质量,同时,形成的有害气体及漂浮的颗粒物向外侧溢出时,被吸气通道壳体的下端的吸气端开口吸入,从吸气通道壳体的上端的出气端的管子排出,从而及时吸除了有害气体,保证了操作人员的身体健康。另外,从吸气通道壳体通过的废气还能带走焊接产生的热量,起到冷却焊接头的作用。因此,本方案相比现有同类方案,具有功能合整度高,气保效果好,环保健康的特点。
22.为了实现进气通道壳体的出气端与焊丝管的出丝端密封套接,如图2、4所示,本方案的焊丝管的进丝端的端头上套设有内衬套管,内衬套管与进气通道壳体的进气端上的进口套管形成密封套接,焊丝管的进丝端的端头与内衬套管间设有密封材质。同样,为了实现进气通道壳体的出气端与焊丝管的出丝端密封套接,如图2、4所示,本方案的进气通道壳体的出气端的端头上设有出口套管,出口套管内穿设有焊丝管的出丝端,焊丝管的出丝端与出口套管间设有密封材质。
23.为了实现导气套的功能,保证气路通畅,如图2、6所示,本方案的导气套包括套头座段、导气罩段,与进气通道壳体的出气端密封套接的套头座段内设有通气道,通气道的一端开口与进气通道壳体的出气端连通,通气道的另一端开口与导气罩段的内部连通。基于以上方案,为了促进保护气体的稳定流动,分布均匀,控制保护气的扩散速度,本方案公开
了一种具体的导气罩,如图6所示,本方案的导气罩段包括沿出气方向内径渐扩的导气罩段甲,保护气可以快速到达焊道的周围形成隔离空气保护。进一步,为了避免保护气沉降后过渡扩散影响隔离空气的效果,促进气体有序流动,如图7所示,本方案的导气罩段还包括沿出气方向内径不变的导气罩段乙。再进一步,为了减缓保护气的流速,提高集气罩内保护气的浓度,如图8所示,在上述流道结构的基础上进一步延伸了流道结构,导气罩段还包括沿出气方向内径渐缩的导气罩段丙,导气罩段甲、导气罩段乙、导气罩段丙沿出气方向依次首位相接形成一体的导气罩段。
24.本方案公开的结构、零部件等,除特别说明外,均可以采用本领域公知的通用、惯用的方案实现。本方案气保焊焊枪并不限于具体实施方式中公开的内容,实施例中出现的技术方案可以基于本领域技术人员的理解而延伸,本领域技术人员根据本方案结合公知常识作出的简单替换方案也属于本方案的范围。
技术特征:
1.气保焊焊枪,其特征是包括焊丝管,所述焊丝管的外围套设有进气通道壳体,所述进气通道壳体的进气端与所述焊丝管的进丝端密封套接,所述进气通道壳体的出气端与所述焊丝管的出丝端密封套接,伸出所述进气通道壳体的出气端的所述出丝端的外围设有导气套,所述导气套与所述进气通道壳体的出气端形成密封连通套接,所述导气套内的所述焊丝管的出丝端的端头上套接有导电出丝嘴,所述进气通道壳体、导气套的外围套设有吸气通道壳体,所述吸气通道壳体的出气端与所述进气通道壳体的进气端密封套接,所述吸气通道壳体的吸气端开口环设在所述导气套的出口的外沿外侧。2.根据权利要求1所述的气保焊焊枪,其特征在于,所述焊丝管的进丝端的端头上套设有内衬套管,所述内衬套管与所述进气通道壳体的进气端上的进口套管形成密封套接,所述焊丝管的进丝端的端头与所述内衬套管间设有密封材质。3.根据权利要求1所述的气保焊焊枪,其特征在于,所述进气通道壳体的出气端的端头上设有出口套管,所述出口套管内穿设有所述焊丝管的出丝端,所述焊丝管的出丝端与所述出口套管间设有密封材质。4.根据权利要求1所述的气保焊焊枪,其特征在于,所述导气套包括套头座段、导气罩段,与所述进气通道壳体的出气端密封套接的所述套头座段内设有通气道,所述通气道的一端开口与所述进气通道壳体的出气端连通,所述通气道的另一端开口与所述导气罩段的内部连通。5.根据权利要求4所述的气保焊焊枪,其特征在于,所述导气罩段包括沿出气方向内径渐扩的导气罩段甲。6.根据权利要求5所述的气保焊焊枪,其特征在于,所述导气罩段还包括沿出气方向内径不变的导气罩段乙。7.根据权利要求6所述的气保焊焊枪,其特征在于,所述导气罩段还包括沿出气方向内径渐缩的导气罩段丙,所述导气罩段甲、导气罩段乙、导气罩段丙沿出气方向依次首位相接形成一体的导气罩段。
技术总结
本实用新型涉及一种气保焊焊枪,包括焊丝管,焊丝管的外围套设有进气通道壳体,进气通道壳体的进气端与焊丝管的进丝端密封套接,进气通道壳体的出气端与焊丝管的出丝端密封套接,伸出进气通道壳体的出气端的出丝端的外围设有导气套,导气套与进气通道壳体的出气端形成密封连通套接,导气套内的焊丝管的出丝端的端头上套接有导电出丝嘴,进气通道壳体、导气套的外围套设有吸气通道壳体,吸气通道壳体的出气端与进气通道壳体的进气端密封套接,吸气通道壳体的吸气端开口环设在导气套的出口的外沿外侧。本实用新型采用具有将焊丝管、进气通道、吸气通道整合为一体的气保焊焊枪方案,具有功能合整度高,气保效果好,环保健康的特点。点。点。
技术研发人员:周民 吴海燕
受保护的技术使用者:苏州豪力风机有限公司
技术研发日:2021.06.16
技术公布日:2021/11/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1