一种汽车车门焊接时限位用夹具的制作方法
1.本实用新型涉及汽车装配技术领域,具体是涉及一种汽车车门焊接时限位用夹具。
背景技术:
2.在工厂车间内加工车门时,需要使用夹具先将车门的四角夹持固定,在通过工作人员通过输送机将汽车车门输送至焊接处,进行焊接装配加工,在焊接时工作人员需要将钢板放再汽车车门指定安装位置进行焊接,人工摆放钢板难以保证钢板焊接位置的准确性,这样便很难保证装配要求,从而影响生产时间和产量,所以需要一种汽车车门焊接时限位用夹具解决上述问题。
技术实现要素:
3.为解决上述技术问题,提供一种汽车车门焊接时限位用夹具,本技术方案可有效提升焊接质量,同时提升焊接效率。
4.为达到以上目的,本实用新型采用的技术方案为:
5.一种汽车车门焊接时限位用夹具,包括;
6.滚珠丝杆滑台;
7.定位矫正装置,固定安装在滚珠丝杆滑台的工作端,用于矫正夹具与车门之间位置;
8.移动调节装置,固定安装在定位矫正装置的上方,用于调节夹具摆放位置;
9.直线驱动器,固定安装在移动调节装置上;
10.转动调节装置,固定安装在直线驱动器的输出端,用于调节夹具摆放角度;
11.夹具,固定安装在转动调节装置上。
12.优选的,所述定位矫正装置包括;
13.复位装置,水平设置在滚珠丝杆滑台的工作端,复位装置与滚珠丝杆滑台的工作端固定连接;
14.双向滚珠丝杆滑台,水平在设置在的工作端,双向滚珠丝杆滑台与复位装置的工作端固定连接;
15.夹板,设有数个对称设置在双向滚珠丝杆滑台的工作端,夹板与双向滚珠丝杆滑台的工作端固定连接。
16.优选的,所述复位装置包括;
17.限位滑轨,水平安装在滚珠丝杆滑台的工作端;
18.导柱,固定安装在限位滑轨内部;
19.复位滑块,设置在限位滑轨内部,复位滑块与限位滑轨滑动连接;
20.第一弹簧,设有数个对称套设在导柱两端,第一弹簧一端与限位滑轨抵触,第一弹簧远离限位滑轨的一端与复位滑块抵触。
21.优选的,所述移动调节装置包括;
22.横向滑轨,水平安装在复位滑块上,横向滑轨的侧部设有尺条;
23.滑动安装块,滑动安装在横向滑轨的内部;
24.第一锁紧装置,固定安装在滑动安装块上;
25.竖直滑杆,竖直按住在滑动安装块上,竖直滑杆的侧部设有尺条;
26.滑套,滑动套设在竖直滑杆上;
27.第二锁紧装置,固定安装在滑套上,第二锁紧装置与第一锁紧装置结构相同;
28.安装板,固定安装在滑套的侧部。
29.优选的,所述第一锁紧装置包括;
30.内螺纹套,固定安装在滑动安装块上;
31.螺纹杆,设置在内螺纹套的内部,螺纹杆与内螺纹套螺纹连接;
32.弹性抵触头,固定安装在螺纹杆上。
33.优选的,所述转动调节装置包括;
34.调节套筒,设置在固定安装在直线驱动器的输出端,调节套筒的内部设有数个限位凸块,限位凸块以调节套筒的轴线均匀分布;
35.调节限位板,设置在调节套筒的内部,调节限位板与调节套筒滑动连接,调节限位板上设有数个与调节套筒上的限位凸块相匹配的限位凹槽,调节限位板上的限位凹槽与调节套筒上的限位凸抵触贴合;
36.连接柱,一端与调节限位板固定连接;
37.第二弹簧,套设在连接柱上,第二弹簧一端与调节套筒抵触,第二弹簧远离调节套筒的一端与调节限位板抵触;
38.旋转调节块,固定安装在连接柱远离调节限位板的一端;
39.安装轨,固定安装在旋转调节块上。
40.本实用新型与现有技术相比具有的有益效果是:
41.1、本实用新型通过定位矫正装置配合滚珠丝杆滑台,夹持住汽车车门可有效矫正移动调节装置与汽车车门保持正对位置,提高移动调节装置调整的精确性;
42.2、本实用新型可通过移动调节装置准确调节夹具移动到指定位置,提高夹具摆放位置的准确度;
43.3、本实用新型可转动调节装置调节夹具摆放的角度,提高夹具摆放的自由度。
附图说明
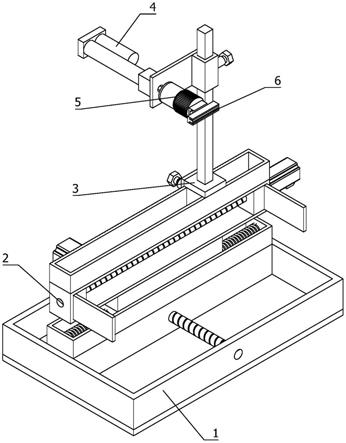
44.图1为本实用新型的立体图;
45.图2为本实用新型的主视图;
46.图3为本实用新型定位矫正装置的立体图;
47.图4为本实用新型复位装置的立体图;
48.图5为本实用新型转动调节装置的主视图;
49.图6为图5中a-a截面处的立体图;
50.图7为本实用新型移动调节装置的立体图;
51.图8为图7中b处的局部放大图。
52.图中标号为:
53.1-滚珠丝杆滑台;
54.2-定位矫正装置;2a-复位装置;2a1-限位滑轨;2a2-导柱;2a3-第一弹簧;2a4-复位滑块;2c-双向滚珠丝杆滑台;2b-夹板;
55.3-移动调节装置;3a-横向滑轨;3b-第一锁紧装置;3b1-内螺纹套;3b2-螺纹杆;3c-滑动安装块;3d-竖直滑杆;3e-滑套;3f-第二锁紧装置;3g-安装板;
56.4-直线驱动器;
57.5-转动调节装置;5a-调节套筒;5b-调节限位板;5c-连接柱;5d-第二弹簧;5e-旋转调节块;5f-安装轨;
58.6-夹具。
具体实施方式
59.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
60.参照图1和2所示,一种汽车车门焊接时限位用夹具,包括;
61.滚珠丝杆滑台1;
62.定位矫正装置2,固定安装在滚珠丝杆滑台1的工作端,用于矫正夹具6与车门之间位置;
63.移动调节装置3,固定安装在定位矫正装置2的上方,用于调节夹具6摆放位置;
64.直线驱动器4,固定安装在移动调节装置3上;
65.转动调节装置5,固定安装在直线驱动器4的输出端,用于调节夹具6摆放角度;
66.夹具6,固定安装在转动调节装置5上。
67.汽车车门在加工装配时通常是竖直固定在输送机上,工作人员通过移动调节装置3,将夹具6调节至指定位置,工作人员再通过转动调节装置5调节夹具6摆放角度,调节完毕再将需要焊接的钢板卡在夹具6的开口处,工作人员通过输送机将汽车车门输送至滚珠丝杆滑台1位置,滚珠丝杆滑台1带动定位矫正装置2的工作端移动到汽车车门两侧位置,定位矫正装置2的工作端收缩夹持住汽车车门,使移动调节装置3提高夹具6摆放位置的精确度,直线去驱动优选为伺服电动推杆,伺服电动推杆推动转动调节装置5向焊接位置移动,转动调节装置5带动夹具6移动,夹具6带动钢板与汽车车门抵触固定住,工作人员在对抵触的钢板进行稳定焊接。通过本实用新型可有效提升焊接质量,同时提升焊接效率。
68.参照图3所示,定位矫正装置2包括;
69.复位装置2a,水平设置在滚珠丝杆滑台1的工作端,复位装置2a与滚珠丝杆滑台1的工作端固定连接;
70.双向滚珠丝杆滑台2c,水平在设置在的工作端,双向滚珠丝杆滑台2c与复位装置2a的工作端固定连接;
71.夹板2b,设有数个对称设置在双向滚珠丝杆滑台2c的工作端,夹板2b与双向滚珠丝杆滑台2c的工作端固定连接。
72.输送机将汽车车门输送至滚珠丝杆滑台1位置,滚珠丝杆滑台1通过复位装置2a带动双向滚珠丝杆滑台2c上的夹板2b移动到汽车车门两侧位置,双向滚珠丝杆滑台2c带动夹
板2b收缩夹持住汽车车门两侧,夹板2b收缩与汽车车门两侧紧密贴合时配合复位装置2a可带动双向滚珠丝杆滑台2c移动调整位置,双向滚珠丝杆滑台2c移动时同时带动移动调节装置3一同调整位置。
73.参照图4所示,复位装置2a包括;
74.限位滑轨2a1,水平安装在滚珠丝杆滑台1的工作端;
75.导柱2a2,固定安装在限位滑轨2a1内部;
76.复位滑块2a4,设置在限位滑轨2a1内部,复位滑块2a4与限位滑轨滑动连接;
77.第一弹簧2a3,设有数个对称套设在导柱2a2两端,第一弹簧2a3一端与限位滑轨2a1抵触,第一弹簧2a3远离限位滑轨2a1的一端与复位滑块2a4抵触。
78.滚珠丝杆滑台1带动限位滑轨2a1向汽车车门移动,限位滑轨2a1移动时带动复位滑块2a4移动,复位滑块2a4带动双向滚珠丝杆滑台2c移动到汽车车门位置,双向滚珠丝杆滑台2c带动夹板2b同步收缩夹持住汽车车门两侧,夹板2b收缩与汽车车门两侧紧密贴合时若双向滚珠丝杆滑台2c与汽车车门不是处于正对位置时,夹板2b收缩与汽车车门两侧紧密贴合则通过复位滑块2a4的配合带动双向滚珠丝杆滑台2c移动,使双向滚珠丝杆滑台2c与汽车车门保持正对位置,提高移动调节装置3调整的精确性。
79.参照图7所示,移动调节装置3包括;
80.横向滑轨3a,水平安装在复位滑块2a4上,横向滑轨3a的侧部设有尺条;
81.滑动安装块3c,滑动安装在横向滑轨3a的内部;
82.第一锁紧装置3b,固定安装在滑动安装块3c上;
83.竖直滑杆3d,竖直按住在滑动安装块3c上,竖直滑杆3d的侧部设有尺条;
84.滑套3e,滑动套设在竖直滑杆3d上;
85.第二锁紧装置3f,固定安装在滑套3e上,第二锁紧装置3f与第一锁紧装置3b结构相同;
86.安装板3g,固定安装在滑套3e的侧部。
87.工作人员通过水平移动横向滑轨3a内的滑动安装块3c可调节夹具6的位置,工作人员可通过横向滑轨3a侧部的尺条测量移动位置的距离,滑动安装块3c调节完毕通过第一锁紧装置3b将滑动安装块3c固定住,工作人员上下移动竖直滑杆3d上的滑套3e可调节夹具6的位置,滑套3e移动时可竖直滑杆3d侧部的有尺条查看移动的位置,安装板3g用于安装直线驱动器4。
88.参照图8所示,第一锁紧装置3b包括;
89.内螺纹套3b1,固定安装在滑动安装块3c上;
90.螺纹杆3b2,设置在内螺纹套3b1的内部,螺纹杆3b2与内螺纹套3b1螺纹连接;
91.弹性抵触头,固定安装在螺纹杆3b2上。
92.工作人员调节好滑动安装块3c的位置,工作人员通过扳手转动螺纹杆3b2通过内螺纹套3b1的配合,螺纹杆3b2带动弹性抵触头与横向滑轨3a侧部抵触,使滑动安装块3c在横向滑轨3a上固定停止移动。
93.参照图5和6所示,转动调节装置5包括;
94.调节套筒5a,设置在固定安装在直线驱动器4的输出端,调节套筒5a的内部设有数个限位凸块,限位凸块以调节套筒5a的轴线均匀分布;
95.调节限位板5b,设置在调节套筒5a的内部,调节限位板5b与调节套筒5a滑动连接,调节限位板5b上设有数个与调节套筒5a上的限位凸块相匹配的限位凹槽,调节限位板5b上的限位凹槽与调节套筒5a上的限位凸抵触贴合;
96.连接柱5c,一端与调节限位板5b固定连接;
97.第二弹簧5d,套设在连接柱5c上,第二弹簧5d一端与调节套筒5a抵触,第二弹簧5d远离调节套筒5a的一端与调节限位板5b抵触;
98.旋转调节块5e,固定安装在连接柱5c远离调节限位板5b的一端;
99.安装轨5f,固定安装在旋转调节块5e上。
100.工作人员通过转动旋转调节块5e带动安装轨5f转动,安装轨5f转动的同时带动夹具6一同调节角度,旋转调节块5e转动的同时通过连接柱5c带动调节限位板5b转动,调节限位板5b转动的同时,使调节限位板5b上的限位凹槽与调节套筒5a上的限位凸脱离,第二弹簧5d推动调节限位板5b与调节套筒5a上的限位凸抵触,工作人员继续转动使调节限位板5b上的限位凹槽转动到调节套筒5a上的其他限位凸上。通过调节限位板5b上的限位凹槽和调节套筒5a上的限位凸配合可有效调节夹具6角度。
101.本设备通过以下步骤实现本实用新型的功能,进而解决了本实用新型提出的技术问题;
102.第一步、汽车车门在加工装配时通常是竖直固定在输送机上,工作人员通过移动调节装置3,将夹具6调节至指定位置,工作人员再通过转动调节装置5调节夹具6摆放角度,调节完毕再将需要焊接的钢板卡在夹具6的开口处。
103.第二步、工作人员通过输送机将汽车车门输送至滚珠丝杆滑台1位置,滚珠丝杆滑台1带动定位矫正装置2的工作端移动到汽车车门两侧位置,定位矫正装置2的工作端收缩夹持住汽车车门,使移动调节装置3提高夹具6摆放位置的精确度。
104.第三步、直线去驱动优选为伺服电动推杆,伺服电动推杆推动转动调节装置5向焊接位置移动,转动调节装置5带动夹具6移动,夹具6带动钢板与汽车车门抵触固定住,工作人员在对抵触的钢板进行稳定焊接。
105.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型的范围内。本实用新型要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1