刀架用定位止回结构的制作方法
1.本技术涉及刀架的领域,尤其是涉及一种刀架用定位止回结构。
背景技术:
2.加工工件时,不同的工艺需要使用不同的刀具完成加工。如:车外圆时,需要使用车刀;滚花时,需要使用滚花刀。
3.四工位刀架,作为一种机床附件,可同时安装四把刀具。利用机床加工工件时,依据实际需求,通过四工位刀架快速更换刀具,以提高加工效率。
4.更换刀具时,对于刀具的定位直接影响机床的加工性能和运行可靠性。为保证机床的加工性能和运行可靠性,亟需定位精准的刀架。
技术实现要素:
5.为了提高刀架的定位精度,本技术提供一种刀架用定位止回结构。
6.本技术提供的一种刀架用定位止回结构,采用如下的技术方案:
7.一种刀架用定位止回结构,包括底座、定位套及定位销;所述底座用于连接机床;所述定位套绕自身轴线转动连接底座;
8.所述定位套设有若干定位槽,且若干所述定位槽沿定位套的周向分布;
9.所述定位槽沿定位套周向分布的两个侧壁分别设为定位面及脱离面;所述定位面平行或重合于定位套的轴线;所述脱离面与定位面之间呈锐角,且该锐角的开口背离所述定位套;
10.所述定位销沿自身轴线滑动连接底座,且所述定位销的一端用于嵌至定位槽内;且所述定位销沿定位套周向分布的两侧分别设有限位面及滑动面;所述限位面用于贴合定位面,所述滑动面用于滑动贴合脱离面。
11.通过采用上述技术方案,对定位套施加正向力矩,以使得定位套相对于底座具有正转的趋势时,脱离面贴合至滑动面,并导向定位销脱离定位槽;则定位套相对于底座正转;
12.对定位套施加反向力矩,以使得定位套相对于底座具有反转的趋势时,定位面贴合限位面,以阻挡定位套相对于底座反转,并实现对定位套的周向定位。
13.优选的,还包括挤压驱动件;所述挤压驱动件设于底座与定位销之间,且所述挤压驱动件使得定位销具有挤压定位套的趋势。
14.优选的,所述挤压驱动件包括弹簧;所述弹簧的一端连接底座,另一端连接定位销。
15.通过采用上述技术方案,挤压驱动件使得定位销始终贴合于定位套的外周,即当定位套转动使得定位槽正对定位销时,挤压驱动件使得定位销立即嵌至定位槽内,完成对定位套的周向定位,并使得此时的定位套仅能相对于底座正转。
16.优选的,所述底座设有安装槽,所述弹簧的一端嵌于安装槽内。
17.优选的,所述定位销远离定位套的一端设有限位槽,所述弹簧的一端嵌于限位槽内。
18.通过采用上述技术方案,实现对弹簧端部的限位,以保证弹簧的弹性力传递至底座和定位销,进而使得定位销具有挤压定位套的趋势。
19.优选的,所述底座包括座体及螺塞;所述座体设有定位孔,所述定位销同轴滑动嵌于定位孔内;
20.所述螺塞通过螺纹连接于定位孔内,且所述螺塞位于定位销背离定位套的一侧;
21.所述挤压驱动件设于定位孔内,且所述挤压驱动件位于螺塞与定位销之间。
22.通过采用上述技术方案,实现对定位销的导向,并限制定位销绕定位套轴线的周向位置,进而在定位销嵌至定位槽内时,实现对对定位套的周向定位,并使得此时的定位套仅能相对于底座正转。
23.优选的,所述定位销设有若干个,且若干个所述定位销沿定位套的周向分布。
24.通过采用上述技术方案,多个定位销于定位套之间均存在相互作用力,且多个相互作用力沿定位套的周向分布,有利于定位套受力均匀,则定位套转动较为平稳,并有利于提高定位套的定位精度。
25.优选的,所述定位槽设于定位套的端部,且所述定位销的轴线平行于定位套的轴线。
26.优选的,所述定位面重合于定位套的轴线。
27.通过采用上述技术方案,定位面与限位面相互贴合以阻挡定位套相对于底座反转时,定位面与限位面之间的相互作用力既不会产生沿定位套轴向的分力,也不会产生沿定位套径向的分力,即定位面与限位面之间的相互作用力均用于阻挡定位套反转。
28.综上所述,本技术包括以下至少一种有益技术效果:
29.1.对定位套施加正向力矩,以使得定位套相对于底座具有正转的趋势时,脱离面贴合至滑动面,并导向定位销脱离定位槽;则定位套相对于底座正转;
30.2.对定位套施加反向力矩,以使得定位套相对于底座具有反转的趋势时,定位面贴合限位面,以阻挡定位套相对于底座反转,并实现对定位套的周向定位;
31.3.当定位套转动使得定位槽正对定位销时,挤压驱动件使得定位销立即嵌至定位槽内,完成对定位套的周向定位,并使得此时的定位套仅能相对于底座正转。
附图说明
32.图1是实施例1的整体结构示意图。
33.图2是实施例1的剖视图。
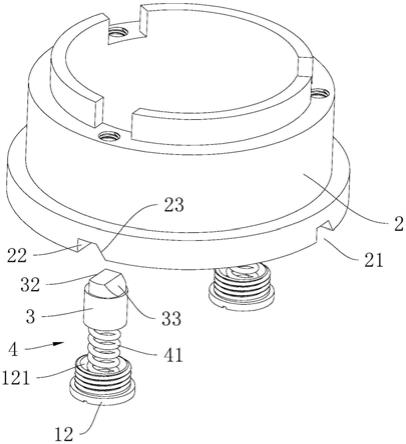
34.图3是实施例1中,定位套、定位销及挤压驱动件的结构示意图。
35.图4是实施例2的整体结构示意图。
36.图5是实施例2的剖视图。
37.图6是实施例2中,定位套、定位销及挤压驱动件的结构示意图。
38.附图标记说明:1、底座;11、座体;111、基座;112、座芯;113、安装孔;114、定位孔;12、螺塞;121、安装槽;2、定位套;21、定位槽;22、定位面;23、脱离面;3、定位销;31、限位槽;32、贴合面;33、滑动面;4、挤压驱动件;41、弹簧。
具体实施方式
39.以下结合附图1
‑
6对本技术作进一步详细说明。
40.本技术实施例公开一种刀架用定位止回结构。
41.实施例1
42.参照图1、2,刀架用定位止回结构包括底座1、定位套2、定位销3及挤压驱动件4。
43.底座1用于连接机床。底座1包括座体11,且座体11包括基座111及座芯112。其中,基座111用于连接机床;基座111设有安装孔113。座芯112同轴嵌于安装孔113内,且座芯112与基座111之间可采用螺栓实现相互之间的固定连接。同时,座芯112的外周与安装孔113的内周之间存在供定位套2同轴嵌入的间距。
44.参照图2、3,定位套2同轴转动套设于座芯112外,定位套2的一端端面处间隔设有定位槽21,且定位槽21沿定位套2的周向分布。同时,定位槽21的数量与刀架的工位数一致,本实施例中,定位槽21的数量设为四个。
45.定位槽21沿定位套2周向分布的两个侧壁分别设为定位面22及脱离面23;定位面22平行或重合于定位套2的轴线;优选的,定位面22重合于定位套2的轴线。脱离面23与定位面22之间呈锐角,且该锐角的开口背离定位套2。
46.座芯112设有定位孔114,定位孔114的轴线平行座芯112的轴线,且定位孔114用于正对定位槽21。同时,本实施例中,定位孔114关于座芯112轴线对称的设有两个。
47.定位销3及挤压驱动件4均嵌于定位孔114内,且挤压驱动件4位于定位销3背离定位套2的一侧。并且,底座1还包括螺塞12,螺塞12通过螺纹连接于安装孔113内,且螺塞12位于挤压驱动件4背离定位销3的一侧。挤压驱动件4使得定位销3具有远离螺塞12的趋势。
48.本实施例中,挤压驱动件4采用弹簧41;并且,螺塞12朝向挤压驱动件4的一端设有安装槽121,弹簧41的一端嵌于安装槽121内;定位销3朝向挤压驱动件4的一端设有限位槽31,弹簧41的另一端嵌于限位槽31内。
49.在其他实施例中,挤压驱动件4还可采用一对相互排斥的磁体,其中,一个磁体嵌于安装槽121内,另一个磁体嵌于限位槽31内。
50.定位销3的一端用于伸出定位孔114并嵌入定位槽21内,且定位销3伸出定位孔114的端部沿定位套2周向分布的两侧分别设有贴合面32及滑动面33。贴合面32用于贴合定位面22,滑动面33用于滑动贴合脱离面23。
51.实施例1的实施原理为:对定位套2施加正向力矩,以使得定位套2相对于底座1具有正转的趋势时,脱离面23贴合至滑动面33,并导向定位销3脱离当前的定位槽21,则定位套2相对于底座1正转;
52.定位套2继续正转,至下一个定位槽21转动至正对定位孔114时,挤压驱动件4使得定位销3立即嵌至该定位槽21内;此时,若对定位套2施加反向力矩,以使得定位套2相对于底座1具有反转的趋势时,定位面22贴合限位面,以阻挡定位套2相对于底座1反转,并实现对定位套2的周向定位。
53.实施例2
54.参照图4、5,本实施例与实施例1的不同之处在于,定位孔114设于基座111处;定位孔114的轴线与安装孔113的轴线垂直并相交,且定位孔114仅设有一个。
55.同时,参照图6,四个定位槽21设于定位套2的外周处。
56.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1