一种带孔销侧孔打孔定位装置的制作方法
1.本实用新型涉及圆柱销生产技术领域,特别涉及一种带孔销侧孔打孔定位装置。
背景技术:
2.在机械中,销钉主要用作装配定位,也可用作连接、放松级安全装置中的过载剪断连接。销的类型有:圆柱销、圆锥销、带孔销、开口销和安全销等;其中,带孔销常用于铰接处,具有拆卸方便的优点,现有带孔销生产过程中,需要对销体进行打孔,由于销体为圆柱形,在对销体圆柱形外表面打孔时,容易产生跑位,造成打孔的精度不高,如果对圆柱销装夹过紧,容易对圆柱销外表面产生夹痕,导致零件报废,针对上述问题,本实用新型提供了一种新的解决方案。
技术实现要素:
3.本实用新型的目的是提供一种带孔销侧孔打孔定位装置。
4.本实用新型的上述技术目的是通过以下技术方案得以实现的:
5.一种带孔销侧孔打孔定位装置,包括支脚、支撑台面和工作台,所述支脚安装在支撑台面的底部,所述工作台安装在支撑台面上,所述工作台上设有弧形槽,所述弧形槽上设有装夹座,所述弧形槽两端设有挡板,其中左端挡板上设有推料气缸,且左端挡板上设有安装在收纳推料气缸活塞杆上的推料块的凹槽,右端挡板上设有夹紧气缸,所述装夹座设置在靠近左端挡板的弧形槽上,所述装夹座与右端挡板的间距大于待加工销体的长度,所述装夹座包括两块对称分布在弧形槽两侧的弧形板,两块弧形板内侧面与弧形槽的底面形成一个完整的弧面,两块弧形板之间形成形变槽,所述变形槽上设有定位孔,两块弧形板的两端靠近变形槽的位置设有锁紧耳,所述锁紧耳上设有供锁紧螺杆穿过的通孔;所述工作台的两端设有安装架,所述安装架上安装有打孔机构。
6.进一步的,所述打孔机构包括丝杠、滑块、连接块、导向连杆、弹簧、压杆、电机和钻头,所述丝杠安装在安装架上,并与移动电机传动连接,所述滑块安装在丝杠上,所述连接块设置在滑块的底部,所述导向连杆上端穿过连接块下端的凸边、并伸到凸边的上方,位于凸边上方的导向连杆上套装有弹簧,导向连杆的上端设有限位块,所述压杆设置在连接块下方的导向连杆上,所述压杆可以限制导向连杆在弹簧弹力的作用下,其上行的最大位置,所述导向连杆的下端设有安装板,所述电机安装在安装板上,所述钻头通过三爪卡盘与电机输出轴连接。
7.进一步的,所述装夹座下方的弧形槽上设有漏料槽,所述漏料槽的下方设有收集盒,采用漏料槽与收集盒结构,方便收集打孔过程产生的废料。
8.综上所述,本实用新型具有以下有益效果:本实用新型通过设置装夹座,可快速精准的对待打孔的圆柱销装夹定位,并且不会对圆柱销侧壁产生夹痕,通过设置打孔机构,可对圆柱销进行精准打孔,打孔完成后,同时方便圆柱销从装夹座上拆卸下来。
附图说明
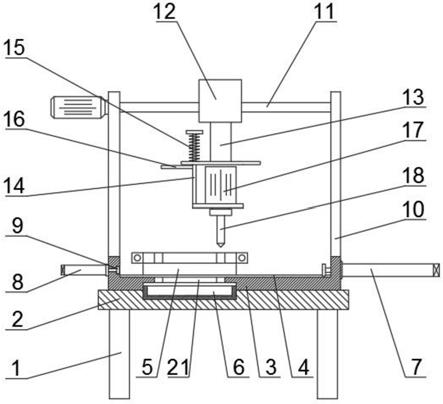
9.图1是本实用新型的整体结构示意图;
10.图2是本实用新型的装夹座部分的结构示意图。
11.图中,1、支脚;2、支撑台面;3、工作台;4、弧形槽;5、装夹座;6、收集盒;7、夹紧气缸;8、推料气缸;9、推料块;10、安装架;11、丝杠;12、滑块;13、连接块;14、导向连杆;15、弹簧;16、压杆;17、电机;18、钻头;19、锁紧耳;20、锁紧螺杆;21、漏料槽;22、形变槽;23、定位孔;51、弧形板。
具体实施方式
12.以下结合附图对本实用新型作进一步详细说明。
13.如图1-2所示,一种带孔销侧孔打孔定位装置,包括支脚1、支撑台面2和工作台3,所述支脚1安装在支撑台面2的底部,所述工作台3安装在支撑台面2上,所述工作台3上设有弧形槽4,所述弧形槽4上设有装夹座5,所述弧形槽4两端设有挡板,其中左端挡板上设有推料气缸8,且左端挡板上设有安装在收纳推料气缸8活塞杆上的推料块9的凹槽,右端挡板上设有夹紧气缸7,所述装夹座5设置在靠近左端挡板的弧形槽4上,所述装夹座5与右端挡板的间距大于待加工销体的长度,所述装夹座5包括两块对称分布在弧形槽4两侧的弧形板51,两块弧形板51内侧面与弧形槽5的底面形成一个完整的弧面,两块弧形板51之间形成形变槽22,所述变形槽22上设有定位孔23,两块弧形板51的两端靠近变形槽22的位置设有锁紧耳19,所述锁紧耳19上设有供锁紧螺杆20穿过的通孔;所述工作台3的两端设有安装架10,所述安装架10上安装有打孔机构。
14.进一步的,所述打孔机构包括丝杠11、滑块12、连接块13、导向连杆14、弹簧15、压杆16、电机17和钻头18,所述丝杠11安装在安装架10上,并与移动电机传动连接,所述滑块12安装在丝杠11上,所述连接块13设置在滑块12的底部,所述导向连杆14上端穿过连接块13下端的凸边、并伸到凸边的上方,位于凸边上方的导向连杆14上套装有弹簧15,导向连杆14的上端设有限位块,所述压杆16设置在连接块13下方的导向连杆14上,所述压杆16可以限制导向连杆14在弹簧15弹力的作用下,其上行的最大位置,所述导向连杆14的下端设有安装板,所述电机17安装在安装板上,所述钻头18通过三爪卡盘与电机17输出轴连接。
15.进一步的,所述装夹座5下方的弧形槽4上设有漏料槽21,所述漏料槽21的下方设有收集盒6,采用漏料槽21与收集盒6结构,方便收集打孔过程产生的废料。
16.工作过程:将待打孔的圆柱销放置在右端的弧形槽内,控制夹紧气缸的活塞杆伸长,推动圆柱销穿过装夹座并与左端挡板抵接定位,通过拧紧锁紧螺杆,挤压两块弧形板相对运动,并对待打孔的圆柱销锁紧,启动打孔电机和移动电机,使钻头对准定位,停止移动电机,然后按压压杆,带动钻头下移对圆柱销进行打孔,导向连杆上端的限位块限制钻头的下行距离,打孔结束后,打孔电机停止转动,松开锁紧螺杆,并控制推料气缸的活塞杆伸出,夹紧气缸的活塞杆收缩,将打孔后的圆柱形推出装夹座,完成整个打孔工作。
17.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
技术特征:
1.一种带孔销侧孔打孔定位装置,包括支脚(1)、支撑台面(2)和工作台(3),所述支脚(1)安装在支撑台面(2)的底部,所述工作台(3)安装在支撑台面(2)上,其特征在于:所述工作台(3)上设有弧形槽(4),所述弧形槽(4)上设有装夹座(5),所述弧形槽(4)两端设有挡板,其中左端挡板上设有推料气缸(8),且左端挡板上设有安装在收纳推料气缸(8)活塞杆上的推料块(9)的凹槽,右端挡板上设有夹紧气缸(7),所述装夹座(5)设置在靠近左端挡板的弧形槽(4)上,所述装夹座(5)与右端挡板的间距大于待加工销体的长度,所述装夹座(5)包括两块对称分布在弧形槽(4)两侧的弧形板(51),两块弧形板(51)内侧面与弧形槽(4)的底面形成一个完整的弧面,两块弧形板(51)之间形成形变槽(22),所述形变槽(22)上设有定位孔(23),两块弧形板(51)的两端靠近形变槽(22)的位置设有锁紧耳(19),所述锁紧耳(19)上设有供锁紧螺杆(20)穿过的通孔;所述工作台(3)的两端设有安装架(10),所述安装架(10)上安装有打孔机构。2.根据权利要求1所述的一种带孔销侧孔打孔定位装置,其特征在于:所述打孔机构包括丝杠(11)、滑块(12)、连接块(13)、导向连杆(14)、弹簧(15)、压杆(16)、电机(17)和钻头(18),所述丝杠(11)安装在安装架(10)上,并与移动电机传动连接,所述滑块(12)安装在丝杠(11)上,所述连接块(13)设置在滑块(12)的底部,所述导向连杆(14)上端穿过连接块(13)下端的凸边、并伸到凸边的上方,位于凸边上方的导向连杆(14)上套装有弹簧(15),导向连杆(14)的上端设有限位块,所述压杆(16)设置在连接块(13)下方的导向连杆(14)上,所述导向连杆(14)的下端设有安装板,所述电机(17)安装在安装板上,所述钻头(18)通过三爪卡盘与电机(17)输出轴连接。3.根据权利要求2所述的一种带孔销侧孔打孔定位装置,其特征在于:所述装夹座(5)下方的弧形槽(4)上设有漏料槽(21),所述漏料槽(21)的下方设有收集盒(6)。
技术总结
本实用公开了一种带孔销侧孔打孔定位装置,包括支脚、支撑台面和工作台,所述工作台上设有弧形槽,所述弧形槽上设有装夹座,所述弧形槽两端设有挡板,其中左端挡板上设有推料气缸,且左端挡板上设有安装在收纳推料气缸活塞杆上的推料块的凹槽,右端挡板上设有夹紧气缸,所述装夹座设置在靠近左端挡板的弧形槽上,所述装夹座与右端挡板的间距大于待加工销体的长度,所述工作台的两端设有安装架,所述安装架上安装有打孔机构;本实用新型通过设置装夹座,可快速精准的对待打孔的圆柱销装夹定位,并且不会对圆柱销侧壁产生夹痕,通过设置打孔机构,可对圆柱销进行精准打孔,打孔完成后,同时方便圆柱销从装夹座上拆卸下来。同时方便圆柱销从装夹座上拆卸下来。同时方便圆柱销从装夹座上拆卸下来。
技术研发人员:陈清杨 杨军
受保护的技术使用者:江西晟金机械股份有限公司
技术研发日:2021.06.21
技术公布日:2022/3/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1