一种轨道移动式钢丝对焊机的制作方法
1.本实用新型涉及焊接设备技术领域,具体涉及一种轨道移动式钢丝对焊机。
背景技术:
2.随着科技的进步,标准件生产用冷墩钢以及轴承钢、弹簧钢等各种性能指标越来越高,生产设备也在不断创新,本实用新型前。在生产冷墩钢材拉拔过程式中,采用的生产工艺为钢丝调直、头部用切割机切平整,用全封切削的方法在钢丝头部300mm长度范围内切削去除直径的3-5mm,或用轧尖设备将头部轧尖来保证能轻松穿过拉丝模孔;再用相关的拨头工具在卷绕机构的作用下完成每一卷钢丝拉拔的起动,材料在拉丝模中压缩到规定尺寸,制成钢丝成品交付标准件生产企业。而整个生产过程中头部的切削要化费2-3小时;由于钢丝切削时支撑力不足不仅切削速度慢还会导致刀具容易损坏,穿模后起始拉拔安全性差;拨模器要克服钢丝在模具孔中的形变的巨大拉拔力;拨模器一旦脱落会有伤人的危险。其生产工艺为:每一卷钢丝除去调直外都必须切头、切削钢丝直径至小于拉丝模孔的直径、穿模、拨模固定后才能拉拔。
技术实现要素:
3.本实用新型的目的在于克服上述不足,提供了一种轨道移动式钢丝对焊机,可改变传统的生产方式直接在线用对焊的方法焊接钢丝,实现钢丝制品拉拔的连续主产。专用于标准件生产用冷墩钢的拉拔和轴承钢、弹簧钢拉拔的钢丝制品生产设备配套作为钢丝卷头、尾焊接,一般钢丝卷在3-5t左右,本实用新型专用于粗直径钢丝的对焊,最大焊接钢丝直径可达40mm,是该领域实现钢丝生产线连续生产的必需设备。
4.本实用新型的目的是这样实现的:
5.一种轨道移动式钢丝对焊机,包括二次挤压式钢丝对焊机和纵横向轨道移动机构,所述纵横向轨道移动机构包括包括底盘架、中滑台和上滑台;所述底盘架包括水平脚、底架、纵向移动轴承轴和推动气缸,所述中滑台包括纵向移动用直线轴承、横向移动减速机电机;横向移动丝杆付和横向移动直线轴承轴;所述上滑台包括横向移动直线轴承和横向移动丝杆活灵;所述底架底部连接水平脚,纵向移动轴承轴连接在底架两端平行的孔内,纵向移动轴承轴与纵向移动用直线轴承组成纵向移动的滑动付,纵向移动的滑动付在推动气缸的作用下实施纵向移动,横向移动直线轴承与横向移动直线轴承轴滑动安装组成横向滑动付,横向移动丝杆活灵与横向移动丝杆付组合在横向移动减速机电机的作用下实施横向移动。
6.优选的,所述底盘架上设有回火位置限位拨杆,当对焊机在工作位置时回火位置限位拨杆拨在左侧为对焊机焊接钢丝的位置;拨向右侧则为对焊机对钢丝焊接点的回火位置。
7.优选的,所述底盘架上设有纵向移动按钮支架,纵向移动按钮支架顶部装有二个按钮,分别控制纵向的前、后移动。
8.优选的,所述二次挤压式对焊机包括钢丝夹具机构、液压系统和所述钢丝焊接运动机构,所述钢丝夹具机构包括左导电夹具、左压板、右导电夹具和右压板,所述液压系统包括内置液压站、压紧液压缸和挤压液压缸,所述左导电夹具、右导电夹具分别与左压板、右压板配对在压紧液压缸的作用下组成左右压紧机构。
9.优选的,所述钢丝焊接运动机构包括直线导轨付、挤压液压机构和电器控制传感器组合,对钢丝端部进行一次焊接和二次挤压。
10.本实用新型的有益效果是:
11.本实用新型可根据工作需要在线对待焊接钢丝进行对焊,专用于标准件生产用冷墩钢的拉拔和轴承钢、弹簧钢等钢丝制品拉拔的生产设备配套作为钢丝卷头、尾焊接,一般钢丝卷在3-5t左右,本实用新型专用于粗直径钢丝的对焊,最大焊接钢丝直径可达40mm,是该领域实现钢丝生产线连续生产的必需设备;
12.采用本实用新型可省去钢线头部的切削和穿模、拨模工序;在钢丝调直设备和钢丝拉设备中间位置放置本实用新型;利用本实用新型将钢丝的头尾二端对焊在一起;其尾端的钢丝卷在拉丝模中,用角向磨光机磨去焊接处废边回火后即可拉拔,极大地减轻了操作工的劳动强度;提高工作效率,也提高了材料的成品率(原生产方式中切削穿模的一段是废料)。
附图说明
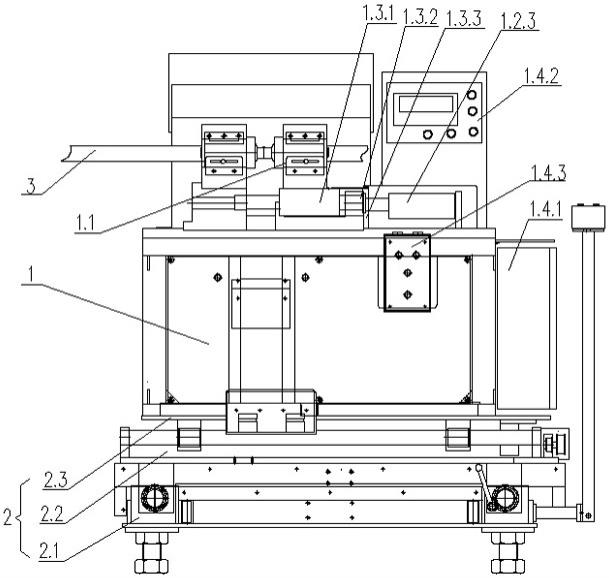
13.图1为本实用新型的结构示意图。
14.图2为图1的左视图。
15.图3为图1的右视图。
16.图4为本实用新型与钢丝调直设备、钢丝拉丝设备的位置分布示意图。
17.其中:二次挤压式钢丝对焊机1;钢丝夹具机构1.1;左导电夹具1.1.1;左压板1.1.2;右导电夹具1.1.3;右压板1.1.4;中心轴1.1.5;液压系统1.2;内置液压站1.2.1;压紧液压缸1.2.2;挤压液压缸1.2.3;钢丝焊接运动机构1.3;直线导轨付1.3.1;挤压液压机构1.3.2;电器控制传感器组合1.3.3;对焊机电器控制系统1.4;主电器箱1.4.1;显示器电气箱1.4.2;操作按钮盒1.4.3;焊接变压器1.4.4;起升脚踏开关1.4.5;纵横向轨道移动机构2;底盘架2.1;水平脚2.1.1;底架2.1.2;回火位置限位拨杆2.1.3;可伸缩防护罩2.1.4;纵向移动轴承轴2.1.5;纵向移动按钮支架2.1.6;推动气缸2.1.7;电源电器箱2.1.8;电缆拖链2.1.9;中滑台2.2;纵向移动用直线轴承2.2.1;横向移动减速机电机2.2.2;横向移动丝杆付2.2.3;横向移动直线轴承轴2.2.4;左右移动按钮2.2.5;上滑台2.3;横向移动直线轴承2.3.1;横向移动丝杆活灵2.3.2;钢丝3;钢丝调直设备4;钢丝拉丝设备5。
具体实施方式
18.参见图1-4,本实用新型涉及一种轨道移动式钢丝对焊机,它设置在钢丝调直设备4和钢丝拉丝设备5之间,包括二次挤压式钢丝对焊机1和纵横向轨道移动机构2。
19.如图1,所述纵横向轨道移动机构2,包括底盘架2.1、中滑台2.2和上滑台2.3。如图2,所述底盘架2.1包括水平脚2.1.1、底架2.1.2、回火位置限位拨杆2.1.3、可伸缩防护罩2.1.4、纵向移动轴承轴2.1.5、纵向移动按钮支架2.1.6、推动气缸2.1.7、电源电器箱2.1.8
和电缆拖链2.1.9。如图3,所述中滑台2.2包括纵向移动用直线轴承2.2.1、横向移动减速机电机2.2.2、横向移动丝杆付2.2.3、横向移动直线轴承轴2.2.4和左右移动按钮2.2.5。
20.底盘架2.1底部螺纹连接四个水平脚2.1.1供调节水平高度使用,纵向移动轴承轴2.1.5连接在底架2.1.2二端平行的孔内与安在中滑台2.2上的纵向移动用直线轴承2.2.1组成纵向移动的滑动付,在推动气缸2.1.7的作用下实施纵向移动。纵向移动按钮支架2.1.6与底架2.1.2用螺钉连接,纵向移动按钮支架2.1.6顶部装有二个按钮,分别控制纵向的前、后移动。当对焊机在工作位置时回火位置限位拨杆2.1.3拨在左侧为对焊机焊接钢丝的位置;拨向右侧则为对焊机对钢丝焊接点的回火位置。可伸缩防护罩2.1.4分别与底盘架2.1和中滑台2.2连接,当对焊机在待机状态时,退出焊接工作区,由推动气缸2.1.7拉回到起始点。以便调直设备和拉丝设备工作。供电电源接入电源电器箱2.1.8,电源电器箱2.1.8外侧连接电缆拖链2.1.9;电源及部分控制线通过电缆拖链2.1.9进入对焊机主电器箱1.4.1,供整机用电。
21.所述上滑台2.3包括横向移动直线轴承2.3.1和横向移动丝杆活灵2.3.2;横向移动直线轴承2.3.1共四件与连接中滑台2.2上的横向移动直线轴承轴2.2.4滑动安装组成横向滑动付,横向移动丝杆活灵2.3.2与安装在中滑台2.2上的横向移动丝杆付2.3.1组合在横向移动减速机电机2.2.2的作用下实施横向移动。在上滑台2.3的平台面上安装有二次挤压式钢丝对焊机1。
22.所述二次挤压式对焊机1包括钢丝夹具机构1.1、液压系统1.2、钢丝焊接运动机构1.3和对焊机电器控制系统1.4。
23.所述钢丝夹具机构1.1包括左导电夹具1.1.1、右导电夹具1.1.3,分别与左压板1.1.2、右压板1.1.4配对在压紧液压缸1.2.2的作用下组成左右压紧机构。左导电夹具1.1.1与左压板1.1.2;右导电夹具1.1.3与右压板1.14分别由二根中心轴1.1.5铰接;在导电夹具与压板尾部铰接的压紧液压缸1.2.2作用下,压紧和松开要焊接的钢丝3头部。
24.所述液压系统1.2包括内置液压站1.2.1、压紧液压缸1.2.2和挤压液压缸1.2.3。在控制电器程序的控制下,实行对焊机钢丝夹紧和松开以及焊接过程中的运动。
25.所述钢丝焊接运动机构1.3主要指钢丝二端在焊接过程中的一次焊接和二次挤压的运动机构。所述钢丝焊接运动机构1.3包括直线导轨付1.3.1、挤压液压机构1.3.2和电器控制传感器组合1.3.3,组成精确的焊接所需的多个运动,保证钢丝可靠的焊接质量。
26.所述对焊机电器控制系统1.4由主电器箱1.4.1包括微机等到控制器,显示器电气箱1.4.2上面安装有参数输入设置屏、信号指示灯和温度显示屏;操作按钮盒1.4.3包括焊接、回火、左右移动等到按钮;焊接变压器1.4.4、起升脚踏开关1.4.5与电器控制传感器组合1.3.3等组成的焊接控制系统。
27.一种轨道移动式钢丝对焊机工作方法是这样的:当整卷钢丝拉拔到尾部接近对焊机焊接工作区时;拉丝机停车,按下纵向移动按钮支架2.1.6上的按钮,在推动气缸2.1.7的作用下让对焊机从待机位置进入工作作位置,利用横向移动按钮调整适合钢丝对焊时的位置,踩下右侧脚踏开关压紧钢丝尾部端头;另一卷钢丝进入钢丝调直设备,将调直设备中的钢丝卷头部送入对焊机左侧钢丝导电夹具中并且保证与前一卷钢丝尾部端头可靠接触,踩下左侧脚踏开关压紧另一卷钢丝的端头,按下焊接按钮,控制程序输出与钢丝焊接所匹配的低电压大电流加在钢丝头部地端,使二端头迅速发热熔接在一起,同时二次挤压程序输
出,焊接运动机构继续向前挤压,在钢丝焊接点挤压结实的同时夹具前端的刀头将多余的废渣去除,松开左右焊接夹具,把对焊机退回待机位置;用角向磨光机打磨去余废边,利用纵向移动按钮把对焊机移动到钢丝回火位置;夹紧打磨好的钢丝,按下回火按钮对钢丝焊接回火(程序控制),回火结束,让对焊机退回待机位置,整个钢丝焊接过程结束,钢线生产线可起动拉拔。
28.除上述实施例外,本实用新型还包括有其他实施方式,凡采用等同变换或者等效替换方式形成的技术方案,均应落入本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1