一种润滑油自动加注式无缝钢管冷拔机的制作方法
1.本技术涉及无缝钢管冷拔技术的领域,尤其是涉及一种润滑油自动加注式无缝钢管冷拔机。
背景技术:
2.目前无缝钢管的生产从管坯开始需要经过酸洗、冷拔、热处理、校直。检验等步骤的处理,其中冷拔工序中常用设备为冷拔机,对毛坯钢管施加拉应力,将无缝钢管拔制成所需壁厚的钢管。
3.参照图1,一般的冷拔机包括拉模座1、送料装置2和拉拔装置3,拉模座1固设在水平地面上,送料装置2和拉拔装置3分别位于拉模座1两侧,送料装置2将无缝钢管4一端插入拉模座1的模孔内,之后利用拉拔装置3夹持无缝钢管4进行冷拔,冷拔前需要操作员手工先在无缝钢管4外侧涂抹润滑油,以减轻冷拔过程中对无缝钢管4和拉模座1的磨损情况。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:无缝钢管数量多,手动涂抹润滑油的方式费时费力,导致整个冷拔工序的工作效率低。
技术实现要素:
5.为了提高无缝钢管冷拔工序的工作效率,本技术提供一种润滑油自动加注式无缝钢管冷拔机。
6.本技术提供的一种润滑油自动加注式无缝钢管冷拔机采用如下的技术方案:
7.一种润滑油自动加注式无缝钢管冷拔机,包括拉模座、送料装置和拉拔装置,送料装置和拉拔装置分别固定设置在拉模座的两侧,所述拉模座的模孔入口处设置有润滑油加注装置,润滑油加注装置包括油壶和内部设有空腔的涂抹环,涂抹环与拉模座可拆卸连接,无缝钢管一端穿过涂抹环后插入拉模座的模孔入口内,涂抹环与无缝钢管抵接的内环侧壁开设有通槽,通槽两端连通,涂抹环空腔内的润滑油穿过通槽涂抹在无缝钢管外侧,油壶与涂抹环固定连接且连通。
8.通过采用上述技术方案,由于油壶和涂抹环连通,油壶内的润滑油滴加至涂抹环内,油壶为润滑油进行上料,由于无缝钢管一端穿过涂抹环后插入拉模座的模孔入口内,润滑油穿过涂抹环的通槽抵接在无缝钢管外侧壁上,实现了对无缝钢管外侧润滑油的涂抹,随着无缝钢管的移动,润滑油的涂抹面也随之发生改变,并将整个无缝钢管外侧壁均涂抹上润滑油;通过油壶和涂抹环的设置,缩减了手动涂抹润滑油的工序,节省了涂抹时间,同时节约了劳动资源,达到提高了整个冷拔工序工作效率的目的。
9.可选的,所述涂抹环的通槽处固定设置有环形毛刷,环形毛刷覆盖通槽,环形毛刷将穿过通槽的润滑油涂抹在无缝钢管侧壁处。
10.通过采用上述技术方案,由于环形毛刷设置在涂抹环的通槽处,润滑油经环形毛刷被涂抹在无缝钢管外侧壁处,提高了无缝钢管外侧润滑油涂抹的均匀程度,提高无缝钢管外侧润滑油的涂抹效果。
11.可选的,所述涂抹环与拉模座之间设置有安装组件,安装组件包括支撑架和安装块,支撑架与拉模座固定连接,支撑架上开设有安装槽,安装块与涂抹环固定连接,安装块与安装槽插接配合。
12.通过采用上述技术方案,支撑架为涂抹环提供支撑,由于安装块与涂抹环固定连接,移动安装块插入安装槽内,实现了涂抹环与拉模座之间的可拆卸连接,同时提高了安装涂抹环的便捷性。
13.可选的,所述安装块与支撑架之间设置有锁定螺栓,锁定螺栓一端穿过支撑架后与安装块螺纹连接,安装块为燕尾块。
14.通过采用上述技术方案,转动锁定螺栓,使锁定螺栓一端穿过支撑架后与安装块螺纹连接,实现了安装块和支撑架之间的可拆卸固定连接,提高了锁定安装块位置的便捷性;由于安装块为燕尾块,安装块和安装槽的配合,使安装块和支撑架之间的连接更加稳定。
15.可选的,所述涂抹环与油壶之间设置有加注管,加注管一端与涂抹环顶端固定连接且连通,另一端与油壶固定连接且连通。
16.通过采用上述技术方案,利用加注管来实现涂抹环与油壶之间的连接和连通,使油壶位于远离涂抹环的位置,方便后续对油壶的补料。
17.可选的,所述加注管靠近涂抹环一端固定设置有启闭阀,启闭阀控制加注管内润滑油的流动。
18.通过采用上述技术方案,由于加注管靠近涂抹环一端处设置启闭阀,利用启闭阀控制加注管的通断,在不进行冷拔操作时,关停启闭阀,阻断油壶内润滑油流向涂抹环,减少润滑油的浪费;同时由于启闭阀靠近涂抹环,在关闭启闭阀的同时,加注管位于启闭阀靠近油壶一侧的润滑油被封堵住,减少关停启闭阀后再流入涂抹环的量。
19.可选的,所述涂抹环下方设置有接油槽,接油槽与拉模座固定连接。
20.通过采用上述技术方案,涂抹环上过剩的润滑油会在重力的作用下坠落,利用接油槽来承接坠落的润滑油,减少润滑油滴落在地面而产生的污染,同时对滴落的润滑油进行收集回用,提高了润滑油的使用率。
21.可选的,所述接油槽底壁的四周向中间位置倾斜向下设置,且接油槽底部中间位置固定连接且连通有收集管。
22.通过采用上述技术方案,由于接油槽底壁四周向中间倾斜向下设置,接油槽内的润滑油在重力作用下,沿接油槽底壁滑至收集管内,提高了收集接油槽内润滑油的便捷性,省时省力。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过油壶和涂抹环的设置,缩减了手动涂抹润滑油的工序,节省了涂抹时间,同时节约了劳动资源,达到提高了整个冷拔工序工作效率的目的;
25.2.通过环形毛刷的设置,润滑油经环形毛刷被涂抹在无缝钢管外侧壁处,提高了无缝钢管外侧润滑油涂抹的均匀程度,提高无缝钢管外侧润滑油的涂抹效果;
26.3.通过接油槽的设置,利用接油槽来承接坠落的润滑油,减少润滑油滴落在地面而产生的污染,同时对滴落的润滑油进行收集回用,提高了润滑油的使用率。
附图说明
27.图1是本技术背景技术中冷拔机的结构示意图;
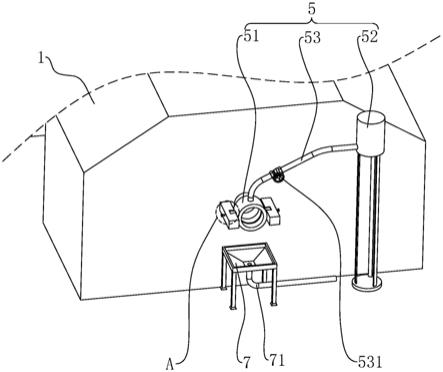
28.图2是本技术实施例中润滑油加注装置位于冷拔机内位置的结构示意图;
29.图3是本技术实施例中润滑油加注装置的结构示意图;
30.图4是本技术附图3中a部分的局部放大示意图;
31.图5是本技术实施例中润滑油加注装置的剖面示意图。
32.附图标记说明:1、拉模座;2、送料装置;3、拉拔装置;4、无缝钢管;5、润滑油加注装置;51、涂抹环;511、通槽;512、环形毛刷;52、油壶;53、加注管;531、启闭阀;6、安装组件;61、支撑架;611、支撑杆;612、安装槽;62、安装块;63、锁定螺栓;7、接油槽;71、收集管。
具体实施方式
33.以下结合附图2-5对本技术作进一步详细说明。
34.本技术实施例公开一种润滑油自动加注式无缝钢管冷拔机。参照图2和图3,一种润滑油自动加注式无缝钢管冷拔机包括拉模座1及分别位于拉模座1两侧的送料装置2和拉拔装置3,送料装置2靠近拉模座1的模孔入口处,送料装置2与拉模座1之间设置有润滑油加注装置5,润滑油加注装置5下方设置有接油槽7。在利用冷拔机对无缝钢管4进行冷拔操作时,先利用送料装置2将无缝钢管4一端送入拉模座1的模孔入口处,同时利用润滑油加注装置5将润滑油涂抹在无缝钢管4外侧,并利用接油槽7收集滴落的润滑油。
35.参照图2和图3,润滑油加注装置5包括涂抹环51、油壶52和加注管53,涂抹环51套设在无缝钢管4外侧,且涂抹环51可拆卸设置在拉模座1靠近送料装置2的侧壁处,油壶52远离无缝钢管4悬空设置在地面上,油壶52的高度高于涂抹环51高度,油壶52底部设置支撑油壶52的支撑座,加注管53设置在油壶52和涂抹环51之间,加注管53两端分别与油壶52底端和涂抹环51顶部固定连接且连通。
36.参照图3和图4,涂抹环51为竖直设置的圆环状,涂抹环51连接有安装组件6,涂抹环51内部沿周向开设空腔,参照图5,涂抹环51的内环侧壁沿涂抹环51的内环周向开设有通槽511,通槽511贯穿空腔内壁,通槽511两端连通,通槽511处覆盖设置有环形毛刷512,环形毛刷512固定设置在通槽511位置。
37.送料装置2带动无缝钢管4逐渐靠近拉模座1,无缝钢管4一端先穿过涂抹环51后插入拉模座1的模孔入口,无缝钢管4穿过涂抹环51时环形毛刷512与无缝钢管4外侧壁抵接,涂抹环51空腔内的润滑油沿着环形毛刷被涂抹在无缝钢管4外侧,缩减了手动涂抹润滑油的工序,节省了涂抹时间,同时节约了劳动资源,达到提高了整个冷拔工序工作效率的目的。
38.参照图4,安装组件6包括支撑架61、安装块62和锁定螺栓63,支撑架61与拉模座1侧壁固定连接,安装块62竖直设置有两个,两个安装块62分别设置在涂抹环51外侧沿水平方向对称的两端,两个安装块62均与涂抹环51固定连接,两个安装块62均与支撑架61之间通过锁定螺栓63进行固定连接。
39.参照图4和图5,支撑架61包括两个水平设置且位于同一高度的支撑杆611,支撑杆611垂直于拉模座1侧壁设置,两个支撑杆611分别位于涂抹环51两侧,两个支撑杆611相互靠近的两侧均开设有安装槽612,安装槽612贯穿支撑杆611顶端,安装槽612为竖直设置的
燕尾槽,两个安装槽612分别与涂抹环51两侧的两个安装块62插接配合,锁定螺栓63一端穿过支撑杆611后与安装块62螺纹连接。
40.在安装涂抹环51时,移动涂抹环51靠近支撑架61顶端,并使涂抹环51插在两个在支撑杆611之间区域,涂抹环51带动两个安装块62分别从支撑杆611顶端插入两个安装槽612内,直到安装块62底端与安装槽612底端侧壁抵接,然后分别旋转两个锁定螺栓63,使锁定螺栓63一端穿过支撑杆611后与安装块62螺纹连接,涂抹环51工作位置被锁定;若后期无缝钢管4的直径发生变化,将涂抹环51拆卸更换为符合变化后无缝钢管4的直径,实用性高。
41.参照图3和图5,加注管53为硬管,加注管53靠近涂抹环51一端设置有启闭阀531,启闭阀531与加注管53固定连接,启闭阀531可采用控制液体流动的球阀。在开始润滑油涂抹工作时,打开启闭阀531,油壶52内的润滑油经加注管53流向涂抹环51空腔内,在冷拔操作结束后,关闭启闭阀531,停止润滑油向涂抹环51内的流入。
42.参照图3和图5,接油槽7水平设置在涂抹环51安装位置的正下方,接油槽7的面积可以沿竖直方向向上覆盖涂抹环51,接油槽7顶端为开口结构,接油槽7底端四周向中间位置倾斜设置,且接油槽7底端中间位置连接有收集管71,收集管71一端与接油槽7底端固定连接且连通,另一端连接润滑油收集处。
43.从涂抹环51处滴落的润滑油在重力作用下落至接油槽7顶端内,之后润滑油烟接油槽7底壁向接油槽7底端中间位置滑动,直到落入收集管71内进行收集,减少了润滑油的浪费,回收后对润滑油重新利用。
44.本技术实施例一种润滑油自动加注式无缝钢管冷拔机的实施原理为:在利用冷拔机对无缝钢管4进行冷拔操作时,先利用安装组件6将涂抹环51安装在拉模座1侧壁处,然后打开启闭阀531开始在涂抹环51内注入润滑油,使涂抹环51与拉模座1的模孔入口对齐,然后启动冷拔机,送料装置2将无缝钢管4送至拉磨座处,无缝钢管4一端穿过涂抹环51后插入拉模座1的模孔入口,在无缝钢管4到达涂抹环51时,涂抹环51内侧的环形毛刷512将涂抹环51空腔的润滑油涂抹在无缝钢管4外侧,辅助无缝钢管4冷拔操作地顺利进行。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1