一种冲压模具的制作方法
1.本实用新型涉及汽车模具的技术领域,更具体地,涉及一种冲压模具。
背景技术:
2.随着模具技术的发展,各汽车冲压厂采用模具刃口优化、压料面积减少及更改维保方式等减少修边碎屑/异物对冲压板件品质的影响,但刃口的老化及模具洁净度等难以精准判定,品质问题消除难度大。汽车冲压件品质的优化将成为重要的课题。
3.在汽车冲压件的冲压工艺中,汽车冲压件成型大致需要经过落料、拉延、修边、冲孔、整形及翻边等工艺,其中,在修边工艺中,因模具刀口老化磨损或模具洁净度不达标时,修边时可能产生碎屑掉落在模具型面上,在下次冲压时碎屑会造成板件表面缺陷,而通过人工作业对碎屑进行清理的话,对作业效率影响较大,同时会存在一定的安全隐患。
4.在公开号为cn210231245u的中国专利中,公开了一种方便清洁的汽车冲压模具,通过设置包括清扫刷毛的清扫棍对模具腔体进行清洁,该技术方案的结构复杂,在实际生产中会产生额外的作业动作和作业工时,对生产节拍产生较大影响,无法满足汽车生产企业对于生产节拍的需求,降低了汽车生产线的生产效率。
技术实现要素:
5.本实用新型为克服上述现有技术中,汽车冲压件冲压成型时残留碎屑导致品质不良的问题,提供一种冲压模具。
6.为解决上述技术问题,本实用新型采用的技术方案是:一种冲压模具,包括下模具、上模具以及安装在上模具上的修边刀,所述下模具旁靠近修边刀的位置设有侧围模具,所述侧围模具上安装有用于对所述修边刀的加工部位实施吹气的吹气装置,所述上模具中设有用于压紧冲压件的压料板。
7.在本技术方案中,设置在侧围模具上正对修边刀加工部位的吹气装置可以在冲压件完成冲压修边动作后立即对冲压件的加工面实施吹气作业,利用高压空气将修边后因模具刀口老化磨损或模具洁净度不达标时产生的碎屑吹走,在保证冲压件工艺品质的同时降低作业节拍,提高工作效率。
8.优选地,所述吹气装置包括设于侧围模具上的喷气嘴、连接气管以及用于连接气源的快速气管接头,所述连接气管的两端分别与所述喷气嘴和所述快速气管接头相连接。
9.优选地,所述侧围模具上安装有用于固定所述连接气管的固定卡件,所述固定卡件螺钉连接在所述侧围模具上,所述固定卡件设有用于螺钉通过的安装通孔,所述侧围模具上设有与安装通孔相配合的螺丝安装孔。在本技术方案中,固定卡件使连接气管固定在侧围模具上。
10.优选地,所述喷气嘴设有用于连接所述连接气管的内螺纹,所述连接气管的一端设有用于连接所述喷气嘴的外螺纹。
11.优选地,所述连接气管为硬质管道。在本技术方案中,硬质管道可以防止高压气体
在通过时管道发生变形,避免管道变形导致缠绕至其他部件上的情况。
12.优选地,所述压料板安装设置在所述上模具的底部。在本技术方案中,上模具通过压料板将冲压件按压在下模具上,以便进行修边作业。
13.优选地,所述连接气管与所述快速气管接头焊接且相连通。
14.优选地,所述快速气管接头通过接头与连接气源的管道可拆卸连接。在本技术方案中,所述连接气管通过所述快速接头可以实现可拆卸连接,方便对部件进行维修保养。
15.优选地,所述连接气管设有弯曲结构。
16.优选地,所述修边刀设有用于避免与所述吹气装置发生干涉的避空结构。
17.与现有技术相比,本实用新型的有益效果是:通过设置在下模具上的吹气装置在冲压件完成冲压修边动作后立即对冲压件的加工面实施吹气作业,利用高压空气将修边后因模具刀口老化磨损或模具洁净度不达标时产生的碎屑吹走,在保证冲压件工艺品质的同时降低作业节拍,提高工作效率。
附图说明
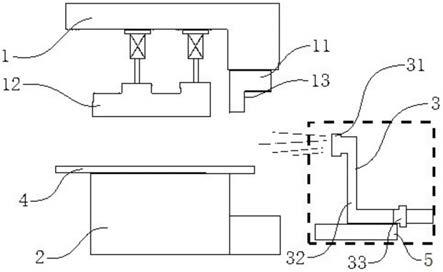
18.图1是本实用新型一种冲压模具的结构示意图。
19.附图标注说明:
20.1-上模具,11-修边刀,12-压料板,13-避空结构,2-下模具,3-吹气装置, 31-喷气嘴,32-连接气管,33-快速气管接头,4-冲压件,5-侧位模具。
具体实施方式
21.附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。附图中描述位置关系仅用于示例性说明,不能理解为对本专利的限制。
22.本实用新型实施例的附图中相同或相似的标号对应相同或相似的部件;在本实用新型的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”“长”“短”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
23.下面通过具体实施例,并结合附图,对本实用新型的技术方案作进一步的具体描述:
24.实施例1
25.如图1所示,一种冲压模具,包括下模具2、上模具1以及安装在上模具1 上的修边刀11,下模具2旁靠近修边刀11的位置设有侧围模具5,侧围模具5 上安装有用于对所述修边刀11的加工部位实施吹气的吹气装置3,所述上模具 1中设有用于压紧冲压件的压料板12。
26.在本实施例中,设置在侧围模具5正对修边刀11加工部位的吹气装置3可以在冲压件4完成冲压修边动作后立即对冲压件4的加工面实施吹气作业,利用高压空气将修边后因
模具刀口老化磨损或模具洁净度不达标时产生的碎屑吹走,在保证冲压件4工艺品质的同时降低作业节拍,提高工作效率。
27.其中,吹气装置3包括设于侧围模具5上的喷气嘴31、连接气管32以及用于连接气源的快速气管接头33,连接气管32的两端分别与喷气嘴31和快速气管接头33相连接。
28.另外,侧围模具5上安装有用于固定连接气管32的固定卡件,固定卡件螺钉连接在侧围模具5上,固定卡件设有用于螺钉通过的安装通孔,侧围模具5 上设有与安装通孔相配合的螺丝安装孔。在本技术方案中,固定卡件使连接气管32固定在侧围模具5上。
29.其中,喷气嘴31设有用于与连接气管32相连接的内螺纹,连接气管32的一端设有用于连接喷气嘴31的外螺纹。
30.另外,连接气管32为硬质管道。在本技术方案中,硬质管道可以防止高压气体在通过时管道发生变形,避免管道变形导致缠绕至其他部件上的情况。
31.其中,压料板安装设置在上模具1的底部。在本技术方案中,上模具1通过压料板12将冲压件4按压在下模具2上,以便进行修边作业。
32.另外,连接气管32与快速气管接头33焊接且相连接。
33.其中,快速气管接头33通过接头与连接气源的管道可拆卸连接。在本技术方案中,连接气管32通过快速接头可以实现可拆卸连接,方便对部件进行维修保养。
34.另外,连接气管32设有弯曲结构。
35.其中,修边刀11设有用于避免与吹气装置3发生干涉的避空结构13。显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1