一种含有氧化铝铜的适于汽车减震器的电极工装的制作方法
1.本实用新型属于汽车减震器技术领域,具体涉及一种含有氧化铝铜的适于汽车减震器的电极工装。
背景技术:
2.汽车的减震器主要用来抑制弹簧吸震后反弹时的震荡以及来自路面对汽车的冲击,在汽车减震器制作过程中,许多减震器的支耳零件需要焊接电极工装,通过电极工装与汽车底盘的其他零部件进行连接,用以固定如刹车制动管等线路管线。
3.现有的过程通常是使用电阻焊将电极工装与钢板冲压成型的支耳进行焊接,电阻焊是使工件处在一定电极压力作用下并利用电流通过工件时所产生的电阻热将两工件之间的接触表面熔化而实现连接的焊接方法。因此应该选择更加合理的材料制作电极工装,提高电极工装的导电率,减少在焊接过程中由于高温形成合金,破坏焊接表面的问题,以及避免出现严重的焊接发黑和火花及焊豆飞溅等,造成成品不良的现象。
4.发明人在实际使用过程中发现,这些现有技术至少存在以下技术问题:
5.现有的汽车减震器的电极工装通常由紫铜、铬锆铜材质制成,由于紫铜材料的硬度较低,虽然铬锆铜常温下硬度较高,但是在500度左右硬度值开始急遽下降,电极工装在电阻焊接过程中软化对成品的质量有很大的影响,特别是在焊接有镀锌层的电极工装时,电极工装镀层中的锌、镍等活泼元素与铜发生合金化,造成焊接表面被迅速破坏,出现粘电极和电极杂质粘附,需要进行打磨和修理,磨损严重会造成电极工装寿命减短,需要经常更换电极工装,浪费时间和金钱。
技术实现要素:
6.针对现有技术中存在的电极工装软化,电极工装焊接过程中造成焊接表面被迅速破坏,出现粘电极和电极杂质粘附,需要进行打磨和修理,磨损严重会造成电极工装寿命减短,需要经常更换电极工装,浪费时间和金钱的问题,本实用新型提出了一种含有氧化铝铜的适于汽车减震器的电极工装,其目的为:提高电极工装的导电率,减少焊接过程中锌、镍金属与铜在高温过程中形成合金,避免焊接表面被破坏,以及严重的焊接发黑和火花及焊豆飞溅等不良品现象发生,并且有效降低电极与工件严重粘粘和电极杂质粘附,减少打磨修理频次,提高使用寿命,降低制造成本,提升焊接工作效率。
7.为实现上述目的本实用新型所采用的技术方案是:提供一种含有氧化铝铜的适于汽车减震器的电极工装,包括焊接面、固定面和工装体,所述工装体包括焊接体和固定体,所述焊接体的一端为焊接面,另一端与固定体同体连接,所述固定体的另一端为固定面,所述焊接面的材料为氧化铝铜。
8.本实用新型所述的同体连接指的是两个同体连接的工体为一体进行制造。
9.较优的,本实用新型所述工装体的材料为氧化铝铜。
10.较优的,本实用新型所述焊接体与所述固定体为同轴线的圆柱体,所述焊接体的
直径小于固定体的直径,所述焊接体与汽车减震器的支耳连接,所述固定体与汽车底盘的零部件连接,所述零部件包括刹车制动管。
11.较优的,本实用新型所述固定面上设置有圆孔,所述圆孔的圆心在固定体的轴线上,所述圆孔沿着轴线向焊接体方向有延伸,延伸后形成第一通孔,所述第一通孔设置有用于与汽车底盘的零部件进行连接的螺纹。
12.较优的,本实用新型所述焊接体包括焊接基柱和焊接帽,所述焊接帽的一端为焊接面,所述焊接帽的另一端通过螺纹与焊接基柱连接,所述焊接基柱与固定体同体连接。
13.较优的,本实用新型所述焊接帽的材料为氧化铝铜,同体连接的焊接基柱和固定体的材料为紫铜或铬锆铜。
14.较优的,本实用新型所述焊接体与所述固定体为同轴线的圆柱体,所述焊接体的直径小于固定体的直径,焊接帽与汽车减震器的支耳连接,所述固定体与汽车底盘的零部件连接,所述零部件包括刹车制动管。
15.较优的,本实用新型所述焊接帽包括头部和螺杆,所述焊接基柱设置有配合螺杆的第二通孔,所述螺杆与第二通过通过螺纹进行固定连接。
16.较优的,本实用新型所述固定面上设置有圆孔,所述圆孔的圆心在固定体的轴线上,所述圆孔沿着轴线向焊接体方向有延伸,延伸后形成第一通孔,所述第一通孔设置有用于与汽车底盘的零部件进行连接的螺纹。
17.较优的,本实用新型所述第一通孔与第二通孔在同一条轴线上。
18.相比现有技术,本实用新型的技术方案具有如下优点/有益效果:
19.1、本实用新型通过采用氧化铝铜作为焊接材料,提高电极工装的导电率,减少焊接过程中锌、镍金属与铜在高温过程中形成合金,避免焊接表面被破坏,以及严重的焊接发黑和火花及焊豆飞溅等不良品现象发生。
20.2、并且采用氧化铝铜作为减震器支耳零件的焊接材料,可以有效降低电极与工件严重粘粘和电极杂质粘附,减少打磨修理频次,提高使用寿命,降低制造成本,提升焊接工作效率。
附图说明
21.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
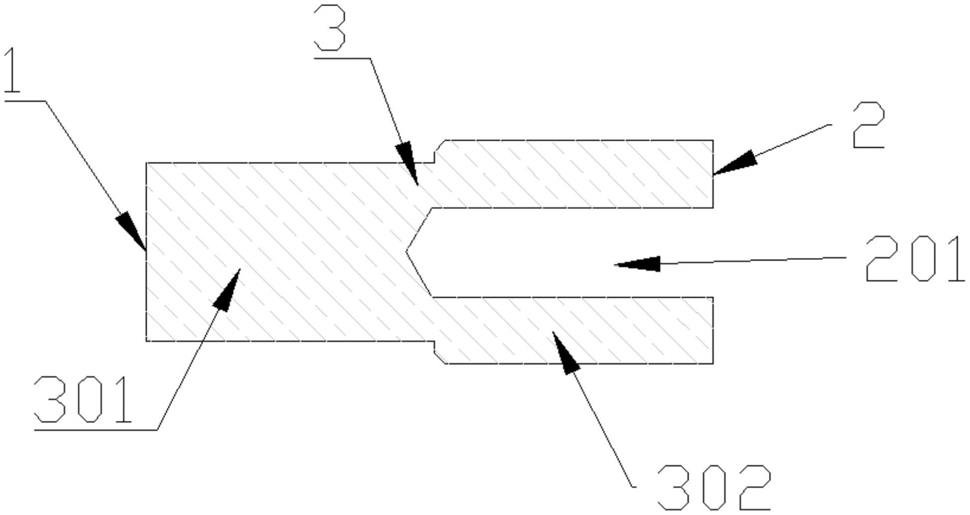
22.图1是本实用新型一种含有氧化铝铜的适于汽车减震器的电极工装的结构示意图。
23.图2是本实用新型实施例2的结构示意图。
24.图3是图2中焊接基柱和固定体通体的结构示意图。
25.图4是图2中焊接帽的结构示意图。
26.图中标记分别为:1、焊接面;2、固定面;201、第一通孔;3、工装体;301、焊接体;302、固定体;4、焊接基柱;5、焊接帽;401、第二通孔;501、头部;502、螺杆。
具体实施方式
27.为使本实用新型目的、技术方案和优点更加清楚,下面对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型的一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。因此,以下提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。
28.实施例1:如图1所示:
29.本实用新型公开了一种含有氧化铝铜的适于汽车减震器的电极工装,包括焊接面1、固定面2和工装体3,所述工装体3包括焊接体301和固定体302,所述焊接体301的一端为焊接面1,另一端与固定体302同体连接,所述固定体302的另一端为固定面2,所述焊接面1的材料为氧化铝铜。所述焊接体301与所述固定体302为同轴线的圆柱体,所述焊接体301的直径小于固定体302的直径,所述焊接面1与汽车减震器的支耳连接,所述固定体302与汽车底盘的零部件连接,例如与刹车制动管等线路管线连接。所述工装体3的材料为氧化铝铜。所述固定面2上设置有圆孔,所述圆孔的圆心在固定体302的轴线上,所述圆孔沿着轴线向焊接体301方向有延伸,延伸后形成第一通孔201,所述第一通孔201设置有用于与汽车底盘的零部件进行连接的螺纹。
30.图1位电极工装的截面示意图,从附图中可以看出,本实用新型第一通孔的深处有圆锥形的凹部,这是由于电极工装在生产过程中,通过带尖的电转头制造第一通孔,这样制造既快捷也方便,因此形成的第一通孔深处会存在一个凹部,这并不影响第一通孔与汽车零部件之间的连接。本实用新型固定体的直径大于焊接体,固定体内部有第一通孔,因此增加固定体的直径使整个电极工装更加稳固。本实用新型所述的同体连接指的是焊接体301和固定体302是同为一个工装体3的两部分,这样为了使焊接面1的材料为氧化铝铜,整个工装体3设置为氧化铝铜材料,方便工业上大规模地生产和制造,氧化铝铜和铬锆铜的性能对比如表1所示:
31.名称化学分子式硬度导电率%iacs软化温度℃价格铬锆铜crzrcu>75hrb≥75%≥500低于氧化铝铜氧化铝铜al2o3cu>80hrb≥85%iacs≥930高与铬锆铜
32.表1:铬锆铜和氧化铝铜各性能对比表
33.从表中可以看出,新的电极工装采用氧化铝铜制造后,提高了焊接电极的导电率,并且氧化铝铜的硬度也比铬锆铜高,软化温度大于铬锆铜,在电阻焊的高温焊接条件下,氧化铝铜相对于铬锆铜更加稳定。
34.实施例2:如图2、图3和图4所示:
35.本实用新型提供了一种含有氧化铝铜的适于汽车减震器的电极工装,包括焊接面1、固定面2和工装体3,所述工装体3包括焊接体301和固定体302,所述焊接体301的一端为焊接面1,另一端与固定体302同体连接,所述固定体302的另一端为固定面2,所述焊接面1的材料为氧化铝铜。所述焊接体301包括焊接基柱4和焊接帽5,所述焊接帽5的一端为焊接面1,所述焊接帽5的另一端通过螺纹与焊接基柱4连接,所述焊接基柱4与固定体302同体连接。所述焊接帽5的材料为氧化铝铜,同体连接的焊接基柱4和固定体302的材料为紫铜或铬
锆铜。所述焊接体301与所述固定体302为同轴线的圆柱体,所述焊接体301的直径小于固定体302的直径,焊接帽5与汽车减震器的支耳连接,所述固定体302与汽车底盘的零部件连接,例如与刹车制动管等线路管线连接。所述焊接帽5包括头部和螺杆,所述焊接基柱4设置有配合螺杆的第二通孔401,所述螺杆与第二通过通过螺纹进行固定连接。所述固定面2上设置有圆孔,所述圆孔的圆心在固定体302的轴线上,所述圆孔沿着轴线向焊接体301方向有延伸,延伸后形成第一通孔201,所述第一通孔201设置有用于与汽车底盘的零部件进行连接的螺纹。所述第一通孔201与第二通孔401在同一条轴线上。本实施例中,第一通孔与第二通孔的制作工艺与实施例1中的第一通孔制作工艺相同,都是通过电转头进行制作,这样在制作不带通孔的整体部分会很方便和快捷,大大提高生产效率。
36.本实用新型本实用新型所述的同体连接指的是焊接基柱4和固定体302是同为一个工装体3的两部分,然后焊接帽5和焊接体301通过螺纹连接,这种做能方便部分汽车零件的安装,使安装时更加简便,氧化铝铜和铬锆铜的性能对比如实施例1中的表1所示。
37.从表中我们可以看出,氧化铝铜的导电率大于铬锆铜,并且氧化铝铜的硬度也比铬锆铜高,软化温度大于铬锆铜,在电阻焊的高温焊接条件下,氧化铝铜相对于铬锆铜更加稳定。但是氧化铝铜的价格高于铬锆铜,因此本实施例只将焊接帽5的制作材料设置为氧化铝铜,而其余部分还是为铬锆铜,这样做既能满足工业上批量生产的要求,也节约成本。
38.以上仅是本实用新型的优选实施方式,应当指出的是,上述优选实施方式不应视为对本实用新型的限制,本实用新型的保护范围应当以权利要求所限定的范围为准。对于本技术领域的普通技术人员来说,在不脱离本实用新型的精神和范围内,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1