基于热迁移条件下加热钎料的钎焊装置
1.本实用新型涉及一种钎焊焊接装置,具体是一种基于热迁移条件下加热钎料的钎焊装置,属于钎焊焊接技术领域。
背景技术:
2.随着电子产品不断向更小、更轻,具有更高的集成密度与可靠性、更快的速度及更多的性能等方向发展,这驱动了集成电路封装技术的高速发展,促使其向高密度、微型化、无铅化方向发展。在电子封装技术中,钎焊界面反应是实现焊点可靠互连的关键,钎焊时,若微焊点两侧界面存在温度差,形成温度梯度,则能够引起金属原子的定向迁移,即产生热迁移现象,原子的大量迁移会改变材料的显微组织,进而会影响基体金属的溶解和界面金属间化合物的生长乃至转变,从而会造成焊点组织退化及结构完整性损伤,大大降低焊点的可靠性。
3.钎焊液/固界面反应过程中形成的金属间化合物是实现焊点冶金连接的必要条件,但界面金属间化合物的脆性本质使得其厚度及形貌必须得到有效控制,尤其是3d封装迅速发展的今天,封装技术和芯片技术相互融合,焊点尺寸持续减小,导致界面金属间化合物占整个焊点的比例将明显提高,这必然对钎焊界面反应、封装互连可靠性原理产生深远影响。研究钎焊条件下合金元素的热迁移机理、规律,揭示热迁移与钎焊界面反应的相关性,进一步探索界面金属间化合物的生长机制和影响因素,对电子封装钎焊工艺的优化及封装互连焊点的可靠性控制具有重要的理论和实践意义。
技术实现要素:
4.针对上述现有技术存在的问题,本实用新型提供一种基于热迁移条件下加热钎料的钎焊装置,可模拟形成温度梯度的热迁移条件,可用于试验研究钎焊条件下合金元素的热迁移机理、规律。
5.为了实现上述目的,本基于热迁移条件下加热钎料的钎焊装置包括试样定位钎焊部分和散热部分;
6.所述的试样定位钎焊部分针对包括底试样和顶试样的试样组进行定位钎焊,底试样和顶试样的一端搭接连接、且搭接连接位置形成包括钎焊材料的钎缝,试样定位钎焊部分包括定位导热底板、定位导热顶板、试样外侧端夹持定位板;定位导热底板的顶平面上设有沿水平方向贯穿定位导热底板顶平面的试样定位安装直凹槽、且试样定位安装直凹槽的槽宽尺寸与底试样的宽度尺寸配合,试样定位安装直凹槽内对应顶试样的安装位置定位设有顶试样托板、且顶试样托板的内侧端面是底试样沿试样定位安装直凹槽长度走向的内侧端定位端面,顶试样托板的高度尺寸与顶试样的安装高度尺寸配合;定位导热顶板卡接定位安装在定位导热底板的顶平面上方,定位导热顶板的底平面对应底试样的安装位置凸出定位设有底试样压板、且底试样压板的内侧端面是顶试样沿试样定位安装直凹槽走向的内侧端定位端面,底试样压板的凸出高度尺寸与底试样的安装高度尺寸配合;试样外侧端夹
持定位板对应试样定位安装直凹槽的两端设置为两件,两件试样外侧端夹持定位板分别定位安装在定位导热底板的侧面上;
7.所述的散热部分包括散热器,散热器包括导热底板和设置在导热底板上的翅片散热结构,导热底板贴合固定安装在定位导热顶板的顶平面上。
8.作为本实用新型的进一步改进方案,试样定位安装直凹槽还包括槽宽调节机构,至少一个试样定位安装直凹槽的槽帮通过槽帮平移导向机构和槽帮平移驱动部件与定位导热底板安装连接。
9.作为本实用新型的进一步改进方案,底试样压板配合试样定位安装直凹槽的槽帮平移方向还设有底试样压板平移导向机构和底试样压板平移驱动部件。
10.作为本实用新型的进一步改进方案,顶试样托板通过托板高度调节导向机构和托板高度调节部件与定位导热底板安装连接。
11.作为本实用新型的进一步改进方案,试样定位安装直凹槽平行设置为多个,底试样压板配合试样定位安装直凹槽的数量平行设置为多个。
12.作为本实用新型的进一步改进方案,翅片散热结构内部设有闭式冷却介质循环管,闭式冷却介质循环管贯穿翅片散热结构的翅片组和导热底板设置。
13.与现有技术相比,本基于热迁移条件下加热钎料的钎焊装置在使用时,先将试样组的底试样卡接置入定位导热底板的试样定位安装直凹槽内、并使顶部需搭接顶试样的底试样的内侧端顶靠在顶试样托板的内侧端面上,将钎焊材料置于底试样的内侧端顶部后,将顶试样对应放置在顶试样托板上,然后将定位导热顶板卡接安装在定位导热底板的顶平面上、并使底试样压板对应压接在底试样上,然后将试样外侧端夹持定位板对应底试样的外侧端和顶试样的外侧端通过压紧螺钉定位安装在定位导热底板的侧面上、使底试样和顶试样沿试样定位安装直凹槽的长度走向方向定位,然后通过压紧导热顶板的压紧螺钉使底试样和顶试样沿试样定位安装直凹槽的高度方向定位压紧,即实现底试样和顶试样的稳固定位搭接,最后将散热器通过导热底板贴合固定安装在定位导热顶板的顶平面上,即可将内置安装有试样组的本基于热迁移条件下加热钎料的钎焊装置整体通过定位导热底板放置在加热台上进行加热钎焊。试验过程中,加热台对定位导热底板加热、进而实现对底试样的加热,底试样可通过热传导对钎焊材料、顶试样以及定位导热顶板进行加热,而可实现定位导热顶板可通过散热器进行散热,进而实现底试样与顶试样之间形成温度梯度、发生自下而上的热迁移。试样定位安装直凹槽、顶试样托板和底试样压板可使试样组保持稳定定位不变形,提高焊点实际服役情况,可使钎焊后的焊接件钎料充满焊缝,润湿性良好,焊接质量优良,保证零件接触面平整、间隙均匀。本基于热迁移条件下加热钎料的钎焊装置可模拟形成温度梯度的热迁移条件,可用于试验研究钎焊条件下合金元素的热迁移机理、规律。
附图说明
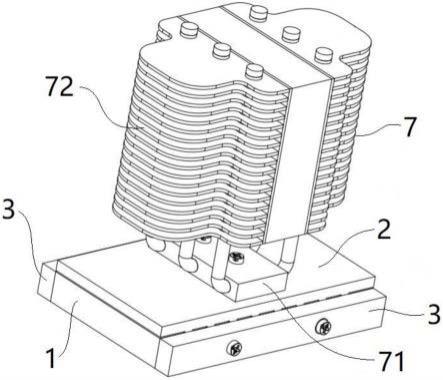
14.图1是本实用新型的三维结构示意图;
15.图2是本实用新型定位导热底板与试样外侧端夹持定位板的三维安装结构示意图;
16.图3是本实用新型定位导热顶板的三维结构示意图;
17.图4是本实用新型试样组的三维结构示意图。
18.图中:1、定位导热底板,11、试样定位安装直凹槽,12、顶试样托板,2、定位导热顶板,21、底试样压板,3、试样外侧端夹持定位板,4、顶试样,5、底试样,6、钎焊材料,7、散热器,71、导热底板,72、翅片散热结构。
具体实施方式
19.下面结合附图对本实用新型做进一步说明。
20.本基于热迁移条件下加热钎料的钎焊装置包括试样定位钎焊部分和散热部分。
21.所述的试样定位钎焊部分针对包括宽度尺寸相同的底试样5和顶试样4的试样组进行定位钎焊,如图4所示,底试样5和顶试样4的一端搭接连接、且搭接连接位置形成包括钎焊材料6的钎缝,如图1所示,试样定位钎焊部分包括定位导热底板1、定位导热顶板2和试样外侧端夹持定位板3;如图2所示,定位导热底板1的顶平面上设有沿水平方向贯穿定位导热底板1顶平面的试样定位安装直凹槽11、且试样定位安装直凹槽11的槽宽尺寸与底试样5的宽度尺寸配合,试样定位安装直凹槽11内对应顶试样4的安装位置定位设有顶试样托板12、且顶试样托板12的内侧端面是底试样5沿试样定位安装直凹槽11长度走向的内侧端定位端面,顶试样托板12的高度尺寸与顶试样4的安装高度尺寸配合;如图1所示,定位导热顶板2通过压紧螺钉定位卡接安装在定位导热底板1的顶平面上方,定位导热顶板2的底平面对应底试样5的安装位置凸出定位设有底试样压板21、且底试样压板21的内侧端面是顶试样4沿试样定位安装直凹槽11走向的内侧端定位端面,底试样压板21的凸出高度尺寸与底试样5的安装高度尺寸配合;如图1、图2所示,试样外侧端夹持定位板3对应试样定位安装直凹槽11的两端设置为两件,两件试样外侧端夹持定位板3分别通过压紧螺钉定位安装在定位导热底板1的侧面上。
22.所述的散热部分包括散热器7,如图1所示,散热器7包括导热底板71和设置在导热底板71上的翅片散热结构72,导热底板71贴合固定安装在定位导热顶板2的顶平面上。
23.本基于热迁移条件下加热钎料的钎焊装置在使用时,先将试样组的底试样5卡接置入定位导热底板1的试样定位安装直凹槽11内、并使顶部需搭接顶试样4的底试样5的内侧端顶靠在顶试样托板12的内侧端面上,将钎焊材料6置于底试样5的内侧端顶部后,将顶试样4对应放置在顶试样托板12上,然后将定位导热顶板2卡接安装在定位导热底板1的顶平面上、并使底试样压板21对应压接在底试样5上,然后将试样外侧端夹持定位板3对应底试样5的外侧端和顶试样4的外侧端通过压紧螺钉定位安装在定位导热底板1的侧面上、使底试样5和顶试样4沿试样定位安装直凹槽11的长度走向方向定位,然后通过压紧导热顶板2的压紧螺钉使底试样5和顶试样4沿试样定位安装直凹槽11的高度方向定位压紧,即实现底试样5和顶试样4的稳固定位搭接,最后将散热器7通过导热底板71贴合固定安装在定位导热顶板2的顶平面上,即可将内置安装有试样组的本基于热迁移条件下加热钎料的钎焊装置整体通过定位导热底板1放置在加热台上进行加热钎焊。试验过程中,加热台对定位导热底板1加热、进而实现对底试样5的加热,底试样5可通过热传导对钎焊材料6、顶试样4以及定位导热顶板2进行加热,而可实现定位导热顶板2可通过散热器7进行散热,进而实现底试样5与顶试样4之间形成温度梯度、发生自下而上的热迁移。试样定位安装直凹槽11、顶试样托板12和底试样压板21可使试样组保持稳定定位不变形,提高焊点实际服役情况,可使钎焊后的焊接件钎料充满焊缝,润湿性良好,焊接质量优良,保证零件接触面平整、间隙均
匀。
24.针对不同宽度尺寸的试样组,为了实现通用性,作为本实用新型的进一步改进方案,试样定位安装直凹槽11还包括槽宽调节机构,至少一个试样定位安装直凹槽11的槽帮通过槽帮平移导向机构和槽帮平移驱动部件与定位导热底板1安装连接,槽帮平移导向机构可以是配合设置的导向凸起和导向槽结构、也可以是配合设置的导向轮与导轨结构等其他平移导向结构,槽帮平移驱动部件可以是安装在试样定位安装直凹槽11的槽帮与定位导热底板1之间的配合螺杆螺母结构、也可以是安装在试样定位安装直凹槽11的槽帮与定位导热底板1之间的伸缩缸结构等其他平移驱动结构,通过控制槽帮平移驱动部件的动作可以实现推动或拉动试样定位安装直凹槽11的槽帮进行平移移动,进而实现调整试样定位安装直凹槽11的槽宽尺寸。
25.为了防止因试样定位安装直凹槽11的槽宽变化而引起的底试样压板21对底试样5的偏载压接,作为本实用新型的进一步改进方案,底试样压板21配合试样定位安装直凹槽11的槽帮平移方向还设有底试样压板平移导向机构和底试样压板平移驱动部件,底试样压板平移导向机构可以是配合设置的导向凸起和导向槽结构、也可以是配合设置的导向轮与导轨结构等其他平移导向结构,底试样压板平移驱动部件可以是安装在底试样压板21与定位导热顶板2之间的配合螺杆螺母结构、也可以是安装在底试样压板21与定位导热顶板2之间的伸缩缸结构等其他平移驱动结构,通过控制底试样压板平移驱动部件的动作可以实现推动或拉动底试样压板21进行平移移动,进而实现控制底试样压板21正对试样定位安装直凹槽11、避免底试样压板21对底试样5的偏载压接。
26.针对不同厚度尺寸的试样组,为了实现通用性,作为本实用新型的进一步改进方案,顶试样托板12通过托板高度调节导向机构和托板高度调节部件与定位导热底板1安装连接,托板高度调节导向机构可以是配合设置的导向凸起和导向槽结构、也可以是配合设置的导向轮与导轨结构等其他平移导向结构,托板高度调节部件可以是安装在顶试样托板12与定位导热底板1之间的配合螺杆螺母结构、也可以是安装在顶试样托板12与定位导热底板1之间的伸缩缸结构等其他高度调节结构,通过控制托板高度调节部件的动作可以实现提高或降低顶试样托板12的高度尺寸。
27.为了提高钎焊效率、实现一次装夹即可进行多组试样组的钎焊,作为本实用新型的进一步改进方案,如图2、图3所示,试样定位安装直凹槽11平行设置为多个,底试样压板21配合试样定位安装直凹槽11的数量平行设置为多个。
28.为了实现形成较大的温度梯度,作为本实用新型的进一步改进方案,如图1所示,翅片散热结构72内部设有闭式冷却介质循环管,闭式冷却介质循环管贯穿翅片散热结构72的翅片组和导热底板71设置,冷却介质可以是气体或液体。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1