一种U肋焊枪自动跟踪装置的制作方法
一种u肋焊枪自动跟踪装置
技术领域
1.本实用新型涉及桥梁部件焊接技术领域,具体为一种u肋焊枪自动跟踪装置。
背景技术:
2.在对钢质箱型梁u肋内焊缝焊接时,由于u肋长度较长,需要连续焊接为满足焊接质量的要求,需对工件焊缝进行自动跟踪,因此需要一种u肋焊枪自动跟踪装置对上述问题做出改善。
技术实现要素:
3.本实用新型的目的在于提供一种u肋焊枪自动跟踪装置,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种u肋焊枪自动跟踪装置,包括辅助位移组件,所述辅助位移组件的端部设置有焊枪控制组件,所述焊枪控制组件的右侧面设置有跟踪反馈组件。
6.作为本实用新型优选的方案,所述辅助位移组件包括位移定位框、导轨、齿条板、滑台座和位移电机,所述位移定位框的端部前后对称设置有导轨,所述位移定位框的内部中间处横向设置有齿条板,所述导轨上滑动安装有滑台座,所述滑台座的端部左侧倒置安装有位移电机。
7.作为本实用新型优选的方案,所述位移电机的驱动端设置有行走齿轮与齿条板啮合连接。
8.作为本实用新型优选的方案,所述焊枪控制组件包括装载座、滑轨座、装载板、调控气缸、衔接板、转接座、调节座和焊枪,所述装载座的端部设置有滑轨座,所述装载座的内部上侧中间处设置有装载板,所述装载板上安装有调控气缸,所述调控气缸的驱动端安装有衔接板,所述滑轨座的端部滑动安装有转接座,所述转接座的另一端安装有调节座,所述调节座上安装有焊枪。
9.作为本实用新型优选的方案,所述装载座的端部前低后高倾斜设置,所述调节座通过调控螺栓与转接座连接,所述衔接板呈“l”型结构设置,所述衔接板的另一侧与转接座连接。
10.作为本实用新型优选的方案,所述跟踪反馈组件包括衔接座、反馈控制器、调控伸缩杆和跟踪轮,所述衔接座的内部安装有反馈控制器,所述反馈控制器的左侧安装有调控伸缩杆,所述调控伸缩杆的另一端安装有跟踪轮。
11.作为本实用新型优选的方案,所述衔接座通过固定螺栓与装载座连接。
12.与现有技术相比,本实用新型的有益效果是:
13.1.本实用新型中,通过社会组的辅助位移组件能够对焊枪控制组件和跟踪反馈组件的位移进行控制,使焊枪控制组件和跟踪反馈组件的调控使用更加简单方便。
14.2.本实用新型中,通过设置的跟踪反馈组件能够对u肋板的内壁进行感应,能够使
焊枪的焊接质量和焊接效率较高,通过设置的焊枪控制组件能够根据跟踪反馈组件的反馈信息对焊枪进行调控,使焊枪的响应速度较快,提高焊接质量,整体结构简单,使用方便,具有较高的实用性。
附图说明
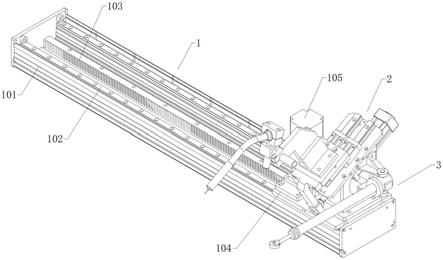
15.图1为本实用新型的整体结构示意图;
16.图2为本实用新型的部分结构示意图;
17.图3为本实用新型的焊枪控制组件侧视图。
18.图中:1、辅助位移组件;101、位移定位框;102、导轨;103、齿条板;104、滑台座;105、位移电机;2、焊枪控制组件;201、装载座;202、滑轨座;203、装载板;204、调控气缸;205、衔接板;206、转接座;207、调节座;208、焊枪;3、跟踪反馈组件;301、衔接座;302、反馈控制器;303、调控伸缩杆;304、跟踪轮。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述,附图中给出了本实用新型的若干实施例,但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容更加透彻全面。
21.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
22.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
23.请参阅图1-3本实用新型提供一种技术方案:
24.一种u肋焊枪自动跟踪装置,包括辅助位移组件1,辅助位移组件1的端部设置有焊枪控制组件2,焊枪控制组件2的右侧面设置有跟踪反馈组件3。
25.实施例,请参照图1,辅助位移组件1包括位移定位框101、导轨102、齿条板103、滑台座104和位移电机105,位移定位框101的端部前后对称设置有导轨102,位移定位框101的内部中间处横向设置有齿条板103,导轨102上滑动安装有滑台座104,滑台座104的端部左侧倒置安装有位移电机105,位移电机105的驱动端设置有行走齿轮与齿条板103啮合连接,通过社会组的辅助位移组件1能够对焊枪控制组件2和跟踪反馈组件3的位移进行控制,使焊枪控制组件2和跟踪反馈组件3的调控使用更加简单方便。
26.实施例,请参照图1、2和3,焊枪控制组件2包括装载座201、滑轨座202、装载板203、调控气缸204、衔接板205、转接座206、调节座207和焊枪208,装载座201的端部设置有滑轨座202,装载座201的内部上侧中间处设置有装载板203,装载板203上安装有调控气缸204,调控气缸204的驱动端安装有衔接板205,滑轨座202的端部滑动安装有转接座206,转接座206的另一端安装有调节座207,调节座207上安装有焊枪208,装载座201的端部前低后高倾斜设置,调节座207通过调控螺栓与转接座206连接,衔接板205呈“l”型结构设置,衔接板205的另一侧与转接座206连接,跟踪反馈组件3包括衔接座301、反馈控制器302、调控伸缩杆303和跟踪轮304,衔接座301的内部安装有反馈控制器302,反馈控制器302的左侧安装有调控伸缩杆303,调控伸缩杆303的另一端安装有跟踪轮304,衔接座301通过固定螺栓与装载座201连接,通过设置的跟踪反馈组件3能够对u肋板的内壁进行感应,能够使焊枪208的焊接质量和焊接效率较高,通过设置的焊枪控制组件2能够根据跟踪反馈组件3的反馈信息对焊枪208进行调控,使焊枪208的响应速度较快,提高焊接质量,整体结构简单,使用方便,具有较高的实用性。
27.工作原理:使用时,通过对辅助位移组件1进行定位,然后通过调控伸缩杆303对跟踪轮304进行调节,使跟踪轮304对u肋内壁进行跟踪感应,通过对调节座207调控,使焊枪208的焊接角度进行调控,通过跟踪轮304和调控伸缩杆303与u肋的接触调控信息反馈给调控气缸204对焊枪208进行跟随调控焊接使用,通过社会组的辅助位移组件1能够对焊枪控制组件2和跟踪反馈组件3的位移进行控制,使焊枪控制组件2和跟踪反馈组件3的调控使用更加简单方便,通过设置的跟踪反馈组件3能够对u肋板的内壁进行感应,能够使焊枪208的焊接质量和焊接效率较高,通过设置的焊枪控制组件2能够根据跟踪反馈组件3的反馈信息对焊枪208进行调控,使焊枪208的响应速度较快,提高焊接质量,整体结构简单,使用方便,具有较高的实用性。
28.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1