一种套管加工定位装置的制作方法
1.本实用新型涉及一种套管加工设备,尤其涉及一种套管加工定位装置。
背景技术:
2.对套管进行装配的时候,一般装配工作中,都是人工将外部的套管抓住,然后将需要装配的插件插入到套管的端部,然后利用人工挤压或者利用压料机构压紧。这种方式中,效率较低,操作人员劳动强度较高,而且操作人员如果没有抓紧的话,会碰伤操作人员,存在较大的安全隐患。
技术实现要素:
3.本实用新型目的是提供一种套管加工定位装置,通过使用该结构,提高了加工效率及质量,降低了操作人员劳动强度,提高了操作的安全性。
4.为达到上述目的,本实用新型采用的技术方案是:一种套管加工定位装置,包括机架、设置于机架上的支撑机构及定位机构,所述定位机构设置于所述支撑机构的上方;
5.所述定位机构为两组,分别对称设置于所述支撑机构上方的左侧及右侧,所述定位机构包括支架、安装于支架上的定位板及液压缸,所述支架设置于所述支撑机构外侧的机架上,所述定位板的外端经一导杆与所述支架滑动相连,所述液压缸安装于所述支架上,且所述液压缸设置于所述导杆的下方,所述液压缸的输出轴与对应所述定位板的外端下方相连,所述液压缸输出轴伸出状态下,所述定位板移动设置于所述支撑机构的正上方;所述液压缸输出轴回缩状态下,所述定位板移动设置于所述支撑机构的外部。
6.上述技术方案中,所述支架上设有一导孔,所述导孔的两端与所述支架的左侧面及右侧面相连通,所述导杆的的中部移动插设于所述导孔内,且所述导杆的外端穿过所述导孔设置于所述导孔外端的外部。
7.上述技术方案中,所述导杆的外端螺接有一限位螺母,所述限位螺母设置于所述支架的外端,所述液压缸输出轴伸出状态下,所述限位螺母的内端面抵于所述支架的外端面上。
8.上述技术方案中,所述支撑机构包括支撑块,所述支撑块的顶面上设有一产品定位槽,所述产品定位槽的左侧及右侧与所述支撑块的左侧面及右侧面相连通。
9.上述技术方案中,所述产品定位槽包括相互连通的左侧定位槽及右侧定位槽,所述左侧定位槽的左侧与所述支撑块的左侧面相连通,所述右侧定位槽的右侧与所述支撑块的右侧面相连通,且所述左侧定位槽的深度大于所述右侧定位槽的深度。
10.上述技术方案中,所述支撑块的顶部安装有一盖板,所述盖板的后端经一转轴与所述支撑块的顶部后端转动相连,所述盖板的前端经一蝶形螺栓与所述支撑块的顶部相连;所述盖板的底面中部设有一弧形槽,所述弧形槽正对所述产品定位槽设置。
11.由于上述技术方案运用,本实用新型与现有技术相比具有下列优点:
12.1.本实用新型中通过支撑机构对产品进行支撑,利用两组定位机构对产品进行定
位,在定位的同时,还对产品进行快速的组装,效率高,质量好,有效降低操作人员劳动强度,同时降低安全隐患。
附图说明
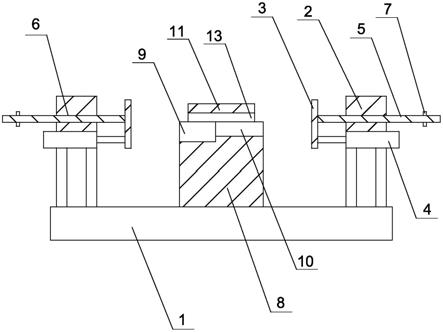
13.图1是本实用新型实施例一中的结构示意图;
14.图2是图1的剖视结构示意图。
15.其中:1、机架;2、支架;3、定位板;4、液压缸;5、导杆;6、导孔;7、限位螺母;8、支撑块;9、左侧定位槽;10、右侧定位槽;11、盖板;12、蝶形螺栓;13、弧形槽。
具体实施方式
16.下面结合附图及实施例对本实用新型作进一步描述:
17.实施例一:参见图1、2所示,一种套管加工定位装置,包括机架1、设置于机架上的支撑机构及定位机构,所述定位机构设置于所述支撑机构的上方;
18.所述定位机构为两组,分别对称设置于所述支撑机构上方的左侧及右侧,所述定位机构包括支架2、安装于支架上的定位板3及液压缸4,所述支架设置于所述支撑机构外侧的机架上,所述定位板的外端经一导杆5与所述支架滑动相连,所述液压缸安装于所述支架上,且所述液压缸设置于所述导杆的下方,所述液压缸的输出轴与对应所述定位板的外端下方相连,所述液压缸输出轴伸出状态下,所述定位板移动设置于所述支撑机构的正上方;所述液压缸输出轴回缩状态下,所述定位板移动设置于所述支撑机构的外部。
19.在本实施例中,在实际使用的时候,将套管放在支撑机构上,然后将需要与套管装配的插件也放在支撑机构上,并且将插件的端部插入到套管的端部,然后两组定位机构的液压缸输出轴都伸出,这样带动两侧的定位板相互靠近,这样就能够通过两组定位板推动套管与插件进行插接装配,效率高,质量好,操作人员劳动强度低,而且安全隐患更小,操作更加安全。其中,会在机架上面设置控制器,用于控制两组液压缸输出轴的伸出及回缩。
20.参见图1、2所示,所述支架上设有一导孔6,所述导孔的两端与所述支架的左侧面及右侧面相连通,所述导杆的的中部移动插设于所述导孔内,且所述导杆的外端穿过所述导孔设置于所述导孔外端的外部。
21.所述导杆的外端螺接有一限位螺母7,所述限位螺母设置于所述支架的外端,所述液压缸输出轴伸出状态下,所述限位螺母的内端面抵于所述支架的外端面上。
22.在本实施例中,通过导杆及导孔对定位板的移动轨迹进行限位,使其只能够左右移动,保证压料及装配的顺畅性。同时,通过限位螺母的设置,能够对液压缸输出轴的行程进行限位,这样通过限位螺母位置的调节,能够适用于不同长度产品的装配定位,效率高,质量好,而且与调节液压缸本身行程相比,调节的精度更好,定位装配更加稳定。
23.参见图1、2所示,所述支撑机构包括支撑块8,所述支撑块的顶面上设有一产品定位槽,所述产品定位槽的左侧及右侧与所述支撑块的左侧面及右侧面相连通。
24.所述产品定位槽包括相互连通的左侧定位槽9及右侧定位槽10,所述左侧定位槽的左侧与所述支撑块的左侧面相连通,所述右侧定位槽的右侧与所述支撑块的右侧面相连通,且所述左侧定位槽的深度大于所述右侧定位槽的深度。
25.在本实施例中,将套管放在左侧定位槽内,需要装配的插件放在右侧定位槽内,然
后左侧的液压缸输出轴先伸出,使得左侧的定位板将套管朝右移动,使得套管的右端抵在左侧定位槽的右侧,使得套管的左侧及右侧受到定位板以及左侧定位槽的限位,然后右侧的液压缸输出轴伸出,推动插件朝左移动,使得插件与套管进行定位及装配,效率高,质量好。在右侧的液压缸输出轴伸出的时候,插件朝左移动,而套管的左侧通过左侧的定位板进行定位,防止套管移动,实现套管定位以及装配。
26.参见图1、2所示,所述支撑块的顶部安装有一盖板11,所述盖板的后端经一转轴与所述支撑块的顶部后端转动相连,所述盖板的前端经一蝶形螺栓12与所述支撑块的顶部相连;所述盖板的底面中部设有一弧形槽13,所述弧形槽正对所述产品定位槽设置。
27.在本实施例中,为了保证在套管定位及装配过程中脱离支撑块,保证使用的安全性,通过设置盖板,需要装料的时候,将蝶形螺栓拧松之后,将盖板打开,然后就可以将套管及插件放入到产品定位槽内,然后将盖板转动到产品定位槽的上方,将套管及插件限位,利用蝶形螺栓将盖板锁紧即可,这样套管在定位及装配过程中,利用盖板限位,防止套管及插件脱离产品定位槽,保证定位及装配的安全性及质量。
技术特征:
1.一种套管加工定位装置,其特征在于:包括机架、设置于机架上的支撑机构及定位机构,所述定位机构设置于所述支撑机构的上方;所述定位机构为两组,分别对称设置于所述支撑机构上方的左侧及右侧,所述定位机构包括支架、安装于支架上的定位板及液压缸,所述支架设置于所述支撑机构外侧的机架上,所述定位板的外端经一导杆与所述支架滑动相连,所述液压缸安装于所述支架上,且所述液压缸设置于所述导杆的下方,所述液压缸的输出轴与对应所述定位板的外端下方相连,所述液压缸输出轴伸出状态下,所述定位板移动设置于所述支撑机构的正上方;所述液压缸输出轴回缩状态下,所述定位板移动设置于所述支撑机构的外部。2.根据权利要求1所述的套管加工定位装置,其特征在于:所述支架上设有一导孔,所述导孔的两端与所述支架的左侧面及右侧面相连通,所述导杆的中部移动插设于所述导孔内,且所述导杆的外端穿过所述导孔设置于所述导孔外端的外部。3.根据权利要求2所述的套管加工定位装置,其特征在于:所述导杆的外端螺接有一限位螺母,所述限位螺母设置于所述支架的外端,所述液压缸输出轴伸出状态下,所述限位螺母的内端面抵于所述支架的外端面上。4.根据权利要求1所述的套管加工定位装置,其特征在于:所述支撑机构包括支撑块,所述支撑块的顶面上设有一产品定位槽,所述产品定位槽的左侧及右侧与所述支撑块的左侧面及右侧面相连通。5.根据权利要求4所述的套管加工定位装置,其特征在于:所述产品定位槽包括相互连通的左侧定位槽及右侧定位槽,所述左侧定位槽的左侧与所述支撑块的左侧面相连通,所述右侧定位槽的右侧与所述支撑块的右侧面相连通,且所述左侧定位槽的深度大于所述右侧定位槽的深度。6.根据权利要求4所述的套管加工定位装置,其特征在于:所述支撑块的顶部安装有一盖板,所述盖板的后端经一转轴与所述支撑块的顶部后端转动相连,所述盖板的前端经一蝶形螺栓与所述支撑块的顶部相连;所述盖板的底面中部设有一弧形槽,所述弧形槽正对所述产品定位槽设置。
技术总结
本实用新型公开了一种套管加工定位装置,其特征在于:包括机架、支撑机构及定位机构,所述定位机构设置于所述支撑机构的上方;所述定位机构为两组,分别对称设置于所述支撑机构上方的左侧及右侧,所述定位机构包括支架、定位板及液压缸,所述支架设置于所述支撑机构外侧的机架上,所述定位板的外端经一导杆与所述支架滑动相连,所述液压缸设置于所述导杆的下方,所述液压缸的输出轴与对应所述定位板的外端下方相连,所述液压缸输出轴伸出状态下,所述定位板移动设置于所述支撑机构的正上方;所述液压缸输出轴回缩状态下,所述定位板移动设置于所述支撑机构的外部。本实用新型提高了产品的定位及装配效率,降低安全隐患。降低安全隐患。降低安全隐患。
技术研发人员:董跃
受保护的技术使用者:苏州威纳恩精密机械设备有限公司
技术研发日:2021.08.16
技术公布日:2022/2/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1