焊接定位装置的制作方法
1.本技术涉及焊接技术领域,尤其涉及焊接定位装置。
背景技术:
2.综合支吊架主要用于大型建筑内冷热水管道、工艺管道、线槽、消防管道等的支撑与固定,市场上有现成的综合支吊架可供选用,但由于售价高、适用性差,所以一般工程上都是采用自制。综合支吊架由人字架、龙门架、梯形架、横档组成,其中,横档的使用量大,在制作时需要将横档的各个组成部分在地面焊接起来,再在空中与人字架、龙门架、梯形架等组合焊接。
3.目前横档在地面的焊接主要采用纯手工焊接,首先对待焊接点进行点焊,完成各组成部件的初步焊接,再对已点焊的焊接点进行满焊,从而完成焊接,由于点焊时不具备定位条件,当焊接位置不准确时,需要敲掉焊接材料后重新点焊,不仅劳动强度大、质量无法保证,且效率低下。
4.因此,本技术旨在设计一种焊接定位装置,在对焊接对象的焊接面进行点焊时,能够进行点焊定位,提高焊接准确度和焊接效率。
技术实现要素:
5.为克服相关技术中存在的问题,本技术提供一种焊接定位装置,该焊接定位装置在对焊接对象的焊接面进行点焊时,能够进行点焊定位,提高焊接准确度和焊接效率。
6.本技术提供一种焊接定位装置,包括:焊接工作台、x轴定位块和y轴定位块;
7.所述焊接工作台包括:放置面、x轴刻度面和y轴刻度面,所述放置面、所述x轴刻度面和所述y轴刻度面三者两两相邻;
8.所述x轴定位块设置在所述x轴刻度面上且相对所述放置面突出;
9.所述y轴定位块包括相互连接的y轴移动部和放置面限位部,且所述y轴定位块能够在所述y轴刻度面上沿y轴方向移动。
10.在一种实施方式中,所述y轴定位块为f型结构;
11.所述y轴移动部为所述f型结构在竖直方向的突出部,所述放置面限位部为所述f型结构在水平方向的突出部;
12.所述y轴移动部能够在所述y轴刻度面上沿y轴方向移动;
13.所述放置面限位部相对所述放置面突出且与所述x轴刻度面平行。
14.在一种实施方式中,所述y轴刻度面上设置有沿y轴方向延伸的滑槽;
15.所述y轴定位块能够在所述滑槽内移动。
16.在一种实施方式中,所述x轴刻度面上设置有沿x轴方向排列的至少两个定位孔;
17.所述y轴刻度面上设置有沿y轴方向排列的至少两个定位孔,所述至少两个定位孔按照所述y轴刻度面上的刻度排列;
18.所述x轴定位块设置在所述x轴刻度面上的任一所述定位孔中,所述y轴定位块设
置在所述y轴刻度面上的任一所述定位孔中。
19.在一种实施方式中,还包括牛眼滚珠层板;
20.所述牛眼滚珠层板上设置有牛眼滚珠;
21.所述放置面上设置有滚珠通孔;
22.所述牛眼滚珠层板设置在所述放置面的底部,且所述牛眼滚珠的位置与所述滚珠通孔的位置一一对应,使得所述牛眼滚珠层板上升时,所述牛眼滚珠能够从所述滚珠通孔突出。
23.在一种实施方式中,还包括气缸;
24.所述气缸设置在所述放置面的底部并与所述焊接工作台的侧面固定连接。
25.在一种实施方式中,所述牛眼滚珠层板设置在所述放置面与所述气缸之间,并与所述气缸固定连接。
26.在一种实施方式中,还包括:定位柱;
27.所述x轴定位块上设置有第一连接孔,所述y轴定位块上设置有第二连接孔;
28.所述定位柱依次穿过所述第一连接孔和所述x轴刻度面上的所述定位孔将所述x轴定位块设置在所述x轴刻度面上;
29.所述定位柱依次穿过所述第二连接孔和所述y轴刻度面上的所述定位孔将所述y轴定位块设置在所述y轴刻度面上。
30.在一种实施方式中,还包括:放置面定位块;
31.所述放置面定位块通过所述滚珠通孔设置在所述放置面上。
32.在一种实施方式中,所述放置面定位块上设置有第三连接孔;
33.所述定位柱依次穿过所述第三连接孔和所述滚珠通孔将所述放置面定位块设置在所述放置面上。
34.在一种实施方式中,所述第一连接孔、所述第二连接孔和所述第三连接孔均为腰形限位孔,所述定位柱能够在所述腰形限位孔的空间范围内移动。
35.本技术提供的技术方案可以包括以下有益效果:
36.在实际的焊接操作中包括有第一焊接对象和第二焊接对象,在本技术提供的焊接定位装置中,能够将第一焊接对象放置在焊接工作台的放置面上,且将第一焊接对象,贴近x轴刻度面与放置面相交的边缘,以及贴近y轴刻度面与放置面相交的边缘,使得第一焊接对象在放置面上分别被限位于x轴定位块和y轴定位块的y轴移动部;在定位第二焊接对象在该第一焊接对象的焊接位置时,可以参照y轴刻度面的刻度,调节y轴定位块的位置;在确定好y轴定位块的位置后,可将第二焊接对象放置在第一焊接对象上,并紧靠y轴定位块的放置面限位部(即,完成y轴位置的定位),使得操作人员可以参照x轴刻度,沿放置面限位部移动该第二焊接对象以调节该第二焊接对象的位置(即,完成x轴位置的定位),从而完成第一焊接对象和第二焊接对象的相互定位,该定位点即为待点焊点。
37.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
38.通过结合附图对本技术示例性实施方式进行更详细的描述,本技术的上述以及其
它目的、特征和优势将变得更加明显,其中,在本技术示例性实施方式中,相同的参考标号通常代表相同部件。
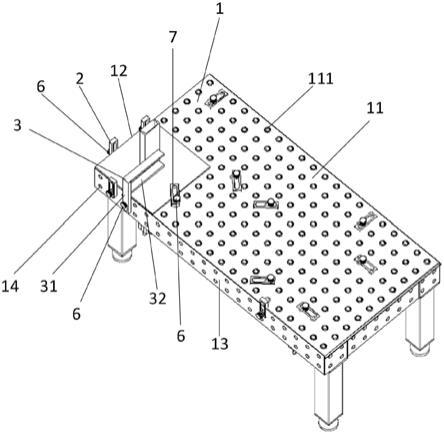
39.图1是本技术实施例示出的焊接定位装置的结构示意图;
40.图2是本技术实施例示出的焊接定位装置的牛眼滚珠层板结构示意图;
41.图3是本技术实施例示出的焊接定位装置的仰视图。
具体实施方式
42.下面将参照附图更详细地描述本技术的优选实施方式。虽然附图中显示了本技术的优选实施方式,然而应该理解,可以以各种形式实现本技术而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本技术更加透彻和完整,并且能够将本技术的范围完整地传达给本领域的技术人员。
43.在本技术使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。在本技术和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
44.应当理解,尽管在本技术可能采用术语“第一”、“第二”、“第三”等来描述各种信息,但这些信息不应限于这些术语。这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本技术范围的情况下,第一信息也可以被称为第二信息,类似地,第二信息也可以被称为第一信息。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
45.目前横档在地面的焊接主要采用纯手工焊接,首先对待焊接点进行点焊,完成各组成部件的初步焊接,再对已点焊的焊接点进行满焊,从而完成焊接,由于点焊时不具备定位条件,当焊接位置不准确时,需要敲掉焊接材料后重新点焊,不仅劳动强度大、质量无法保证,且效率低下。
46.针对上述问题,本技术实施例提供一种焊接定位装置,在对焊接对象的焊接面进行点焊时,能够进行点焊定位,提高焊接准确度和焊接效率。
47.以下结合附图详细描述本技术实施例的技术方案。
48.实施例一
49.图1是本技术实施例示出的焊接定位装置的结构示意图;
50.参见图1,焊接定位装置包括:焊接工作台1、x轴定位块2和y轴定位块3,该焊接工作台1包括:放置面11、x轴刻度面12和y轴刻度面13,该放置面11、x轴刻度面12和y轴刻度面13三者两两相邻,x轴定位块2设置在x轴刻度面12上且相对放置面11突出,y轴定位块3包括相互连接的y轴移动部31和放置面限位部32,且y轴定位块3能够在y轴刻度面13上沿y轴方向移动。
51.该x轴定位块2在x轴刻度面12上的连接方式此处不做限定,y轴定位块在y轴刻度面13上的连接方式此处也不做限定,只要能够使得y轴定位块3在y轴刻度面13上沿y轴方向移动即可。
52.另外,该y轴定位块3可以是倒l型结构,也可以是f型结构亦或是其他具有水平突
出部和竖直突出部的结构,还可以是任何具有弯折部的结构,此处不做限定,本实施例中,该y轴定位块3为f型结构,则y轴移动部31为该f型结构在竖直方向的突出部,放置面限位部32为该f型结构在水平方向的突出部。
53.在实际的焊接操作中包括有第一焊接对象和第二焊接对象,在进行点焊定位时,利用x轴定位块2和y轴定位块3相对放置面11的突出部对放置在放置面11上的第一焊接对象进行限位,再参照y轴刻度面的刻度调节确定y轴定位块3的位置,将第二焊接对象放置在第一焊接对象上,并紧靠y轴定位块3的放置面限位部32,至此完成y轴位置的定位,操作人员随后可以将第二焊接对象沿着放置面限位部32移动,参照x轴的刻度完成对x轴的定位。
54.该y轴移动部31能够在y轴刻度面13上沿y轴方向移动,放置面限位部32相对放置面11突出且与x轴刻度面12平行,使得第二焊接对象沿着放置面限位部32移动时,其已经确定的y轴位置不会发生偏移。
55.具体应用到综合支吊架横档,由于综合支吊架横档是将墙板和横槽钢焊接起来形成,因此墙板对应于第一焊接对象,横槽钢对应于第二焊接对象即可。
56.点焊是指焊接时利用柱状电极,在两块搭接工件接触面之间形成焊点的焊接方法。
57.需要说明的是,x轴定位块2并不限定于设置在焊接工作台1的某一个侧面,它可以同时设置在焊接工作台1的多个侧面。
58.从上述实施例一可以得到以下有益效果:
59.在实际的焊接操作中包括有第一焊接对象和第二焊接对象,在实施例提供的焊接定位装置中,能够将第一焊接对象放置在焊接工作台的放置面上,且将第一焊接对象,贴近x轴刻度面与放置面相交的边缘,以及贴近y轴刻度面与放置面相交的边缘,使得第一焊接对象在放置面上分别被限位于x轴定位块和y轴定位块的y轴移动部;在定位第二焊接对象在该第一焊接对象的焊接位置时,可以参照y轴刻度面的刻度,调节y轴定位块的位置;在确定好y轴定位块的位置后,可将第二焊接对象放置在第一焊接对象上,并紧靠y轴定位块的放置面限位部(即,完成y轴位置的定位),使得操作人员可以参照x轴刻度,沿放置面限位部移动该第二焊接对象以调节该第二焊接对象的位置(即,完成x轴位置的定位),从而完成第一焊接对象和第二焊接对象的相互定位,该定位点即为待点焊点。
60.实施例二
61.在实际应用中,在实施例一的基础上,需要满足y轴定位块能够在y轴刻度面上沿y轴方向移动,可以通过设置滑槽来实现。
62.该y轴刻度面13上设置有沿y轴方向延伸的滑槽,该y轴定位块3能够在该滑槽内移动。
63.通过设置滑槽,能够使y轴定位块3移动到y轴刻度面13的任意位置,方便对不同定位要求的点焊位置进行调整。
64.从上述实施例二可以得到以下有益效果:
65.本实施例通过在y轴刻度面上设置沿y轴方向延伸的滑槽,使得y轴定位块能够通过滑槽对点焊位置的y轴位置进行调整,方便快捷。
66.实施例三
67.在实际应用中,在以上实施例的基础上,需要满足y轴定位块能够在y轴刻度面上
沿y轴方向移动,还可以通过设置定位孔来实现。
68.参见图1,y轴刻度面13上设置有沿y轴方向排列的至少两个定位孔14,该至少两个定位孔14按照y轴刻度面13上的刻度排列,y轴定位块3设置在y轴刻度面13上的任一定位孔中。
69.本实施例中,当需要对y轴定位块3的位置进行调节时,可以取下该y轴定位块3,将其重新设置在其他合适的定位孔内,或是在其他合适的定位孔内设置新的y轴定位块3,由于定位孔14是按照刻度排列的,因此可以选择符合要求的刻度进行y轴的定位。
70.x轴刻度面12上可以设置沿x轴方向延伸的滑槽,也可以设置沿x轴方向排列的定位孔,此处不作限定。
71.本实施例中,x轴刻度面12上也设置有沿x轴方向排列的至少两个定位孔14,x轴定位块2设置在x轴刻度面12上的任一定位孔14中,当需要对焊接对象进行限位时,可以取下该x轴定位块2,将其重新设置在其他合适的定位孔内,或是在其他合适的定位孔内设置新的x轴定位块2,能够针对不同规格的焊接对象选择最佳的位置进行限位。
72.从上述实施例三可以得到以下有益效果:
73.本实施例通过在y轴刻度面上设置沿y轴方向排列的至少两个定位孔,该至少两个定位孔按照y轴刻度面上的刻度排列,使得y轴定位块能够在不同的定位孔之间调整,选择合适刻度位置的定位孔进行固定,完成y轴定位块在y轴的定位;在x轴刻度面上也设置有沿x轴方向排列的至少两个定位孔,使得x轴定位块能够针对不同规格的焊接对象选择最佳的位置进行限位。
74.实施例四
75.在实际应用中,在以上实施例的基础上,在点焊后,焊接对象之间已经形成了初步连接,还需要进行满焊完成进一步的固定连接,在满焊时,需要在放置面上移动点焊后的焊接对象,找到方便满焊的角度和位置进行焊接。
76.满焊也称“全焊”,就是将准备焊在一起的两个工件的所有接触的地方都进行熔焊。
77.图2是本技术实施例示出的焊接定位装置的牛眼滚珠层板结构示意图;
78.图3是本技术实施例示出的焊接定位装置的仰视图。
79.参见图1-3,本实施例中,焊接定位装置还包括了牛眼滚珠层板4,牛眼滚珠层板4上设置有牛眼滚珠41,焊接工作台1的放置面11上设置有滚珠通孔111,牛眼滚珠层板4设置在放置面11的底部,且牛眼滚珠41的位置与滚珠通孔111的位置一一对应,使得牛眼滚珠层板4上升时,牛眼滚珠41能够从滚珠通孔111突出。
80.由于牛眼滚珠41是万向结构,可以360度旋转,因此,当牛眼滚珠41从滚珠通孔111突出时,能够托起点焊后的焊接对象,即托起综合支吊架横档并使其能够在牛眼滚珠41上平滑移动。
81.牛眼滚珠41在牛眼滚珠层板4上的排列方式可以是有序的,也可以是无序的,本实施例中,牛眼滚珠41在牛眼滚珠层板4上的排列方式是有序的阵列;滚珠通孔111在放置面11上排列方式可以是有序的,也可以是无序的,本实施例中,滚珠通孔111在放置面11上排列方式是有序的阵列,且牛眼滚珠41布满了牛眼滚珠层板4,滚珠通孔111布满了放置面11,使得牛眼滚珠41从滚珠通孔111突出后能够布满放置面11,从而使得综合支吊架横档能够
在整个焊接工作台1的放置面11范围内平滑移动。
82.从上述实施例四可以得到以下有益效果:
83.通过在焊接工作台的放置面底部设置牛眼滚珠层板,并在放置面设置与牛眼滚珠位置一一对应的滚珠通孔,当牛眼滚珠层板上升时,牛眼滚珠从滚珠通孔突出,将放置面上的焊接对象托起,由于与焊接对象接触面为点状且相对分散,因此,在焊接对象即移动时,牛眼滚珠与焊接对象接触面的摩擦力相对放置面与焊接对象接触面的摩擦力要小的多,又由于牛眼滚珠能够360度旋转,因此,焊接对象能够在突出的牛眼滚珠阵列上平滑移动,方便焊接人员找到最佳的焊接角度和位置,由于现实中焊接对象,如综合支吊架横档重量大,与在放置面上移动相比,这种方式节约了大量的人力,提高了移动的效率,从而能够提高满焊的效率。
84.实施例五
85.在实际应用中,在以上实施例的基础上,牛眼滚珠层板的上升和下降是依靠气缸完成的。
86.参见图1-3,该气缸5设置在放置面11底部并与焊接工作台1的侧面固定连接,牛眼滚珠层板4设置在放置面11与气缸5之间,并与气缸5固定连接。
87.气缸5的个数和其在放置面11底部的具体位置此处不做限定,只要在点焊时带动牛眼滚珠层板4下降使牛眼滚珠41不超出放置面11,满焊时推动牛眼滚珠层板4上升使牛眼滚珠41从滚珠通孔111突出即可。
88.由于点焊时需要焊接对象在放置面11上保持固定,避免移动影响点焊定位,因此牛眼滚珠层板4在点焊时不能超出放置面11。
89.本实施例中,气缸5的个数为四个,且分布在放置面11底部的四个角处,能够进一步保证牛眼滚珠层板4在上升和下落过程中的受力平衡。
90.从上述实施例五可以得到以下有益效果:
91.本实施例通过将牛眼滚珠层板设置在放置面底部和气缸之间,当点焊时气缸带动牛眼滚珠层板下降使牛眼滚珠不超出放置面,避免影响点焊定位,当满焊时气缸推动牛眼滚珠层板上升使牛眼滚珠从滚珠通孔突出,方便焊接对象在牛眼滚珠阵列上平滑移动。
92.实施例六
93.在实际应用中,在以上实施例的基础上,为了对放置面上的第一焊接对象,即综合支吊架横档的墙板进行更好的定位,可以设置放置面定位块。
94.参见图1-3,放置面定位块7通过滚珠通孔111设置在放置面11上,本实施例中,滚珠通孔111是阵列排列的,放置面定位块7能够设置在任一滚珠通孔111内,当需要对墙板进行定位时,可以旋转该放置面定位块7压住墙板边缘,实现对墙板的进一步定位。
95.从上述实施例六可以得到以下有益效果:
96.本实施例通过设置放置面定位块,在对第一焊接对象,如墙板进行定位时,能够在放置面上旋转该放置面定位块,压住该墙板实现定位。
97.实施例七
98.在实际应用中,在以上实施例的基础上,利用定位柱将x轴定位块、y轴定位块和放置面定位块设置在对应位置。
99.参见图1-3,x轴定位块2上设置有第一连接孔,y轴定位块3上设置有第二连接孔,
放置面定位块7上设置有第三连接孔,定位柱6依次穿过第一连接孔和x轴刻度面12上的定位孔14将x轴定位块2设置在x轴刻度面12上,定位柱6依次穿过第二连接孔和y轴刻度面13上的定位孔14将y轴定位块3设置在y轴刻度面13上,定位柱6依次穿过第三连接孔和滚珠通孔111将放置面定位块7设置在放置面11上。
100.进一步的,第一连接孔、第二连接孔和第三连接孔为腰形限位孔,定位柱6能够在该腰形限位孔的空间范围内移动,当墙板的厚度发生变化时,x轴定位块2和y轴定位块3能够在该腰形限位孔的范围内上下移动,进而使得其相对放置面11的突出部的长度发生变化,以适应对不同厚度的墙板的定位,避免因为该突出部的长度相对墙板的厚度过短,影响定位的效果;当墙板的长宽发生变化时,放置面定位块7能够在该腰形限位孔内水平伸缩移动,增大或减小其压住墙板部分的面积,避免因为压住面积过小影响定位效果,或是压住面积过大,对墙板表面造成损害。
101.从上述实施例七可以得到以下有益效果:
102.本实施例利用定位柱将x轴定位块和y轴定位块设置在不同的定位孔中、将第三地位块设置在不同的滚珠通孔中以满足对不同规格和相对位置的墙板和横槽钢的定位,并将第一连接孔、第二连接孔和第三连接孔设置为腰形限位孔,实现x轴定位块和y轴定位块相对焊接工作台上表面突出部的长度的调节,以适应对不同厚度的墙板的定位,进一步实现放置面定位块水平伸缩调节,以适应对不同长宽的墙板的定位。
103.以上已经描述了本技术的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1