一种用于加工贴片的级进模具的制作方法
1.本实用新型涉及贴片加工技术领域,尤其涉及一种用于加工贴片的级进模具。
背景技术:
2.随着社会发展,汽车行业也日益重要,其零部件的生产也越来越被需要,其中贴片虽小,但是在工业领域的角色是不可或缺的,在加工工程中,没有一套设备可以快速的完成汽车贴片的自动加工,影响生产效率。
技术实现要素:
3.本实用新型为解决上述问题,提供一种用于加工贴片的级进模具,针对贴片物料板进行自动加工,具体为:
4.一种用于加工贴片的级进模具,包括上模板、下模板、上垫板、下垫板、凸模模块、凹模模块、卸料板、卸料弹簧组件、上冲床滑块;
5.所述上模板与所述上冲床滑块固定连接,所述冲床滑块带动所述上模板直线升降移动;
6.所述上垫板通过固定在所述上模板的下表面上并用于保护所述上模板;
7.所述凸模单元的连接件贯穿所述上垫板并与所述上模板固定,所述凸模单元用于对物料板进行冲孔和成型;
8.所述卸料板安装在所述凸模模块上,所述卸料弹簧组件通过贯穿所述上模块、上垫板且与所述卸料板上表面抵接,所述卸料弹簧组件用于带动所述卸料板弹性压料;
9.所述下垫板安装在所述下模板的上表面上;
10.所述凹模模块的连接件通过贯穿下垫板与所述下模板固定安装,所述凹模模块与所述凸模模块适配,并用于保证所述物料板冲压时具备冲裁间隙;
11.所述上冲床滑块带动通过所述上模板带动所述凸模模块压向放置在所述凹模模块上的物料板,所述凸模模块配合凹模模块在所述物料板进行冲孔。
12.优选的,所述卸料弹簧组件包括螺旋弹簧、螺塞、定位销;
13.所述上模板内设置有弹簧安装孔,对应所述弹簧安装孔的位置且在所述上垫板和所述凸模模块中设置销孔,所述定位销通过所述弹簧安装孔和销孔与所述卸料板抵接;
14.所述螺旋弹簧一端与所述定位销的顶部固定,所述螺旋弹簧的另一端与所述螺塞固定;
15.其中,所述螺塞安装在所述弹簧安装孔的顶部。
16.优选的,所述卸料弹簧组件至少设置有两个。
17.优选的,本模具还包括吊座,所述吊座至少这是两个且分别安装在所述上模板的下表面上、下模板的上表面上,所述吊座用于所述上模板和所述下模板的搬运。
18.优选的,所述吊座为一体成型设置且包括固定部和伸出部,所述固定部为长方体设置,所述伸出部为圆柱状设置,所述伸出部从所述上模板或所述下模板的长边端侧伸出。
19.优选的,所述伸出部环周侧边设置有用于吊运的凹部。
20.优选的,所述凸模模块包括第一凸模、第二凸模、第三凸模、第一成型凸膜、第二成型凸膜、第三成型凸膜,所述第一凸模、第二凸模、第三凸模的冲压孔直径大小不同;所述第一成型凸模、所述第二成型凸膜、第三成型凸模的成型冲孔尺寸不同;
21.所述凹模模块包括第一凹模、第二凹模、第三凹模、第一凹模镶块、第二凹模镶块、第三凹模镶块;
22.所述第一凹模与所述第一凸模相适配,所述第二凹模与第二凸模相适配,所述第三凹模与第三凸模相适配,所述第一成型凸膜与所述第一凹模镶块相适配,所述第二成型凸膜与所述第二凹模镶块相适配,所述第三成型凸膜与所述第三凹模镶块相适配。
23.优选的,本模具还包括冲床工作台、放置在所述冲床工作台上的冲床衬底、设置在从所述冲床衬底上并用于支撑所述下模板的支撑柱,所述支撑柱至少设置四个并均匀分布在所述冲床衬底上。
24.所述冲床工作台和所述上冲床滑块的重量分别为200吨。
25.有益效果:本模具通过200t的上冲床滑块带动上模板对物料板进行冲孔成型,同时通过卸料板和卸料弹簧组件保护凸模模块,在冲压过程中不因为上冲床滑块重量过大造成损伤,且垫板的设计保护了上模板,本模具实现了贴片的自动化生产,加快了贴片的生产效率,由于凸模模块的内的凸模尺寸给不相同,所以可以同时生产多种类型的贴片。
附图说明
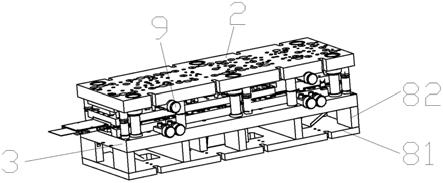
26.图1为本实用新型一种实施例的结构示意图;
27.图2为本实用新型一种实施例的冲床结构示意图;
28.图3为本实用新型一种实施例的凸模模块局部图;
29.图4为本实用新型一种实施例的凹模模块局部图;
30.图5为本实用新型一种实施例的卸料弹簧组件结构示意图;
31.图6为本实用新型截面示意图。
32.附图说明:上冲床滑块1,上模板2,弹簧安装孔21,下模板3,上垫板22,下垫板31,凸模模块4,第一凸模41,第二凸模42,第三凸模43,第一成型凸模44,第二成型凸模45,第二成型凸模46,凹模模块5,第一凹模51,第二凹模52,第三凹模53,第一凹模镶块54,第二凹模镶块55,第三凹模镶块56,卸料板6,卸料弹簧组件7,螺旋弹簧71,螺塞72,定位销73,销孔74,冲床工作台8,冲床衬底81,支撑柱82,吊座9。
具体实施方式
33.为了使本技术领域的人员更好地理解本实用新型方案,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分的实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本实用新型保护的范围。
34.需要注意的是,本文使用术语第一、第二、第三等来描述各种部件或零件,但这些部件或零件不受这些术语的限制。这些术语仅用来区别一个部件或零件与另一部件或零
件。术语诸如“第一”、“第二”和其他数值项在本文使用时不是暗示次序或顺序,除非由上下文清楚地指出。为了便于描述,本文使用空间相对术语,诸如“内部”、“外部”、“上端”、“下端”、“左侧”、“右侧”、“上部的”、“左”、“右”等,以描述本实施例中部件或零件的方位关系,但这些空间相对术语并不对技术特征在实际应用中的方位构成限制。
35.如图1至图6,一种用于加工贴片的级进模具,包括上模板2、下模板3、上垫板22、下垫板31、凸模模块4、凹模模块5、卸料板6、卸料弹簧组件7、上冲床滑块1;所述上模板2与所述上冲床滑块1固定连接,所述冲床滑块带动所述上模板2直线升降移动;所述上垫板22通过固定在所述上模板2的下表面上并用于保护所述上模板2;所述凸模单元的连接件贯穿所述上垫板22并与所述上模板2固定,所述凸模单元用于对物料板进行冲孔和成型;所述卸料板6安装在所述凸模模块4上,所述卸料弹簧组件7通过贯穿所述上模块、上垫板22且与所述卸料板6上表面抵接,所述卸料弹簧组件7用于带动所述卸料板6弹性压料;所述下垫板31安装在所述下模板3的上表面上;所述凹模模块5的连接件通过贯穿下垫板31与所述下模板3固定安装,所述凹模模块5与所述凸模模块4适配,并用于保证所述物料板冲压时具备冲裁间隙;所述上冲床滑块1带动通过所述上模板2带动所述凸模模块4压向放置在所述凹模模块5上的物料板,所述凸模模块4配合凹模模块5在所述物料板进行冲孔。
36.本装置具体结构为:本装置的包括上模板2、下模板3,上图版通过与上冲床滑块1连接实现上下升降,由于上模板2的下表面安装一层上垫板22来保护上模板2,然后凸模模块4通过与其连连接件贯穿上垫板22与上模板2连接,一般是上模板2的上的连接件与上垫板22固定,连接件为螺栓,也就是螺栓的深入端时深入至上垫板22中,而凸模模块4的连接件也为螺栓,但是凸模模块4的螺栓的深入端是通过贯穿上垫板22深入至上模板2中,也就是上模板2和凸模模块4从两个方向都与上垫板22连接,这两保证了连接的强度和稳定性。
37.卸料板6安装在凸模模块4中,凸模模块4包括第一凸模41、第二凸模42、第三凸模43、第一成型凸模44、第二成型凸模45、第二成型凸模46,所述第一凸模41、第二凸模42、第三凸模43的冲压孔直径大小不同;所述第一成型凸模44、所述第二成型凸模45、第三成型凸模44的成型冲孔尺寸不同;其中第一凸模41、第二凸模42、第三凸模43、第一成型凸模44、第二成型凸模45、第二成型凸模46都是现有技术,只是第一凸模41、第二凸模42、第三凸模43、第一成型凸模44、第二成型凸模45、第二成型凸模46彼此之间冲孔成型的尺寸不同,所以卸料板6根据第一凸模41、第二凸模42、第三凸模43、第一成型凸模44、第二成型凸模45、第二成型凸模46的结钩安装在凸模模块4中,其实就是根据凸模模块4的冲压物料板的凸模开设让其穿过孔洞,且卸料板6与凸模模块4间通过弹性螺钉定位销73定位,然后卸料弹簧组件7通过贯穿所述上模块、上垫板22且与所述卸料板6上表面抵接,其中,所述卸料弹簧组件7包括螺旋弹簧71、螺塞72、定位销73;所述上模板2内设置有弹簧安装孔21,对应所述弹簧安装孔21的位置且在所述上垫板22和所述凸模模块4中设置销孔74,所述定位销73通过所述弹簧安装孔21和销孔74与所述卸料板6抵接;所述螺旋弹簧71一端与所述定位销73的顶部固定,所述螺旋弹簧71的另一端与所述螺塞72固定;所述螺塞72安装在所述弹簧安装孔21的顶部。所述卸料弹簧组件7至少设置有两个。优选的一种实施方式,卸料弹簧设置6个且与凸模模块4中每个凸模件(凸模件指的第一凸模41、第二凸模42、第三凸模43、第一成型凸模44、第二成型凸模45、第二成型凸模46)相对应。卸料板6的数量也可以为6个,分别与每个凸模件相对应。
38.优选的一种实施方式,本模具还包括吊座9,所述吊座9至少这是两个且分别安装在所述上模板2的下表面上、下模板3的上表面上,所述吊座9用于所述上模板2和所述下模板3的搬运。所述吊座9为一体成型设置且包括固定部和伸出部,所述固定部为长方体设置,所述伸出部为圆柱状设置,所述伸出部从所述上模板2或所述下模板3的长边端侧伸出。所述伸出部环周侧边设置有用于吊运的凹部。
39.优选的一种实施方式,所述凹模模块5包括第一凹模51、第二凹模52、第三凹模53、第一凹模镶块54、第二凹模镶块55、第三凹模镶块56;所述第一凹模51与所述第一凸模41相适配,所述第二凹模52与第二凸模42相适配,所述第三凹模53与第三凸模43相适配,所述第一成型凸模44与所述第一凹模镶块54相适配,所述第二成型凸模45与所述第二凹模镶块55相适配,所述第二成型凸模46与所述第三凹模镶块56相适配。第一凹模51、第二凹模52、第三凹模53、第一凹模镶块54、第二凹模镶块55、第三凹模镶块56同样为现有技术,只是由于凸模件的尺寸各不相同,所以对应的凹模件(指的第一凹模51、第二凹模52、第三凹模53、第一凹模镶块54、第二凹模镶块55、第三凹模镶块56)的尺寸也各不相同。
40.优选的一种实施方式,本模具还包括冲床工作台8、放置在所述冲床工作台8上的冲床衬底81、设置在从所述冲床衬底81上并用于支撑所述下模板3的支撑柱82,所述支撑柱82至少设置四个并均匀分布在所述冲床衬底81上。所述冲床工作台8和所述上冲床滑块1的重量分别为200吨。
41.本模具通过200t的上冲床滑块1带动上模板2对物料板进行冲孔成型,同时通过卸料板6和卸料弹簧组件7保护凸模模块4,在冲压过程中不因为上冲床滑块1重量过大造成损伤,且垫板的设计保护了上模板2,本模具实现了贴片的自动化生产,加快了贴片的生产效率,由于凸模模块4的内的凸模尺寸给不相同,所以可以同时生产多种类型的贴片。
42.以上实施例不局限于该实施例自身的技术方案,实施例之间可以相互结合成新的实施例。以上实施例仅用以说明本实用新型的技术方案而并非对其进行限制,凡未脱离本实用新型精神和范围的任何修改或者等同替换,其均应涵盖在本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1