点底焊针返修模具的制作方法
点底焊针返修模具
【技术领域】
1.本实用新型涉及焊针技术领域,具体为一种点底焊针返修模具。
背景技术:
2.圆柱锂电池入壳后,通过点底焊,将负极极耳与钢壳连接在一起。点底焊焊接时,焊针压住负极耳与钢壳底部接触,点焊机使用高频率大电流放电将负极耳与钢壳底部连接。由于点底焊针循环使用,焊针存在弯曲,头部卷边现象,需要1-2天的时间进行返修焊针。
3.现有返修弯曲焊针通过使用敲击将焊针变直,费时费力,会造成焊针表面有凹印,破坏焊针金属强度及抗疲劳性。
4.鉴于此,实有必要提供一种点底焊针返修模具以克服现有技术的不足。
技术实现要素:
5.本实用新型的目的在于提供一种点底焊针返修模具,旨在解决点底焊针的返修问题。
6.为实现上述目的,本实用新型提供一种点底焊针返修模具,包括上模具和下模具;所述下模具包括加工平台,所述加工平台包括一体成型的承载台与固位框,且所述固位框设置在所述承载台的顶端,所述承载台位于所述固位框内的部位上还开设有若干间隔设置的并用于放置待返修焊针的第一校正槽;所述上模具包括与所述固位框相适配的成型板,所述成型板靠近所述承载台的一侧开设有若干与所述第一校正槽一一对应的并用于压合所述待返修焊针的第二校正槽,所述待返修焊针压合于所述第一校正槽与第二校正槽之中后,通过冲压所述成型板对所述待返修焊针进行校正。
7.作为本实用新型点底焊针返修模具的一种改进,所述第一校正槽的形状大小与所述第二校正槽的形状大小完全一致,且每个第一校正槽与对应的第二校正槽合并后形成一个与正常焊针形状一致的空腔。
8.作为本实用新型点底焊针返修模具的一种改进,所述成型板与所述加工平台均呈长方体状,所述固位框呈方框状;所述第一校正槽的长度方向与所述承载台的宽度方向平行,且所述第一校正槽沿所述承载台上的长度方向等距分布,所述第二校正槽的长度方向与所述成型板的宽度平行,且所述第二校正槽沿所述成型板的长度方向等距分布并与所述第一校正槽一一对应。
9.作为本实用新型点底焊针返修模具的一种改进,所述承载台上设有导向槽,所述成型板靠近所述承载台的一侧凸起形成与所述导向槽配合的导向块,通过所述导向槽与所述导向块将所述第一校正槽与所述第二校正槽一一准确对接。
10.作为本实用新型点底焊针返修模具的一种改进,所述导向槽呈矩形环状,所述导向块呈方框状,所述导向槽设置在所述固位框与所述承载台的连接处,所述导向块设置在所述成型板靠近所述承载台的一侧边缘。
11.作为本实用新型点底焊针返修模具的一种改进,所述导向槽中还设有若干导向柱,所述导向柱呈圆柱状,且所述导向柱的外径沿自所述成型板到靠近所述承载台的方向上逐渐增大,所述导向块上开设有若干与所述导向柱一一配合的导向孔,所述导向块与所述导向孔的配合,使得所述导向槽能与所述导向块准确配合。
12.作为本实用新型点底焊针返修模具的一种改进,所述导向柱的数量为四个,并分别设置在所述导向槽的四个转角位置上,所述导向孔的数量也为四个,并分别设置在所述导向块的四个转角位置上。
13.作为本实用新型点底焊针返修模具的一种改进,所述下模具还包括承重座,所述承重座用于承载所述加工平台,所述承重座与所述加工平台为一体成型制造。
14.作为本实用新型点底焊针返修模具的一种改进,所述承重座还在远离所述加工平台的一端设有一对安装板,每个安装板至少开设有一个用于固接的螺栓孔,通过所述安装板将所述承重座与预设位置固接。
15.与现有技术相比,本实用新型的有益效果是:通过在下模具的承载台上设置用于放置待返修焊针的第一校正槽,再通过在成型板上设置用于压合待返修焊针的第二校正槽,接着通过冲压使得返修焊针能在第一校正槽与第二校正槽的压合作用下得到校正并恢复到正常形状,校正过程简单有效,可以有效提高焊针的返修效率并降低返修成本。
【附图说明】
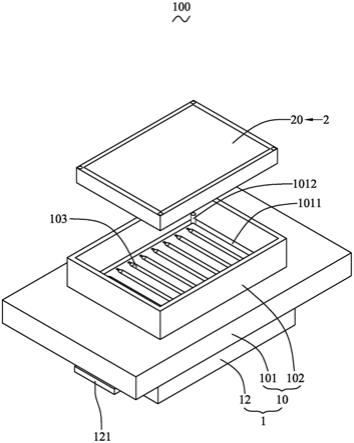
16.图1为本实用新型提供的点底焊针返修模具的立体图;
17.图2为图1所示点底焊针返修模具在另一角度的立体图;
18.图3为图1所示承载台与承重座连接的立体图;
19.图4为图1所示上模具的立体图。
【具体实施方式】
20.为了使本实用新型的目的、技术方案和有益技术效果更加清晰明白,以下结合附图和具体实施方式,对本实用新型进行进一步详细说明。应当理解的是,本说明书中描述的具体实施方式仅仅是为了解释本实用新型,并不是为了限定本实用新型。
21.如图1至图4所示,本实用新型提供一种点底焊针返修模具100,用于校正需返修的焊针。
22.在本实用新型的一实施例中,所述点底焊针返修模具100包括上模具2和下模具1。其中,所述下模具1包括加工平台10,所述加工平台10包括一体成型的承载台101与固位框102,且所述固位框102设置在所述承载台101的顶端,所述承载台101位于所述固位框102内的部位上还开设有若干间隔设置的并用于放置待返修焊针的第一校正槽103;所述上模具2包括与所述固位框102相适配的成型板20,所述成型板20靠近所述承载台101的一侧开设有若干与所述第一校正槽103一一对应的并用于压合所述待返修焊针的第二校正槽201,所述待返修焊针压合于所述第一校正槽103与第二校正槽201之中后,通过冲压所述成型板20对所述待返修焊针进行校正。
23.在本实施例中,所述第一校正槽103的形状大小与所述第二校正槽201的形状大小完全一致,且每个第一校正槽103与对应的第二校正槽201合并后形成一个与正常焊针形状
一致的空腔,也就是说,对所述成型板20进行冲压的目的,就是为了使得每个第一校正槽103与对应的第二校正槽201能合并成一个用于放置正常焊针的空腔,从而将所述待返修焊针的形状校正为正常的形状,即达到校正的目的。
24.优选的,为了保证冲压时模具受力均匀,所述第一校正槽103与第二校正槽201均需均匀分布,具体的,所述成型板20可以呈长方体状,对应的,所述固位框102呈方框状,所述加工平台10也呈长方体状,同时,所述第一校正槽103的长度方向与所述承载台101的宽度方向平行,即所述第一校正槽103的长度需小于所述承载台101的宽度,且所述第一校正槽103沿所述承载台101上的长度方向等距分布,对应的,所述第二校正槽201的长度方向与所述成型板20的宽度平行,且所述第二校正槽201沿所述成型板20的长度方向等距分布并与所述第一校正槽103一一对应。
25.可以理解,通过外形与正常焊针一致的第一校正槽103与第二校正槽201来放置待返修的焊针,然后通过冲压成型板20,便可使得待返修的焊针恢复到正常形状,返修过程简单有效,可以有效提高返修效率并降低返修成本。
26.进一步地,所述承载台101上设有导向槽1011,对应的,所述成型板20靠近所述承载台101的一侧凸起形成与所述导向槽1011配合的导向块2011,通过所述导向槽1011与所述导向块2011将所述第一校正槽103与所述第二校正槽201一一准确对接,使得校正效果更好。
27.在本实施方式中,所述导向槽1011呈矩形环状,对应的,所述导向块2011呈方框状,优选的,所述导向槽1011设置在所述固位框102与所述承载台101的连接处,所述导向块2011设置在所述成型板20靠近所述承载台101的一侧边缘。可以理解,所述导向块2011环绕在所述第二校正槽201的周围,使得所述成型板20压在所述待返修的焊针上时,所述待返修的焊针会被所述导向块2011封闭在所述成型板20与所述承载台101之间,这样所述待返修的焊针即使被冲压蹦碎,碎片也不会飞出模具,可以提高冲压安全性。
28.进一步地,所述导向槽1011中还设有若干导向柱1012,所述导向柱1012呈圆柱状,且所述导向柱1012的外径沿自所述成型板20到靠近所述承载台101的方向上逐渐增大,对应的,所述导向块2011上开设有若干与所述导向柱1012一一配合的导向孔2012,所述导向块2011与所述导向孔2012的配合,使得所述导向槽1011能与所述导向块2011准确配合。
29.在本实施例方式中,所述导向柱1012的数量为四个,并分别设置在所述导向槽1011的四个转角位置上,对应的,所述导向孔2012的数量也为四个,并分别设置在所述导向块2011的四个转角位置上。
30.进一步地,所述下模具1还包括承重座12,所述承重座12用于承载所述加工平台10,所述承重座12与所述加工平台10为一体成型制造,比如,所述下模具1可以通过铸造将所述承重座12与所述加工平台10一体成型。优选的,为了减轻所述承重座12的重量,所述承重座12呈方框状。
31.在本实施方式中,所述承重座12还在远离所述加工平台10的一端设有一对安装板121,每个安装板121至少开设有一个用于固接的螺栓孔1211,通过所述安装板121将所述承重座12与预设位置固接,即所述承重座还起到固定位置的作用,以将所述下模具1安装在预设位置上。
32.综上所述,本实用新型提供的点底焊针返修模具100,通过在下模具1的承载台101
上设置用于放置待返修焊针的第一校正槽103,再通过在成型板20上设置用于压合待返修焊针的第二校正槽201,接着通过冲压使得返修焊针能在第一校正槽103与第二校正槽201的压合作用下得到校正并恢复到正常形状,校正过程简单有效,可以有效提高焊针的返修效率并降低返修成本。
33.本实用新型并不仅仅限于说明书和实施方式中所描述,因此对于熟悉领域的人员而言可容易地实现另外的优点和修改,故在不背离权利要求及等同范围所限定的一般概念的精神和范围的情况下,本实用新型并不限于特定的细节、代表性的设备和这里示出与描述的图示示例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1