一种用于铁锅生产的液压铆钉机的制作方法
1.本实用新型涉及铁锅生产加工设备技术领域,具体涉及一种用于铁锅生产的液压铆钉机。
背景技术:
2.铸铁锅是选用灰口铁熔化用模型浇铸制成的,传热慢,传热均匀,但锅环厚,纹路粗糙,也容易裂;精铁锅是用黑铁皮锻压或手工锤打制成,具有锅环薄,传热快的特点。铸铁锅具有一个特性,当火的温度超过200℃时,铸铁锅会通过散发一定的热能,将传递给食物的温度控制在230℃,而精铁锅则是直接将火的温度传给食物。对于一般家庭而言,使用铸铁锅较好点。因为铸铁锅的优点,由于是精铁铸成,杂质少,因此,传热比较均匀,不容易出现粘锅现象;由于用料好,锅内温度可以达到更高;档次高,表面光滑,清洁工作好做。铁锅的锅体部分制作完成后,需要对锅沿部分打孔,以便于锅把等部件的安装,目前该部分工序利用液压铆钉机来完成,需要人工拿着待加工的锅体,人工定位后控制液压铆钉机进行打孔,这种加工方式过度依赖人工经验,产品的一致性较差。
技术实现要素:
3.为解决上述问题,本实用新型提供了一种用于铁锅生产的液压铆钉机,包括包括机架、冲压机构和装夹机构,冲压机构和装夹机构均安装在机架上,机架上还安装有与冲压机构配合进行冲孔的冲压模具,装夹机构位于冲压机构的下方以用于装夹和对位调节锅体的位置,装夹机构包括装夹座、固定组件和活动组件,固定组件和活动组件均安装在装夹座上,装夹座活动安装在机架的底架上并可向竖架方向偏转调节,待加工铁锅由固定组件和活动组件配合装夹,并可由活动组件的旋转电机驱动调节,以保证铁锅上孔间距的一致性,保证生产质量的稳定。
4.本实用新型为解决上述问题提供的是一种用于铁锅生产的液压铆钉机,包括机架、冲压机构和装夹机构,所述机架包括底架、竖架、上横架和下横架,竖架竖直固设在底架上,上横架和下横架均水平固设在竖架上,冲压机构安装在上横架的底面,下横架的上表面位于冲压机构的下方安装有冲压模具,所述装夹机构安装在底架上,装夹机构包括装夹座、固定组件和活动组件,装夹座底面的两端分别铰接有支板和调节推杆,支板位于装夹座靠近竖架的一端并与底架固接,调节推杆位于装夹座远离竖架的一端并与底架铰接,固定组件和活动组件均安装在装夹座上以用于装夹铁锅,固定组件和活动组件分别位于支板和调节推杆所在的一端。
5.作为本实用新型一种用于铁锅生产的液压铆钉机的进一步方案,所述固定组件包括装夹块,装夹块固设在安装座靠近支板的一端,且其朝向活动组件的一端开设有安装槽,安装槽内通过轴承安装有转轴;活动组件包括装夹推杆和旋转电机,装夹推杆固定安装在安装座上靠近调节推杆的一端并与转轴平行,旋转电机安装在装夹推杆的末端且其动力轴与转轴同轴,旋转电机的动力轴末端和转轴末端均安装有装夹头。
6.作为本实用新型一种用于铁锅生产的液压铆钉机的进一步方案,所述装夹头包括装夹盘和多个防滑块,多个防滑块均固设在装夹盘的一侧板面并沿圆周方向均匀分布,装夹盘的另一侧板面与转轴或者旋转电机的动力轴固接。
7.作为本实用新型一种用于铁锅生产的液压铆钉机的进一步方案,所述旋转电机为伺服电机。
8.作为本实用新型一种用于铁锅生产的液压铆钉机的进一步方案,所述装夹座上开设有定位槽,定位槽为长度方向与转轴长度方向垂直的条形槽,定位槽内安装有两个定位轮,两个定位轮分别位于转轴轴线的两侧并且二者的轮轴与转轴平行,定位轮上开设有定位槽。
9.作为本实用新型一种用于铁锅生产的液压铆钉机的进一步方案,所述定位轮为橡胶材质的轨道轮。
10.作为本实用新型一种用于铁锅生产的液压铆钉机的进一步方案,所述冲压机构包括增压缸和冲针,增压缸竖直固设在上横架上,冲针竖直安装在增压缸的底端,所述冲压模具位于冲针的正下方,冲压模具的上表面开设有冲针槽。
11.与现有技术相比本实用新型具有的有益效果有:本装置中装夹机构的装夹座上开设有定位槽,通过定位槽内两个定位轮和对铁锅的位置进行初步对位限定,固定组件和活动组件配合可将铁锅装夹,在装夹的同时旋转电机还可带动铁锅进行旋转调节,以确保多孔加工时孔间距的精确,冲压机构安装在机架上,冲孔机构和冲孔模具配合以用于对装夹定位后的铁锅进行打孔,利用本装置可提升铁锅的生产效率和孔加工精度,同时可降低人员劳动强度。
附图说明
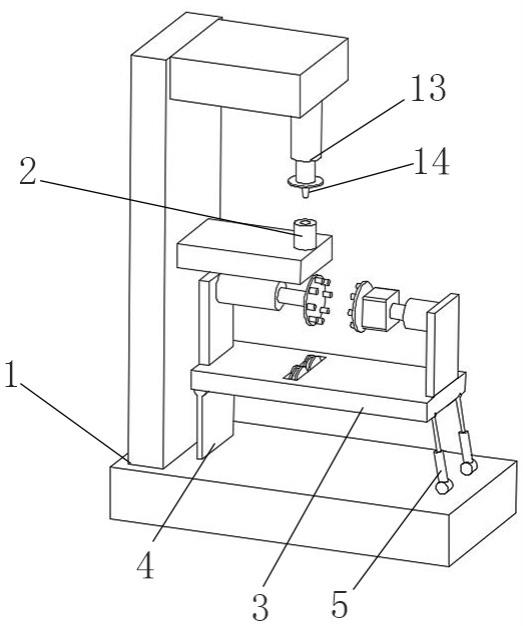
12.图1是本实用新型液压铆钉机的整体结构示意图;
13.图2是本实用新型液压铆钉机的侧面结构示意图;
14.图3是本实用新型液压铆钉机的装夹机构的结构示意图;
15.图4是本实用新型液压铆钉机的装夹机构的侧面结构示意图;
16.图中标记:1、机架,2、冲压模具,3、装夹座,4、支板,5、调节推杆,6、装夹块,7、转轴,8、装夹推杆,9、旋转电机,10、装夹盘,11、防滑块,12、定位轮,13、增压缸,14、冲针。
具体实施方式
17.如图所示:一种用于铁锅生产的液压铆钉机,包括机架1、冲压机构和装夹机构,所述机架1包括底架、竖架、上横架和下横架,底架水平设置,其底面安装有行走轮,竖架竖直固设在底架上,上横架和下横架均水平固设在竖架上,上横架、下横架和竖架形成f形架体结构,冲压机构安装在上横架的底面,下横架的上表面位于冲压机构的下方安装有冲压模具2,铁锅的待冲孔锅沿位于冲压模具2和冲压机构之间,冲压机构工作对铁锅的锅沿进行冲孔,所述冲压机构包括增压缸13和冲针14、增压缸13竖直固设在上横架的底面,冲针14竖直安装在增压缸13的底端,所述冲压模具2位于冲针14的正下方,冲压模具2的上表面开设有冲针14槽,铁锅锅沿的待开孔位置置于冲压模具2上,增压缸13工作将冲针14打入冲针14槽内,从而对铁锅锅沿开孔。
18.所述装夹机构安装在底架上,装夹机构用于装夹待加工的铁锅,装夹机构包括装夹座3、固定组件和活动组件,装夹座3底面的两端分别铰接有支板4和调节推杆5,支板4位于装夹座3靠近竖架的一端并与底架固接,支板4位于下横架的下方,调节推杆5位于装夹座3远离竖架的一端并与底架铰接,调节推杆5伸长可带动装夹座3的上板面向竖架偏转,固定组件和活动组件均安装在装夹座3上,固定组件位于支板4所在的一端,活动组件位于调节推杆5所在的一端,固定组件和活动组件配合将待加工的铁锅装夹,以使其待打孔位置处于冲压机构和冲压模具2之间。
19.所述固定组件包括装夹块6,装夹块6固设在安装座靠近支板4的一端,且其朝向活动组件的一端开设有安装槽,安装槽为圆槽,安装槽内通过轴承安装有转轴7;活动组件包括装夹推杆8和旋转电机9,装夹推杆8固定安装在安装座上靠近调节推杆5的一端并与转轴7平行,优选的,所述装夹块6为圆筒形块,装夹块6和装夹推杆8均通过安装板安装在安装座上,装夹块6上的转轴7与装夹推杆8同轴设置,旋转电机9安装在装夹推杆8的末端,旋转电机9的动力轴与转轴7同轴,旋转电机9的动力轴末端和转轴7末端均安装有装夹头。装夹头包括装夹盘10和多个防滑块11,两个装夹头的装夹盘10平行正对设置,多个防滑块11均固设在装夹盘10的一侧板面并沿圆周方向均匀分布,防滑块11为橡胶块,装夹盘10的另一侧板面与转轴7或者旋转电机9的动力轴固接,旋转电机9为伺服电机。待加工的铁锅放置在固定组件和活动组件之间,并使其内锅面贴于固定组件的装夹头上,装夹推杆8伸长带动其末端的装夹头压在铁锅的外锅面上从而将铁锅装夹,旋转电机9旋转可带动铁锅旋转。所述装夹座3上开设有定位槽,定位槽为长度方向与转轴7长度方向垂直的条形槽,定位槽内安装有两个定位轮12,两个定位轮12的轮轴与转轴7平行,两个定位轮12分别位于转轴7轴线的两侧,定位轮12上开设有定位槽,所述定位轮12为橡胶材质的轨道轮。
20.利用本装置进行铁锅的打孔加工时,将待加工的铁锅放置到底座上,使铁锅的锅边沿卡在定位轮12的定位槽上,此时铁锅在垂直转轴7的方向上被定位,翻动铁锅使其内锅面贴在固定组件的装夹头上,装夹推杆8伸长带动活动组件的装夹头压在铁锅的外锅面,此时固定组件和活动组件将铁锅装夹,并且旋转电机9的动力轴和转轴7均与铁锅的中轴线重合,旋转电机9旋转可带动铁锅绕其中轴线旋转。调节推杆5伸长带动装夹座3向竖架所在侧翻转,使铁锅上锅沿部分位于冲压模具2上方,增压缸13伸长利用冲针14对铁锅锅沿进行打孔,增压缸13复位后,旋转电机9带动铁锅旋转一定角度,增压缸13再次伸长利用冲针14对铁锅进行打孔,加工完毕后,调节推杆5和装夹推杆8依次收缩复位,将铁锅取出即可,本装置中调节推杆5和装夹推杆8均可选为电推杆、气缸或液压缸等具有伸缩调节功能的部件。
21.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1