一种Y型铸钢柱焊接辅助工装的制作方法
一种y型铸钢柱焊接辅助工装
技术领域
1.本技术涉及焊接工装的技术领域,尤其是涉及一种y型铸钢柱焊接辅助工装。
背景技术:
2.地铁建设快速发展有效缓解了大中城市的地面交通压力,减轻了地表车辆尾气对城市的污染,改善了人居环境。地铁车站的建设需要众多的梁和柱,地铁车站内往往设有对车站顶部进行支撑的y型铸钢柱。
3.参考图1,相关技术中,y型铸钢柱9包括三通管91、y型柱支叉92、拉梁93,y型柱支叉92设有两个,两个y型柱支叉92分别和三通管91的两个分支管连通;y型柱支叉92和三通管91通过焊接连接;y型柱支叉92远离三通管91的一端固设有搭筋板94,拉梁93设置在两个搭筋板94之间,拉梁93的两端分别和两个搭筋板94固连;三通管91远离y型柱支叉92的一端固设有过渡管95。
4.针对上述中的相关技术,发明人认为存在有在对y型柱支叉和三通管进行焊接时,直接放置在地面上进行焊接,y型柱支叉和三通管定位不牢固,使焊接精度低的的缺陷。
技术实现要素:
5.为了提高对y型柱支叉和三通管焊接时的精度,本技术提供一种y型铸钢柱焊接辅助工装。
6.本技术提供的一种y型铸钢柱焊接辅助工装采用如下技术方案:
7.一种y型铸钢柱焊接辅助工装,包括支架,所述支架上固设有正对的两个固定板,两个固定板相对的侧壁均和三通管远离y型柱支叉一端的外侧壁贴合;支架上设有使三通管和两个固定板抵紧的抵紧组件;支架上滑移连接有两个找位板,两个找位板上分别设有将两个y型柱支叉夹紧的夹紧组件;支架上设有两组分别驱动两个找位板移动并使位于找位板上的y型柱支叉的接口和三通管接口贴合的驱动组件。
8.通过采用上述技术方案,在对y型铸钢柱进行焊接时,通过吊车将三通管移动至两个固定板之间,抵紧组件使三通管和两个固定板抵紧,吊车将三通管缓慢放置在支架上;通过吊车将y型柱支叉放置在找位板上方,夹紧组件将y型柱支叉夹紧,驱动组件使y型柱支叉和找位板同时向靠近三通管的方向移动,使y型柱支叉的接口和三通管接口贴合,再对y型柱支叉的接口和三通管接口处进行焊接;完成一个y型柱支叉和三通管的焊接后,再对另一个y型柱支叉进行定位和焊接,达到了分别对y型柱支叉和三通管固定后再进行焊接的效果,使y型柱支叉和三通管焊接的精度更高。
9.可选的,所述抵紧组件包括底板、动力液压缸、移动块、第一滚轮;底板固设在支架上,底板上表面开设有第一滑轨,若干第一滚轮固设在移动块的下表面,第一滚轮在第一滑轨内滚动;动力液压缸的一端和底板固连,另一端和移动块固连;移动块位于两个y型柱支叉之间,移动块和三通管抵紧。
10.通过采用上述技术方案,在通过抵紧组件使三通管和两个固定板抵紧时,启动动
力液压缸,动力液压缸推动移动块移动,移动块带动第一滚轮在第一滑轨内移动,同时移动块推动三通管移动,直至移动块将三通管抵紧在固定板上,再使三通管在吊车的作用下放置在支架上,完成了对三通管的固定,减小了将y型柱支叉焊接到三通管上时三通管发生移动的可能,进而使y型柱支叉和三通管焊接的精度更高。
11.可选的,所述夹紧组件包括电机、双向螺杆、导杆、辅助板、夹紧板,双向螺杆两端的螺纹旋向相反,辅助板和夹紧板均设有两个;两个辅助板和电机均固设在找位板的下表面;双向螺杆的两端分别转动连接在两个辅助板上,电机的输出轴和双向螺杆的一端同轴固连;两个夹紧板分别和双向螺杆螺纹旋向相反的两端螺纹连接;导杆的两端分固设在两个辅助板上,导杆贯穿两个夹紧板;找位板上表面开设有滑孔,夹紧板在滑孔内滑移;两个夹紧板相对的侧壁将y型柱支叉夹紧。
12.通过采用上述技术方案,通过吊车将y型柱支叉移动至找位板上方,再使y型柱支叉缓慢下降,当y型柱支叉位于两个夹紧板正对的侧壁之间时,起动电机,电机带动双向螺杆绕自身轴线转动,双向螺杆带动两个夹紧板沿导杆向相对的方向移动,直至两个夹紧板均和y型柱支叉的侧壁贴合,关闭电机;再将y型柱支叉放置在找位板上表面,再一次启动电机,电机通过带动双向螺杆转动进而使两个夹紧板移动,使两个夹紧板将y型柱支叉固定在找位板上表面,减小了y型柱支叉在找位板上发生移动的可能,进而提高了y型柱支叉和三通管的焊接精度。
13.可选的,所述夹紧板顶端向远离所夹紧的y型柱支叉的方向倾斜设置。
14.通过采用上述技术方案,在y型柱支叉在找位板上方逐渐下移时,夹紧板的顶端倾斜设置方便将y型柱支叉放置在两个夹紧板正对的侧壁之间,进而提高了y型柱支叉的定位速度。
15.可选的,所述驱动组件包括承载板、驱动液压缸、第二滚轮;承载板固设在支架上,承载板上表面开设有第二滑轨;若干第二滚轮固设在找位板的下表面,第二滚轮在第二滑轨内滚动。
16.通过采用上述技术方案,驱动组件驱动找位板移动时,启动驱动液压缸,驱动液压缸推动找位板向靠近三通管的方向移动,找位板带动第二滚轮在第二滑轨内滚动;找位板带动y型柱支叉移动,直至y型柱支叉的接口和三通管接口贴合,关闭驱动液压缸,再对y型柱支叉和三通管进行焊接,提高了y型柱支叉和三通管的焊接精度。
17.可选的,所述支架上设有推动拉梁移动并使拉梁的两端分别和两个搭筋板贴合的推送组件。
18.通过采用上述技术方案,通过吊车将拉梁吊至靠近y型柱支叉处,再通过推送组件推动拉梁移动,直至拉梁的两端和两个搭筋板贴合停止推送拉梁,再使吊车将拉梁缓慢放置在支架上,提高了将拉梁和搭筋板固连的精度。
19.可选的,所述推送组件包括推送板、导向板、推送液压缸、第三滚轮,导向板固设在支架上;导向板上表面开设有第三滑轨,若干第三滚轮固设在推送板下表面,第三滚轮在第三滑轨内滚动;推送板位于拉梁远离三通管的一侧,推送板靠近拉梁的侧壁和拉梁贴合,推送板远离拉梁的侧壁和推送液压缸的一端固连,推送液压缸的另一端和导向板固连。
20.通过采用上述技术方案,推送组件推动拉梁移动时,启动推送液压缸,推送液压缸推动推送板向靠近拉梁的方向移动,推送板带动第三滚轮在第三滑轨内滚动,直至推送板
推动拉梁的两端分别和两个搭筋板贴合,关闭推送液压缸,提高了对拉梁的定位速度,进而方便拉梁和搭筋板的固连。
21.可选的,所述固定板顶端向远离三通管的方向倾斜设置。
22.通过采用上述技术方案,方便将三通管放入两个固定板正对的侧壁之间,进而提高了对三通管的固定速度。
23.可选的,所述支架上设有固定筒,固定筒轴线和三通管远离y型柱支叉一端的轴线共线,固定筒顶部呈开口设置。
24.通过采用上述技术方案,将三通管远离y型柱支叉放入固定筒内,方便对三通管的固定。
25.可选的,所述找位板上开设有供y型柱支叉放入的凹槽。
26.通过采用上述技术方案,减小了y型柱支叉在找位板上移动的可能,进而使y型柱支叉和三通管的连接精度更高。
27.综上所述,本技术包括以下至少一种有益技术效果:
28.1.通过设置固定板和抵接组件,抵紧组件将三通管和固定板抵紧,达到了对三通管固定的效果,减小了将y型柱支叉焊接在三通管上时三通管发生移动的可能,进而使y型柱支叉和三通管焊接的精度更高;
29.2.通过设置驱动组件、找位板以及设置在找位板上的夹紧组件,夹紧组件将y型柱支叉固定在找位板上,驱动组件通过推动找位板移动进而推动y型柱支叉向靠近三通管的方向移动,直至y型柱支叉的接口和三通管接口贴合,达到了对y型柱支叉固定的效果,使y型柱支叉和三通管焊接的精度更高。
附图说明
30.图1为相关技术中y型铸钢柱的结构示意图;
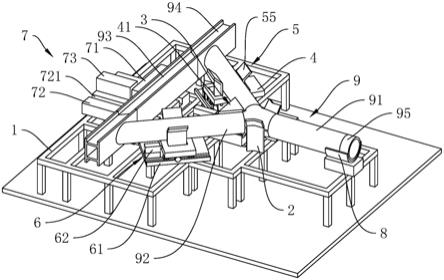
31.图2是本技术实施例中装有y型铸钢柱的焊接辅助工装的结构示意图;
32.图3是本技术实施例未装有y型铸钢柱的焊接辅助工装的结构示意图;
33.图4是图3中a部分的局部放大示意图;
34.图5是为显示夹紧组件的结构示意图。
35.图中,1、支架;2、固定板;3、抵紧组件;31、底板;311、第一滑轨;32、动力液压缸;33、移动块;34、第一滚轮;4、找位板;41、滑孔;42、凹槽;5、夹紧组件;51、电机;52、双向螺杆;53、导杆;54、辅助板;55、夹紧板;6、驱动组件;61、承载板;611、第二滑轨;62、驱动液压缸;63、第二滚轮;7、推送组件;71、推送板;72、导向板;721、第三滑轨;73、推送液压缸;74、第三滚轮;8、固定筒;9、y型铸钢柱;91、三通管;92、y型柱支叉;93、拉梁;94、搭筋板;95、过渡管。
具体实施方式
36.以下结合附图1-5对本技术作进一步详细说明。
37.本技术实施例公开一种y型铸钢柱焊接辅助工装。
38.参考图1和图2,一种y型铸钢柱焊接辅助工装包括支架1,支架1上设有两个固定板2,三通管91远离y型柱支叉92的一端位于两个固定板2之间,两个固定板2正对的侧壁均和
三通管91的外壁贴合;两个固定板2的顶端均向远离y型柱支叉92的方向倾斜设置;支架1上设有推动三通管91移动并使三通管91和固定板2抵紧的抵紧组件3;支架1上设有固定筒8,固定筒8轴线和三通管91远离y型柱支叉92一端的轴线共线,固定筒8顶部呈开口设置;支架1上滑移连接有找位板4,找位板4设有两个,找位板4上表面开设有凹槽42,y型柱支叉92位于凹槽42内;两个找位板4上均设有将y型柱支叉92夹紧在找位板4上的夹紧组件5;支架1上设有两组驱动组件6,两组驱动组件6分别推动两个找位板4移动并使y型柱支叉92的接口和三通管91接口贴合。
39.对y型铸钢柱9进行焊接时,通过吊车将三通管91移动至支架1上方,使三通管91远离y型柱支叉92的一端移动至固定板2正对的侧壁之间,三通管91远离y型柱支叉92的一端移动至固定筒8上方;通过抵紧组件3将三通管91和固定板2抵紧后,再将三通管91缓慢放置在支架1上;再通过吊车将y型柱支叉92移动至找位板4上方,将y型柱支叉92放置在凹槽42内,并通过夹紧组件5将y型柱支叉92固定在找位板4上;再通过驱动组件6驱动找位板4移动,找位板4带动y型柱支叉92移动,直至y型柱支叉92的接口和三通管91接口贴合,再对三通管91和y型柱支叉92进行焊接,达到了对y型柱支叉92和三通管91分别固定后再进行焊接的效果,使y型柱支叉92和三通管91焊接的精度更高。
40.参考图3和图4,抵紧组件3包括底板31、动力液压缸32、移动块33、第一滚轮34;底板31固设在支架1上,若干第一滚轮34固设在移动块33下表面,底板31上表面开设有供第一滚轮34滚动的第一滑轨311;移动块33位于两个y型柱支叉92之间;动力液压缸32的一端和底板31固连,另一端和移动块33固连,动力液压缸32通过推动移动块33移动进而使三通管91和固定板2抵紧。
41.三通管91远离y型柱支叉92的一端移动至两个固定板2之间后,启动动力液压缸32,动力液压缸32通过推动移动块33进而推动三通管91移动,直至三通管91和固定板2抵紧,关闭动力液压缸32,此时再将三通管91在吊车和自身重力的作用下放置在支架1上,完成了对三通管91的固定,减小了将y型柱支叉92焊接到三通管91上时三通管91发生移动的可能,进而使y型柱支叉92和三通管91焊接的精度更高。
42.参考图3和图5,夹紧组件5包括电机51、双向螺杆52、导杆53、两个辅助板54、两个夹紧板55,双向螺杆52两端螺纹的旋向相反;驱动组件6包括承载板61、驱动液压缸62、第二滚轮63;承载板61固设在支架1上,若干第二滚轮63固设在找位板4下表面,承载板61上表面开设有供第二滚轮63滚动的第二滑轨611;电机51和两个辅助板54均固设在找位板4下表面;双向螺杆52的两端分别转动连接在两个辅助板54上,电机51的输出轴和双向螺杆52的一端同轴固连;两个夹紧板55螺纹连接在双向螺杆52螺纹旋向不同的两端,导杆53的两端分别固定在两个辅助板54上,导杆53同时贯穿两个夹紧板55;找位板4上表面开设有滑孔41,两个夹紧板55均在贯穿滑孔41并在滑孔41内滑移;y型柱支叉92位于两个夹紧板55正对的侧壁之间,两个夹紧板55的顶端均向远离y型柱支叉92的方向倾斜设置。
43.在y型柱移动至两个夹紧板55正对的两个侧壁之间,启动电机51,电机51通过带动双向螺杆52绕自身转动轴线转动进而带动两个夹紧板55沿导杆53向相对的方向移动,直至两个夹紧板55正对的两个侧壁均和y型柱支叉92贴合,关闭电机51;再将y型柱支叉92放置在找位板4上的凹槽42内,再一次启动电机51,电机51使两个夹紧板55再次向相对的方向移动,直至两个夹紧板55将y型柱支叉92固定在找位板4上;启动驱动液压缸62,驱动液压缸62
推动找位板4向靠近三通管91的方向移动,直至y型柱支叉92的接口和三通管91接口贴合,关闭驱动液压缸62,完成了y型柱支叉92的固定,减小了将y型柱支叉92焊接到三通管91上时y型柱支叉92发生移动的可能,进而使y型柱支叉92和三通管91焊接的精度更高。
44.参考图3,支架1上设有推动拉梁93移动并使拉梁93的两端分别和两个搭筋板94贴合的推送组件7;推送组件7包括推送板71、导向板72、推送液压缸73、第三滚轮74,导向板72固设在支架1上,若干第三滚轮74固设在推送板71底端,导向板72上表面开设有供第三滚轮74滚动的第三滑轨721;推送液压缸73的一端和导向板72固连,推送液压缸73的另一端和推送板71固连,推送板71远离推送液压缸73的侧壁和拉梁93贴合。
45.将拉梁93移动至支架1上方时,启动推送液压缸73,推送液压缸73通过推动推送板71进而推动拉梁93向靠近搭筋板94的方向移动,直至拉梁93的两端分别和两个搭筋板94贴合,方便了将拉梁93固定在搭筋板94上。
46.本技术实施例一种y型铸钢柱焊接辅助工装的实施原理为:在对y型铸钢柱9进行焊接时,先将三通管91远离连接y型柱支叉92的一端移动至两个固定板2之间,启动动力液压缸32,动力液压缸32通过移动块33进而推动三通管91移动,直至三通管91和固定板2抵紧,再将三通管91放置在支架1上;通过吊车将y型柱支叉92移动至找位板4上方,启动电机51,电机51通过带动双向螺杆52进而带动两个夹紧板55移动,直至两个夹紧板55正对的两个侧壁均和y型柱支叉92贴合,关闭电机51;将y型柱支叉92放置在找位板4上的凹槽42内,再一次启动电机51,电机51使两个夹紧板55移动并对y型柱支叉92进行夹紧,此时y型柱支叉92固定在找位板4上;启动驱动液压缸62,驱动液压缸62推动找位板4向靠近三通管91的方向移动,直至y型柱支叉92的接口和三通管91接口贴合,再对y型柱支叉92和三通管91进行焊接,达到了分别对y型柱支叉92和三通管91固定的效果,减小了将y型柱支叉92焊接到三通管91上时两者发生相对移动的可能,进而使y型柱支叉92和三通管91焊接的精度更高。
47.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1